You might also like
- Build Your Own Distributed Compilation Cluster: A Practical WalkthroughFrom EverandBuild Your Own Distributed Compilation Cluster: A Practical WalkthroughNo ratings yet
- Chapter 5 Welded Connections: Effective Areas and Size Limitations of WeldsDocument5 pagesChapter 5 Welded Connections: Effective Areas and Size Limitations of WeldsIndra NainggolanNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- Design of Simple WeldDocument1 pageDesign of Simple Weldshantanu chowdhuryNo ratings yet
- Resumen de BRB Star Seismic 2 PDFDocument8 pagesResumen de BRB Star Seismic 2 PDFRodrigo SilvaNo ratings yet
- Strength Of Beams, Floor And Roofs - Including Directions For Designing And Detailing Roof Trusses, With Criticism Of Various Forms Of Timber ConstructionFrom EverandStrength Of Beams, Floor And Roofs - Including Directions For Designing And Detailing Roof Trusses, With Criticism Of Various Forms Of Timber ConstructionNo ratings yet
- Design ProcedureDocument24 pagesDesign ProcedureSamer Abdulaziz SadaqaNo ratings yet
- Buckling Restrained Braces Standards Developments and Innovative Applications RobinsonDocument7 pagesBuckling Restrained Braces Standards Developments and Innovative Applications RobinsonAnonymous DwRdnPTXY0No ratings yet
- Pinned Base Plate-ECPLUS DesignDocument2 pagesPinned Base Plate-ECPLUS DesignNivarNo ratings yet
- Understanding Bearing Size at A Wall or Beam - 1Document4 pagesUnderstanding Bearing Size at A Wall or Beam - 1Alejandra CruzNo ratings yet
- Structural Timber Design: Strength Grading of TimberDocument15 pagesStructural Timber Design: Strength Grading of TimberEranda Ranasingha100% (1)
- Simple WeldDocument7 pagesSimple Weldshantanu chowdhuryNo ratings yet
- Required Thickness of Flexurally Rigid Baseplate For Anchor FasteningsDocument8 pagesRequired Thickness of Flexurally Rigid Baseplate For Anchor FasteningsCarsonBakerNo ratings yet
- Five Limbed+Transformer+CoresDocument6 pagesFive Limbed+Transformer+CoresChiranjeev SahooNo ratings yet
- CIRP Annals - Manufacturing Technology: H. Coban, A.K.M. de Silva (2), D.K. HarrisonDocument4 pagesCIRP Annals - Manufacturing Technology: H. Coban, A.K.M. de Silva (2), D.K. HarrisonL RaculxkNo ratings yet
- Concrete Basics-Guide To Steel FibresDocument2 pagesConcrete Basics-Guide To Steel FibresVladNo ratings yet
- Ball Mill For Cement GrindingDocument5 pagesBall Mill For Cement GrindingJorge SilvaNo ratings yet
- 02 - Guy CablesDocument5 pages02 - Guy CableshalcyonNo ratings yet
- RAPT - PT Slab and Beam Design Procedure Rev01Document17 pagesRAPT - PT Slab and Beam Design Procedure Rev01AlirezaNo ratings yet
- Chapter 10 - Composite Beams: Example ProblemsDocument3 pagesChapter 10 - Composite Beams: Example ProblemsJULIUS CESAR G. CADAONo ratings yet
- V1 07 Kloeckner Westok A5 Pocket Guide Jun 2020Document36 pagesV1 07 Kloeckner Westok A5 Pocket Guide Jun 2020HozaifaNo ratings yet
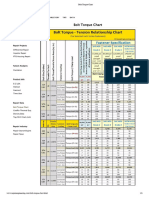
- Bolt Torque ChartDocument6 pagesBolt Torque Chart5221asri_maabNo ratings yet
- Steelflex: Redefining Total Coupling ValueDocument47 pagesSteelflex: Redefining Total Coupling ValueJOSE INESNo ratings yet
- State of The Art Steel Design - EconomyDocument3 pagesState of The Art Steel Design - EconomyvNo ratings yet
- Cylinder Head GasketsDocument2 pagesCylinder Head GasketsAdi_DCE0% (1)
- DELTA PT SCREWDocument20 pagesDELTA PT SCREWSuman PawarNo ratings yet
- Definition of Nominal ThicknessDocument6 pagesDefinition of Nominal ThicknessAycan GürbüzNo ratings yet
- Steelflex: Redefining Total Coupling ValueDocument46 pagesSteelflex: Redefining Total Coupling ValuestephenlongislandNo ratings yet
- Commercial Aircraft Feature - A350 XWB Composite ModulesDocument4 pagesCommercial Aircraft Feature - A350 XWB Composite ModulesMohammad NorouzzadehNo ratings yet
