You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Voices in Harmony ProgramDocument4 pagesVoices in Harmony ProgramagnesmalkNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Chinese Cooking For BeginnersDocument92 pagesChinese Cooking For Beginnersclemesha96% (23)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- FAG Bearings For Rolling Mills Application PDFDocument69 pagesFAG Bearings For Rolling Mills Application PDFPintu SarkarNo ratings yet
- Clifford Brown Solo TranscriptionsDocument18 pagesClifford Brown Solo Transcriptionsjohn doe0% (2)
- Capital BudgetingDocument33 pagesCapital BudgetingmoosanipppNo ratings yet
- Cloud Types and ServicesDocument26 pagesCloud Types and ServicesxX ANGEL XxNo ratings yet
- Dense Phase Pneumatic Conveying SystemDocument1 pageDense Phase Pneumatic Conveying SystemH3mantNo ratings yet
- MGT657-Top Glove CorporationDocument14 pagesMGT657-Top Glove CorporationreSTART StudioNo ratings yet
- Simha Mam Ukha 002Document3 pagesSimha Mam Ukha 002albertmelondiNo ratings yet
- 4 Industrial Revolution Its Implications For South Africa: Innovation Collaboration Agility Visionary Impactful IntegrityDocument24 pages4 Industrial Revolution Its Implications For South Africa: Innovation Collaboration Agility Visionary Impactful IntegrityPintu SarkarNo ratings yet
- UTM Industry 4.0 PresentationDocument32 pagesUTM Industry 4.0 PresentationPintu SarkarNo ratings yet
- Rolling Mill Guides From CIMM Group PDFDocument20 pagesRolling Mill Guides From CIMM Group PDFPintu SarkarNo ratings yet
- Koyocatb2013e Roll-NeckDocument38 pagesKoyocatb2013e Roll-NeckPintu SarkarNo ratings yet
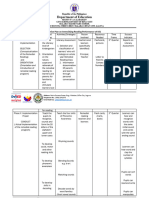
- Kinder Catch Up Friday Action PlanDocument4 pagesKinder Catch Up Friday Action PlanAriane PimentelNo ratings yet
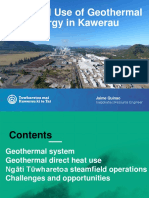
- 2018 05 Industrial Use of Geothermal Energy in KawerauDocument21 pages2018 05 Industrial Use of Geothermal Energy in KawerauRivan TYNo ratings yet
- Speech EvaluationDocument2 pagesSpeech EvaluationAndi AndersonNo ratings yet
- 2022 C1 Promo Solutions - Comments For StudentsDocument31 pages2022 C1 Promo Solutions - Comments For StudentsVincentNo ratings yet
- Final BrochureDocument24 pagesFinal BrochureSania LokhoNo ratings yet
- Huawei RU-5G-101 DatasheetDocument4 pagesHuawei RU-5G-101 DatasheetCarlosNo ratings yet
- Need Must Had Better Should Have To/have Got To Must Be Able To Can Used To Would Had To MustDocument5 pagesNeed Must Had Better Should Have To/have Got To Must Be Able To Can Used To Would Had To MustAlinaNo ratings yet
- Microsoft Word - APPLICATION DOCUMENTS COVER FORM - NEW PDFDocument1 pageMicrosoft Word - APPLICATION DOCUMENTS COVER FORM - NEW PDFALBERT ZHAONo ratings yet
- Paper-Iii: Five Objective Price Pa Then TheDocument10 pagesPaper-Iii: Five Objective Price Pa Then TheSaiganesh RameshNo ratings yet
- Indian Dairyman Nov 2021Document3 pagesIndian Dairyman Nov 2021Amritha JayanNo ratings yet
- Bagi CHAPTER 2 - Ema Rohmah - 12431009 - Bhs - Inggris PDFDocument14 pagesBagi CHAPTER 2 - Ema Rohmah - 12431009 - Bhs - Inggris PDFnadia nur ainiNo ratings yet
- Synonyms: XylitolDocument4 pagesSynonyms: Xylitolyuni fadilahNo ratings yet
- Septone Brake Dust Cleaner SDSDocument15 pagesSeptone Brake Dust Cleaner SDSMarkSomniumNo ratings yet
- Blain KV Trouble-GbDocument2 pagesBlain KV Trouble-GbSylvester Sullivan100% (1)
- PDS-Mosalinker PC30 (V1.0) enDocument2 pagesPDS-Mosalinker PC30 (V1.0) enLIM YE HENGNo ratings yet
- Smart Eco City PPT Presentations 1Document17 pagesSmart Eco City PPT Presentations 1welvye 1No ratings yet
- 3D Multizone Scaling Method of An NC Program For Sole Mould ManufacturingDocument5 pages3D Multizone Scaling Method of An NC Program For Sole Mould ManufacturingrajrythmsNo ratings yet
- Windows 8 KEYS - PSYKO666 - PastebinDocument2 pagesWindows 8 KEYS - PSYKO666 - Pastebinmitsui88100% (1)
- Danial-O~caoegp2024Document3 pagesDanial-O~caoegp2024darrendanialongNo ratings yet
- TEXT SUMMARIZATION USING NLP (Final-2)Document40 pagesTEXT SUMMARIZATION USING NLP (Final-2)sakthivelNo ratings yet
- 1ST Prelim Examnination in Eng10Document3 pages1ST Prelim Examnination in Eng10SherlynRodriguezNo ratings yet
- Unit: Computer Networks: Important NotesDocument7 pagesUnit: Computer Networks: Important NotesZiyaad LallmohamudNo ratings yet