You might also like
- Can ISO MRS and ASTM HDB Rated Materials Be Harmonized: Dr. Z. Jimmy Zhou Dr. Eugene F. PalermoDocument10 pagesCan ISO MRS and ASTM HDB Rated Materials Be Harmonized: Dr. Z. Jimmy Zhou Dr. Eugene F. Palermocipte0% (1)
- tn-16 Rate Process Method Projecting Pe PipeDocument8 pagestn-16 Rate Process Method Projecting Pe Pipeyrdna nawaiteos100% (1)
- E-CTFE-Fluoroplastic Molding, Extrusion, and Coating MaterialsDocument5 pagesE-CTFE-Fluoroplastic Molding, Extrusion, and Coating MaterialsEver Antonio MorenoNo ratings yet
- ETAM2014-1039: Dave Dewees Rahul Jain, PH.DDocument12 pagesETAM2014-1039: Dave Dewees Rahul Jain, PH.DFebri Ramdani NugrahaNo ratings yet
- Global's New High Performance PE4710 MaterialDocument5 pagesGlobal's New High Performance PE4710 MaterialIván López PavezNo ratings yet
- Multi Layer Testing: Theory and PracticeDocument7 pagesMulti Layer Testing: Theory and PracticeeckoNo ratings yet
- Comparativo Pvc-O Molecor Vs Hdpe - SedapalDocument25 pagesComparativo Pvc-O Molecor Vs Hdpe - SedapalBeatrice CarrollNo ratings yet
- Determination of Precision and Bias Data For Use in Test Methods For Petroleum Products and LubricantsDocument34 pagesDetermination of Precision and Bias Data For Use in Test Methods For Petroleum Products and LubricantsImran AzizNo ratings yet
- Experimental Study of STAAT Parameters & Determination of The Thermal Class of The Transformerboard - WeidmannDocument8 pagesExperimental Study of STAAT Parameters & Determination of The Thermal Class of The Transformerboard - WeidmannSushil ChaudhariNo ratings yet
- Low Level DioxinDocument4 pagesLow Level DioxinBin HadithonNo ratings yet
- D 6352 - 98 - RdyzntitotgDocument13 pagesD 6352 - 98 - RdyzntitotgLuz Adriana MorenoNo ratings yet
- D 3275 - 97 - RdmynzutotcDocument4 pagesD 3275 - 97 - RdmynzutotcwilliamcondoriNo ratings yet
- Pressure Rating DesignDocument2 pagesPressure Rating Designmsriref9333No ratings yet
- Appendix A: Lab Report FormatDocument10 pagesAppendix A: Lab Report Formatahsan aliNo ratings yet
- Technical Performance Specifications of Diaphragm SealsDocument2 pagesTechnical Performance Specifications of Diaphragm SealshaisamsarwarNo ratings yet
- Hydrostatic Strength of HDPE Pipes - Test ProcedureDocument5 pagesHydrostatic Strength of HDPE Pipes - Test ProceduremuhamedzNo ratings yet
- AN30098-DFS Analysis of Brominated Flame RetardantsDocument4 pagesAN30098-DFS Analysis of Brominated Flame Retardantssabrina amaralNo ratings yet
- D 6011 - 96 (2015)Document7 pagesD 6011 - 96 (2015)Fanambinantsoa Eddy RAKOTONDRAZAFYNo ratings yet
- ACC Letter - by - 159 - Cube Test ResultDocument9 pagesACC Letter - by - 159 - Cube Test ResultNawar ZainoNo ratings yet
- Determination of Precision and Bias Data For Use in Test Methods For Petroleum Products and LubricantsDocument27 pagesDetermination of Precision and Bias Data For Use in Test Methods For Petroleum Products and LubricantsImran AzizNo ratings yet
- Diesel Injection RateDocument5 pagesDiesel Injection Ratemehdi kamaliNo ratings yet
- Turbo Expo 2013 Conference Paper 2Document9 pagesTurbo Expo 2013 Conference Paper 2Yashika MalhotraNo ratings yet
- SIM Comparison 100 MPa Hydraulic Gauge Pressure Balance PaperDocument6 pagesSIM Comparison 100 MPa Hydraulic Gauge Pressure Balance Paperargelio arroyoNo ratings yet
- D 56 - 00Document6 pagesD 56 - 00Tria HikmaNo ratings yet
- Compositional Analysis by ThermogravimetryDocument3 pagesCompositional Analysis by ThermogravimetryAngelita Cáceres100% (2)
- Multiple Stress Creep and RecoveryDocument4 pagesMultiple Stress Creep and RecoveryKongsak AkkharawongwhatthanaNo ratings yet
