You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Schaum S Tensor Calculus 238 PDFDocument238 pagesSchaum S Tensor Calculus 238 PDFGustavo Guillén90% (20)
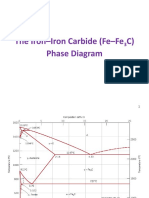
- The Iron-Iron Carbide (Fe-Fe C) Phase DiagramDocument32 pagesThe Iron-Iron Carbide (Fe-Fe C) Phase DiagramNisaNo ratings yet
- Phase Field MethodDocument9 pagesPhase Field MethodKamal Kumar GuptaNo ratings yet
- Hydraulic MountDocument31 pagesHydraulic MountKamal Kumar GuptaNo ratings yet
- Source Model 2Document20 pagesSource Model 2Kamal Kumar GuptaNo ratings yet
- Agenda DR Reip Visit Apr 08Document1 pageAgenda DR Reip Visit Apr 08Kamal Kumar GuptaNo ratings yet
- Seddon Basic Helicopter AerodynamicsDocument79 pagesSeddon Basic Helicopter AerodynamicsKamal Kumar GuptaNo ratings yet
- Digital SystemsDocument675 pagesDigital SystemsvikramjhaNo ratings yet
- Sac 2Document5 pagesSac 2Kamal Kumar GuptaNo ratings yet
- Lesson 3: Lesson 3:: Properties of Steel & Timber Properties of Steel & TimberDocument23 pagesLesson 3: Lesson 3:: Properties of Steel & Timber Properties of Steel & TimberMaria CincoNo ratings yet
- IS4736.1986 - Galvanizing On Tubes PDFDocument15 pagesIS4736.1986 - Galvanizing On Tubes PDFdombipin100% (1)
- Company Profile Ata MarketingDocument18 pagesCompany Profile Ata MarketingAdhitiya Rizki PratamaNo ratings yet
- E 1806 - 96 R01 - Rte4mdy - PDFDocument21 pagesE 1806 - 96 R01 - Rte4mdy - PDFLeón SuárezNo ratings yet
- High Tech Tool Catalog PDFDocument40 pagesHigh Tech Tool Catalog PDFMakmur Hasan100% (1)
- Study Metal Coupling Effect on Iron RustingDocument18 pagesStudy Metal Coupling Effect on Iron RustingKrutika BandreNo ratings yet
- Progress in Additive Manufacturing On New Materials - A ReviewDocument28 pagesProgress in Additive Manufacturing On New Materials - A ReviewRaistlin1No ratings yet
- Laser Cladding Surface TreatmentDocument129 pagesLaser Cladding Surface TreatmentAbhijit Kumar100% (1)
- Metal Casting Process and Equipment - PPT - FinalDocument19 pagesMetal Casting Process and Equipment - PPT - Finalchandika herathNo ratings yet
- Welding and Characterization of 5083 Aluminium Alloy PDFDocument6 pagesWelding and Characterization of 5083 Aluminium Alloy PDFPatricio G. ArrienNo ratings yet
- GasketsDocument3 pagesGasketsChawki SanNo ratings yet
- High Tensile Strength Steel TIG Rod for Welding StructuresDocument2 pagesHigh Tensile Strength Steel TIG Rod for Welding StructuresImmalatulhusnaNo ratings yet
- دراسة بعض خواص الخرسانة الحاوية على خبث الأفرانDocument7 pagesدراسة بعض خواص الخرسانة الحاوية على خبث الأفرانGandhi HammoudNo ratings yet
- EN 1676 Grade AB-44300: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearDocument3 pagesEN 1676 Grade AB-44300: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearMelvin B EkboteNo ratings yet
- IS 1395-1982 - Manual Arc Welding PDFDocument43 pagesIS 1395-1982 - Manual Arc Welding PDFAmal SamantaNo ratings yet
- A148 14Document4 pagesA148 14عصام السامرائيNo ratings yet
- Carbon Equivalent and Multiplying Factor For Hardenability of SteelDocument6 pagesCarbon Equivalent and Multiplying Factor For Hardenability of SteelrizkyrNo ratings yet
- Copper Alloy Guide EnglishDocument2 pagesCopper Alloy Guide Englishdesc82No ratings yet
- Paper Astm StandardsDocument10 pagesPaper Astm StandardsjklelvisNo ratings yet
- ManufacturingDocument2 pagesManufacturingBarbieBarbieNo ratings yet
- AI-V Alloy Phase DiagramDocument7 pagesAI-V Alloy Phase DiagramkasturiNo ratings yet
- General Requirements For Wire Rods and Coarse Round Wire, Carbon Steel (Metric)Document6 pagesGeneral Requirements For Wire Rods and Coarse Round Wire, Carbon Steel (Metric)Jesús Luis Arce GuillermoNo ratings yet
- Welding Procedure 6GDocument5 pagesWelding Procedure 6GTrinh DungNo ratings yet
- Astm F2215 15Document10 pagesAstm F2215 15Jed Kevin MendozaNo ratings yet
- Solidification, Phase Diagrams and Phase TransformationDocument35 pagesSolidification, Phase Diagrams and Phase TransformationkrishnasaiNo ratings yet
- Lab I - Metallography-RevisedDocument9 pagesLab I - Metallography-RevisedNgọc Phạm VănNo ratings yet
- Improving Wear Resistance Via Hardfacing of Cultivator ShovelDocument9 pagesImproving Wear Resistance Via Hardfacing of Cultivator ShovelALDO ROGERNo ratings yet
- Stick Electrodes For Welding of Stainless Steels: Part NumberDocument19 pagesStick Electrodes For Welding of Stainless Steels: Part NumberAyman RiyadhNo ratings yet
- High Temp Castable Linings GuideDocument33 pagesHigh Temp Castable Linings GuideMurugesan ElaiyappanNo ratings yet