- Castellated Beamse28094new DevelopmentsDocument5 pagesCastellated Beamse28094new DevelopmentsZack JspNo ratings yet
- V1-07 Kloeckner Westok A5 Pocket Guide Jun 2020Document36 pagesV1-07 Kloeckner Westok A5 Pocket Guide Jun 2020vomawew647No ratings yet
- Komatsu Technical BrochurDocument7 pagesKomatsu Technical BrochurBenjamin MossoNo ratings yet
- Solving The Mysteries of The Fin Pass: ProducingresultsDocument3 pagesSolving The Mysteries of The Fin Pass: ProducingresultswahyoesoemantriNo ratings yet
- Ssec - Tip - 56 Cambered Steel Beams PDFDocument4 pagesSsec - Tip - 56 Cambered Steel Beams PDFAdrian Guerra EspinosaNo ratings yet
- SPE 71393 Development and Field Applications of Roller Cone Bits With Balanced Cutting StructureDocument11 pagesSPE 71393 Development and Field Applications of Roller Cone Bits With Balanced Cutting StructurependexxNo ratings yet
- Torque AnalysisDocument4 pagesTorque AnalysisMah KamNo ratings yet
- Applied Sciences: Flexural and Shear Performance of Prestressed Composite Slabs With Inverted Multi-RibsDocument19 pagesApplied Sciences: Flexural and Shear Performance of Prestressed Composite Slabs With Inverted Multi-Ribsسجى وليدNo ratings yet
- Forces in WeldsDocument8 pagesForces in WeldsBun KunNo ratings yet
- Applied SciencesDocument11 pagesApplied Sciencesafshin dadvarNo ratings yet
- Kong 2018Document5 pagesKong 2018Syed Muhammad UsmanNo ratings yet
- Draft: Central Electricity Authority 2018Document8 pagesDraft: Central Electricity Authority 2018ipraoNo ratings yet
- 2014-28-0019 Case Study-Strengthening of Axle Shaft by Heat Treatment To Overcome TwistDocument6 pages2014-28-0019 Case Study-Strengthening of Axle Shaft by Heat Treatment To Overcome TwistthisisjineshNo ratings yet
- Lecture Notes 11 Design of Plate GirderDocument31 pagesLecture Notes 11 Design of Plate GirderTuulia Lohi60% (5)
- Effective Span Length: 139 Concrete Deck SlabsDocument5 pagesEffective Span Length: 139 Concrete Deck SlabsJohn Royer Araúz Fuentes100% (1)
- 97 2.0f AboutDocument12 pages97 2.0f AboutAndrea GibsonNo ratings yet
- Design Plate Girders for Buildings & BridgesDocument109 pagesDesign Plate Girders for Buildings & BridgesFahd Abdul RahmanNo ratings yet
- Assessment of Current Design Practices of 3-Pile Cap: An Analytical ApproachDocument4 pagesAssessment of Current Design Practices of 3-Pile Cap: An Analytical ApproachDARSHAN ROYGAGANo ratings yet
- 06 F2010 Report PDFDocument14 pages06 F2010 Report PDFShwetha BhatNo ratings yet
- Composite Materials in Aircraft Structures: 10.1 What Are Composites?Document14 pagesComposite Materials in Aircraft Structures: 10.1 What Are Composites?mechmeedNo ratings yet
- Tolerating Tolerances: Understanding Construction Tolerances in Steel StructuresDocument3 pagesTolerating Tolerances: Understanding Construction Tolerances in Steel StructuresteedNo ratings yet
- Motorcycle CatalogDocument24 pagesMotorcycle CatalogCarsten JakobsenNo ratings yet
- Optimization of Cavity Size in Hollow Sandcrete BlocksDocument5 pagesOptimization of Cavity Size in Hollow Sandcrete BlocksOkewole Olayemi SamuelNo ratings yet
- Catalogo Borboleta RKDocument10 pagesCatalogo Borboleta RKFelipe Ribeiro da CostaNo ratings yet
- Tooth Root Bending ISO6336 Poland PaperDocument14 pagesTooth Root Bending ISO6336 Poland PaperJuanNo ratings yet
- Steelwise: The New Groove Weld SymbolDocument2 pagesSteelwise: The New Groove Weld SymbolSridhar MaharajaNo ratings yet
- Steelwise: The New Groove Weld SymbolDocument2 pagesSteelwise: The New Groove Weld SymbolSridhar MaharajaNo ratings yet
- سيوري المشروعDocument20 pagesسيوري المشروعAhmed AlrashidNo ratings yet
- How To Emilminate Connecting Rod Failure Circle Track Eprint PDFDocument4 pagesHow To Emilminate Connecting Rod Failure Circle Track Eprint PDFCarlosManuelSilvaCorreiaNo ratings yet
- Flip Chip On Standard Lead Frame: Laminate Performance at Lower CostDocument4 pagesFlip Chip On Standard Lead Frame: Laminate Performance at Lower CostlongNo ratings yet