- 04 474Document18 pages04 474webhareggebru06No ratings yet
- Hdpe Physical PropertiesDocument10 pagesHdpe Physical PropertiesGabriel Lopez BarajasNo ratings yet
- Taguchi's Design of Experiments and Selection of Orthogonal ArrayDocument22 pagesTaguchi's Design of Experiments and Selection of Orthogonal ArrayBhavin DesaiNo ratings yet
- Boiling Range Distribution of Petroleum Fractions by Gas ChromatographyDocument20 pagesBoiling Range Distribution of Petroleum Fractions by Gas ChromatographyT. LimNo ratings yet
- Astm c633-79 - 1994 Leigh A Test C&RDocument8 pagesAstm c633-79 - 1994 Leigh A Test C&RastronotusNo ratings yet
- D 3465 - 00 Monomero Por CGDocument3 pagesD 3465 - 00 Monomero Por CGsbiasotoNo ratings yet
- Dms Merlin Eclipse ComparisonDocument37 pagesDms Merlin Eclipse ComparisonRossana CairaNo ratings yet
- Project 2-17sep MiriDocument4 pagesProject 2-17sep MiriGovind KumarNo ratings yet
- COBEM-2017-0764 Numerical and Experimental Analysis For Performance Improvement of An Admission Restrictor For A Formula-Sae VehicleDocument8 pagesCOBEM-2017-0764 Numerical and Experimental Analysis For Performance Improvement of An Admission Restrictor For A Formula-Sae VehicleLetícia CarvalhoNo ratings yet
- ASTM-D1238-10Document6 pagesASTM-D1238-10agarciaNo ratings yet
- Dma Standard PaperDocument6 pagesDma Standard Paperkrishna saiNo ratings yet
- Aplicaciones RTX-2887Document2 pagesAplicaciones RTX-2887Francisco Pérez ChaniqueNo ratings yet
- Flowchart para Determinar FaltaDocument6 pagesFlowchart para Determinar FaltaYo Xing LingNo ratings yet
- Optimization of Turbo Machinery Validation Against Experimental ResultsDocument13 pagesOptimization of Turbo Machinery Validation Against Experimental ResultsSrinivasNo ratings yet
- Wind Loads - IS 875 - Where Does Our Code of Practice StandDocument11 pagesWind Loads - IS 875 - Where Does Our Code of Practice StandRavi Kiran NandyalaNo ratings yet
- Low-Pressure Retention Time Locking With The 7890A GC: AuthorsDocument6 pagesLow-Pressure Retention Time Locking With The 7890A GC: AuthorsKung KleeNo ratings yet
- A New Approach To Ductile Tearing Assessment of Pipelines Under Large-Scale YieldingDocument12 pagesA New Approach To Ductile Tearing Assessment of Pipelines Under Large-Scale YieldingAndrea De CintiNo ratings yet
- Anomolous Fatigue Crack Growth Phenomena in High-Strength SteelDocument6 pagesAnomolous Fatigue Crack Growth Phenomena in High-Strength Steelhitesh_tilalaNo ratings yet
- Structural Integrity Assessment of A Nuclear Vessel With FITNET FFS and Master Curve ApproachDocument11 pagesStructural Integrity Assessment of A Nuclear Vessel With FITNET FFS and Master Curve ApproachGogyNo ratings yet
- D 6742 - D 6742m - 01 Rdy3ndivrdy3ndjnlvjfraDocument8 pagesD 6742 - D 6742m - 01 Rdy3ndivrdy3ndjnlvjfraJuanNo ratings yet
- Characterization and Modeling of The Fatigue Behavior of TPUDocument6 pagesCharacterization and Modeling of The Fatigue Behavior of TPUDeepak SharmaNo ratings yet
- Astm D7405Document4 pagesAstm D7405jegancivil100% (3)
- D 6300 - 02 - RdyzmdatmdiDocument26 pagesD 6300 - 02 - RdyzmdatmdiImran AzizNo ratings yet
- Optimized Extrusion Techniq..Document8 pagesOptimized Extrusion Techniq..Recep MucoNo ratings yet
- Test Resource Partitioning For SocsDocument12 pagesTest Resource Partitioning For SocsRajeev PandeyNo ratings yet
- Ramirez 2017Document12 pagesRamirez 2017Stive BrackNo ratings yet
- ScienceDocument7 pagesScienceSantosh DuddellyNo ratings yet
- Behaiviour of PE PipesDocument106 pagesBehaiviour of PE PipeskavoshyarpajouhanNo ratings yet
- Effects of Degree of Particle Melt and Crystallinity in SLS Nylon-12 PartsDocument10 pagesEffects of Degree of Particle Melt and Crystallinity in SLS Nylon-12 PartsCFNo ratings yet