- Distribution Transformer Manufacturing Process ManualDocument64 pagesDistribution Transformer Manufacturing Process ManualGaurav Sagar100% (2)
- Chapter 2Document42 pagesChapter 2Yogendra VermaNo ratings yet
- 2013 Laminationpapervol 95 PDFDocument11 pages2013 Laminationpapervol 95 PDFSaba AhmedNo ratings yet
- Transformer Presentation BIS 31082017Document31 pagesTransformer Presentation BIS 31082017sasenthil241464No ratings yet
- 1 DistributiontransformerDocument6 pages1 DistributiontransformerYogendra VermaNo ratings yet
- 2013 Laminationpapervol 95 PDFDocument11 pages2013 Laminationpapervol 95 PDFSaba AhmedNo ratings yet
- Paytm Statement Nov2019 9919978629Document1 pagePaytm Statement Nov2019 9919978629Yogendra VermaNo ratings yet
- Reducing Building Factor by Using Step Lam (SL) LaminationsDocument11 pagesReducing Building Factor by Using Step Lam (SL) LaminationsYogendra VermaNo ratings yet
- 2013 Laminationpapervol 95 PDFDocument11 pages2013 Laminationpapervol 95 PDFSaba AhmedNo ratings yet
- RecertificationDocument1 pageRecertificationYogendra VermaNo ratings yet
- Distribution Transformer Manufacturing Process ManualDocument64 pagesDistribution Transformer Manufacturing Process ManualGaurav Sagar100% (2)
- RecertificationDocument1 pageRecertificationYogendra VermaNo ratings yet
- Cooling Tower Pumping and Piping: LegendDocument46 pagesCooling Tower Pumping and Piping: LegendDenise Koh Chin HuiNo ratings yet
- The Planets Comparative Superlative - 87358Document2 pagesThe Planets Comparative Superlative - 87358Maria AdamNo ratings yet
- Zetex HandbookDocument8 pagesZetex HandbookbolermNo ratings yet
- Chemical Process Instrumentation: Pressure Measurement: Moderate and High Pressure Measuring InstrumentsDocument10 pagesChemical Process Instrumentation: Pressure Measurement: Moderate and High Pressure Measuring InstrumentslvrevathiNo ratings yet
- Interactions and Incompatibilities of Pharmaceutical ExcipientsDocument24 pagesInteractions and Incompatibilities of Pharmaceutical ExcipientsEmmanuel Vachon LachanceNo ratings yet
- Jar TestDocument1 pageJar TestEduardo Tonino Chavez GaytanNo ratings yet
- Maths IA IntroDocument20 pagesMaths IA Introshakthi aravinthNo ratings yet
- CFD and Experimental Study of Wetting of Structured Packing ElementsDocument139 pagesCFD and Experimental Study of Wetting of Structured Packing ElementsahmedsalemyNo ratings yet
- Performance-Based Plastic Design and Energy-Based Evaluation of Seismic Resistant RC Moment FrameDocument7 pagesPerformance-Based Plastic Design and Energy-Based Evaluation of Seismic Resistant RC Moment FrameARJafariNo ratings yet
- Chapter 22 Thermal Expansion: EXERCISE 122, Page 266Document9 pagesChapter 22 Thermal Expansion: EXERCISE 122, Page 266NurulAinMatAron0% (1)
- Elzaki Transform For Two Tank Mixing Problems PDFDocument15 pagesElzaki Transform For Two Tank Mixing Problems PDFMarvin LabajoNo ratings yet
- Instructivo Luxometro Steren Her-410 PDFDocument12 pagesInstructivo Luxometro Steren Her-410 PDFLuis CárdenasNo ratings yet
- 4363 111 Machine Design IDocument6 pages4363 111 Machine Design Iyogesh_b_k100% (2)
- What Happens When Warm Air RisesDocument30 pagesWhat Happens When Warm Air RisesCriselAlamag100% (1)
- Force & FrictionDocument9 pagesForce & Frictionbinu_praveen100% (1)
- Materials Finer Than 75 - M (No. 200) Sieve in Mineral Aggregates by WashingDocument3 pagesMaterials Finer Than 75 - M (No. 200) Sieve in Mineral Aggregates by WashingLucio Rodriguez SifuentesNo ratings yet
- Partial Differential Equations Formula SheetDocument3 pagesPartial Differential Equations Formula SheetnewyorkstudyNo ratings yet
- PNA Chemistry Expedite 8900 User's GuideDocument114 pagesPNA Chemistry Expedite 8900 User's GuideJohnNo ratings yet
- LECTURE 3 - Shear Stress & Allowable StressDocument15 pagesLECTURE 3 - Shear Stress & Allowable StressIhab OmarNo ratings yet
- Engineering Failure Analysis: Ayad Subhy, Davide Lo Presti, Gordon AireyDocument11 pagesEngineering Failure Analysis: Ayad Subhy, Davide Lo Presti, Gordon AireyMohamed BoudabbousNo ratings yet
- PFlow ScriptDocument6 pagesPFlow Scripttohu777No ratings yet
- PEGN 419 / GPGN 419 Spring 2017: Manika Prasad Mansur Ermila Expert Resource: Robert LieberDocument30 pagesPEGN 419 / GPGN 419 Spring 2017: Manika Prasad Mansur Ermila Expert Resource: Robert LiebertahermohNo ratings yet
- Heat of Hydration StressesDocument7 pagesHeat of Hydration StressesAnkur BarsainyaNo ratings yet
- Engineering Mechanics by TimoshenkoDocument607 pagesEngineering Mechanics by TimoshenkoJagadish50% (2)
- 53 TOP Structural Analysis - Civil Engineering Multiple Choice Questions AnDocument7 pages53 TOP Structural Analysis - Civil Engineering Multiple Choice Questions AnJohn Aries Almelor Sarza100% (1)
- Master1 AM CoursesDocument3 pagesMaster1 AM CoursesParokotil MidhunNo ratings yet
- Diagnostic Fracture Injection Tests in Ultra Low Perm FormationsDocument6 pagesDiagnostic Fracture Injection Tests in Ultra Low Perm FormationsBolsec14No ratings yet
- 960 Physics (PPU) Semester 2 Topics-SyllabusDocument7 pages960 Physics (PPU) Semester 2 Topics-SyllabusJosh, LRT0% (1)
- Stp417-Eb 5820 PDFDocument219 pagesStp417-Eb 5820 PDFS R Kumar KonathalaNo ratings yet
- Bearings ShaftsDocument74 pagesBearings ShaftsCik MinnNo ratings yet
- Comprehensive Guide to Robotic Process Automation (RPA): Tips, Recommendations, and Strategies for SuccessFrom EverandComprehensive Guide to Robotic Process Automation (RPA): Tips, Recommendations, and Strategies for SuccessNo ratings yet
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Dark Aeon: Transhumanism and the War Against HumanityFrom EverandDark Aeon: Transhumanism and the War Against HumanityRating: 5 out of 5 stars5/5 (1)
- In the Age of AI: How AI and Emerging Technologies Are Disrupting Industries, Lives, and the Future of WorkFrom EverandIn the Age of AI: How AI and Emerging Technologies Are Disrupting Industries, Lives, and the Future of WorkRating: 5 out of 5 stars5/5 (1)
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsFrom EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsNo ratings yet
- Atlas of AI: Power, Politics, and the Planetary Costs of Artificial IntelligenceFrom EverandAtlas of AI: Power, Politics, and the Planetary Costs of Artificial IntelligenceRating: 5 out of 5 stars5/5 (9)
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)From EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Rating: 5 out of 5 stars5/5 (2)
- The Fourth Age: Smart Robots, Conscious Computers, and the Future of HumanityFrom EverandThe Fourth Age: Smart Robots, Conscious Computers, and the Future of HumanityRating: 4.5 out of 5 stars4.5/5 (115)
- Artificial You: AI and the Future of Your MindFrom EverandArtificial You: AI and the Future of Your MindRating: 4 out of 5 stars4/5 (3)
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- Collection of Raspberry Pi ProjectsFrom EverandCollection of Raspberry Pi ProjectsRating: 5 out of 5 stars5/5 (1)
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- Artificial Intelligence: From Medieval Robots to Neural NetworksFrom EverandArtificial Intelligence: From Medieval Robots to Neural NetworksRating: 4 out of 5 stars4/5 (3)
- Artificial Intelligence: The Complete Beginner’s Guide to the Future of A.I.From EverandArtificial Intelligence: The Complete Beginner’s Guide to the Future of A.I.Rating: 4 out of 5 stars4/5 (5)
- Fusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.From EverandFusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.No ratings yet
- Projects With Microcontrollers And PICCFrom EverandProjects With Microcontrollers And PICCRating: 5 out of 5 stars5/5 (1)