- Optimal Relays: Coordination of Directional Over Current in Power System Using Genetic AlgorithmDocument4 pagesOptimal Relays: Coordination of Directional Over Current in Power System Using Genetic AlgorithmthavaselvanNo ratings yet
- Understanding MERV - NAFA User's Guide To ANSI - ASHRAE 52.2Document5 pagesUnderstanding MERV - NAFA User's Guide To ANSI - ASHRAE 52.2psn_kylmNo ratings yet
- User's Guide 12-02-2009 TLSDDocument45 pagesUser's Guide 12-02-2009 TLSDDavid Bautista GonzálezNo ratings yet
- S-03710 M54161-1-Rev. 1-As F 8506-Steam Drum AssemblyDocument1 pageS-03710 M54161-1-Rev. 1-As F 8506-Steam Drum Assemblywylie01No ratings yet
- S-03710 M54161-2-Rev. 1-As F 8506-Steam Drum DetailsDocument1 pageS-03710 M54161-2-Rev. 1-As F 8506-Steam Drum Detailswylie01No ratings yet
- S-03710 P42118-Rev. 3-P18-Steam DrumDocument1 pageS-03710 P42118-Rev. 3-P18-Steam Drumwylie01No ratings yet
- Criterios de Diseño - Varios - 1Document116 pagesCriterios de Diseño - Varios - 1wylie01No ratings yet
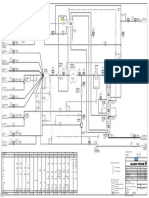
- S-03710 P41100-1.-Rev. 2-C03-20 PFD1-WSA UnitDocument1 pageS-03710 P41100-1.-Rev. 2-C03-20 PFD1-WSA Unitwylie01No ratings yet
- Lethal ServiceDocument24 pagesLethal Servicewylie01No ratings yet
- HP Bypass Stations Components and DesignDocument28 pagesHP Bypass Stations Components and Designwylie01No ratings yet
- Dynamic Simulation Solves ProblemsDocument3 pagesDynamic Simulation Solves Problemswylie01No ratings yet
- Bevi Risk Assessment Manual IntroductionDocument189 pagesBevi Risk Assessment Manual IntroductionLakshmi Binoy MenonNo ratings yet
- Adsorptive Desulfurization of LPG Using Zeolites for Efficient COS RemovalDocument9 pagesAdsorptive Desulfurization of LPG Using Zeolites for Efficient COS Removalwylie01No ratings yet
- 11-6703 WP AcidGas Amines Final PDFDocument15 pages11-6703 WP AcidGas Amines Final PDFАнтон КоробейниковNo ratings yet
- Flow Instabilities in A Horizontal Thermosyphon Reboiler LoopDocument22 pagesFlow Instabilities in A Horizontal Thermosyphon Reboiler Loopwylie01No ratings yet
- IGLC2014 FEL Final PDFDocument12 pagesIGLC2014 FEL Final PDFwylie01No ratings yet
- Enabling Model-Based Decision Support PDFDocument12 pagesEnabling Model-Based Decision Support PDFwylie01No ratings yet
- Gulfpub HP 201911Document85 pagesGulfpub HP 201911RishiBaldeoNo ratings yet
- 11-4500 WP Solids Modeling FINALDocument18 pages11-4500 WP Solids Modeling FINALnay denNo ratings yet
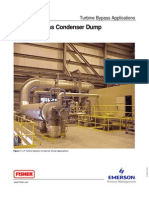
- Fisher Turbine Bypass Applications Bulletin July 2002Document8 pagesFisher Turbine Bypass Applications Bulletin July 2002Charik JainNo ratings yet
- Simulation and Optimization of An Ethylene PlantDocument114 pagesSimulation and Optimization of An Ethylene PlantEvelyne Jahja100% (1)
- At 03906 Bro Aspen PimsDocument11 pagesAt 03906 Bro Aspen PimsViktória KónyaNo ratings yet
- NGL Extraction TechnologiesDocument10 pagesNGL Extraction Technologieswylie010% (1)
- At 03906 Bro Aspen PimsDocument11 pagesAt 03906 Bro Aspen PimsViktória KónyaNo ratings yet
- Gas Turbines and Turbocompressors For LNG ServiceDocument35 pagesGas Turbines and Turbocompressors For LNG Servicewylie01No ratings yet
- Erosional Velocity Limit PDFDocument4 pagesErosional Velocity Limit PDFManuel Pineda DelgadoNo ratings yet
- D3.4 FinalDocument115 pagesD3.4 Finalwylie01No ratings yet
- 3932 Siem G VD 0na 299Document7 pages3932 Siem G VD 0na 299wylie01No ratings yet
- Aspen HYSYS SQP OptimizationDocument24 pagesAspen HYSYS SQP OptimizationVikas SinghNo ratings yet
- Atmosphere 07 00059 PDFDocument12 pagesAtmosphere 07 00059 PDFwylie01No ratings yet
- Steam TracingDocument45 pagesSteam Tracingwylie01No ratings yet
- BESSELDocument3 pagesBESSELRicardo NazarioNo ratings yet
- Effect of Structural Integration On Electrochemical Properties of 0.5li Mno - 0.5li (MN Ni Co) O Composite Cathodes For Lithium Rechargeable BatteriesDocument9 pagesEffect of Structural Integration On Electrochemical Properties of 0.5li Mno - 0.5li (MN Ni Co) O Composite Cathodes For Lithium Rechargeable BatteriesMunia AdhikariNo ratings yet
- Foam Glass Data SheetDocument2 pagesFoam Glass Data SheetMohamed KareemNo ratings yet
- Adhese UniversalDocument48 pagesAdhese UniversalAdina SerbanNo ratings yet
- Steel and glass facade detailsDocument1 pageSteel and glass facade detailsBrylle De GuzmanNo ratings yet
- Labour Production Description of WorkDocument3 pagesLabour Production Description of WorkIrfanNo ratings yet
- Pozzolith 402RDocument2 pagesPozzolith 402RDoby YuniardiNo ratings yet
- 420kV Shunt Reactor Technical SpecificationDocument38 pages420kV Shunt Reactor Technical SpecificationSE TPC-4No ratings yet
- H.UEHARA-Structural Control and Property Development of Silicone PolymersDocument8 pagesH.UEHARA-Structural Control and Property Development of Silicone PolymersAldo Córdoba GuerreroNo ratings yet
- Basf Masterseal Traffic 1500 TdsDocument6 pagesBasf Masterseal Traffic 1500 Tdsjuli_radNo ratings yet
- Guhring PDFDocument322 pagesGuhring PDFMehmed Mela SaleemNo ratings yet
- Piping Materials SpecificationDocument53 pagesPiping Materials SpecificationclintNo ratings yet
- 64-2103 Tweco Pistolas WeldskillDocument6 pages64-2103 Tweco Pistolas WeldskillcarlosNo ratings yet
- Tek 07-03a1 PDFDocument4 pagesTek 07-03a1 PDFJustin UyarNo ratings yet
- European Pharmacopoeia Macrogol 6 Glycerol CaprylocaprateDocument1 pageEuropean Pharmacopoeia Macrogol 6 Glycerol CaprylocaprateTeodor BoianovNo ratings yet
- B844 982021 2 04 Standard Guide For Silver Tin Oxide Contact MaterialDocument3 pagesB844 982021 2 04 Standard Guide For Silver Tin Oxide Contact MaterialShodji MabungaNo ratings yet
- Fabric and Apparel Performance Testing ProtocolDocument23 pagesFabric and Apparel Performance Testing Protocolzoomerfins22No ratings yet
- Coltene Brilliant NG EN PDFDocument8 pagesColtene Brilliant NG EN PDFheru widyantoroNo ratings yet
- Mobil Eal Hydraulic - Oil - 32 - 46Document3 pagesMobil Eal Hydraulic - Oil - 32 - 46Jako MishyNo ratings yet
- Damp Proof CourseDocument11 pagesDamp Proof CourseSenthil YoungsterNo ratings yet
- Lithium Phosphate 98% PDFDocument1 pageLithium Phosphate 98% PDFRodolfo Jesus Andrade BenítezNo ratings yet
- Fix-Z-A4 Stainless Steel Design GuideDocument4 pagesFix-Z-A4 Stainless Steel Design GuidedineshNo ratings yet
- Fabrication of Quantum Dots PDFDocument2 pagesFabrication of Quantum Dots PDFMelanieNo ratings yet
- Brick FencingDocument8 pagesBrick FencingHtay Min HlaingNo ratings yet
- Naming Compounds 1 PDFDocument42 pagesNaming Compounds 1 PDFtherese angelieNo ratings yet
- Deterjent Powder PDFDocument9 pagesDeterjent Powder PDFMrutunjay PatraNo ratings yet
- Manufacturing Pharmacy ReviewerDocument3 pagesManufacturing Pharmacy ReviewerGiselle Clarisse D. Celiz100% (1)
- Essay Material SelectionDocument6 pagesEssay Material Selectionashams492No ratings yet
- 1917, Rehm Hardware Company, Chicaco USDocument120 pages1917, Rehm Hardware Company, Chicaco USHouse HistoriesNo ratings yet
- WBPCB hazardous waste importers listDocument4 pagesWBPCB hazardous waste importers listFarmBoxer India ChinaGardentecNo ratings yet
- Mud Gate Valves CatalogDocument24 pagesMud Gate Valves CatalogyelmustafaaliNo ratings yet