You might also like
- Manual Weichai WD 615.46 - Euro IIDocument62 pagesManual Weichai WD 615.46 - Euro IISamuelOliveira100% (15)
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Lead Profile ExampleDocument18 pagesLead Profile ExampleChety Meck67% (3)
- Design of Bevel GearDocument23 pagesDesign of Bevel Gearshahzadali078650% (2)
- Calculation of Planetary Gear FrequenciesDocument6 pagesCalculation of Planetary Gear FrequenciesVojkan DamjanovićNo ratings yet
- Gear Tooth ProfileDocument5 pagesGear Tooth ProfilepremnathgopinathanNo ratings yet
- Shaper CuttersDocument79 pagesShaper CuttersMickloSoberanNo ratings yet
- GearingBasic 03Document14 pagesGearingBasic 03Jojee MarieNo ratings yet
- Gear InspectionDocument14 pagesGear InspectionSathya DharanNo ratings yet
- Gear LecturDocument50 pagesGear LecturMuralikrishnan GM100% (1)
- Errors in Gears PDFDocument8 pagesErrors in Gears PDFSanjay Mehrishi100% (1)
- Spur and Helical Gear Modeling in Pro-EDocument13 pagesSpur and Helical Gear Modeling in Pro-Ek_udhay100% (1)
- ATS TDM PT Jigs Fixture NSQF 5Document50 pagesATS TDM PT Jigs Fixture NSQF 5Shankar ManoNo ratings yet
- Martin Gear ManualDocument62 pagesMartin Gear ManualAlaa MaherNo ratings yet
- Hob Basics PDFDocument53 pagesHob Basics PDFMickloSoberan100% (1)
- Machine Tool Spindle Bearing Selection Mounting GuideDocument90 pagesMachine Tool Spindle Bearing Selection Mounting GuideIjabiNo ratings yet
- B.1.1 Spur Gears With Gearwheels-10Document34 pagesB.1.1 Spur Gears With Gearwheels-10Ganapathy Subramaniam100% (1)
- Steel ShotDocument6 pagesSteel ShotExcel Hydro Pneumatics (INDIA) EHPINo ratings yet
- Gear ManufacturingDocument31 pagesGear Manufacturingvinu1175No ratings yet
- Gear Hobbers, Kashifuji, CNC Gear Hobbing Machines, CNC Gear Griinding Machines, Gear FinishersDocument7 pagesGear Hobbers, Kashifuji, CNC Gear Hobbing Machines, CNC Gear Griinding Machines, Gear FinishersinvolutegearNo ratings yet
- GD&TDocument10 pagesGD&TShahed FacebookNo ratings yet
- Gears: What We Need To Know About Them. 1. Type of Gears 2. Terminologies or Nomenclatures 3. Forces TransmittedDocument35 pagesGears: What We Need To Know About Them. 1. Type of Gears 2. Terminologies or Nomenclatures 3. Forces TransmittedsyampnaiduNo ratings yet
- Hob Seminar (English)Document26 pagesHob Seminar (English)RizwanAliNo ratings yet
- Bevel GearDocument9 pagesBevel GearAadil KhanNo ratings yet
- Gear Manufacturing ProcessDocument30 pagesGear Manufacturing ProcessSanjay MehrishiNo ratings yet
- Gear Metrology - Precision Gear and Gearbox ManufacturerDocument6 pagesGear Metrology - Precision Gear and Gearbox ManufacturerSathya DharanNo ratings yet
- Gear Manufacturing Process With QuestionsDocument60 pagesGear Manufacturing Process With QuestionsUjwala Sonawane100% (1)
- TensionersDocument17 pagesTensionersValentin LupascuNo ratings yet
- Machining Time and Power EstimationDocument50 pagesMachining Time and Power EstimationGnanakumar GanesanNo ratings yet
- Limits, Fits, ToleranceDocument51 pagesLimits, Fits, ToleranceAnthony Lopes0% (1)
- What-When-How: of Errors in in GearsDocument6 pagesWhat-When-How: of Errors in in Gearsragilfanofnokia100% (1)
- Direct Gear DesignDocument7 pagesDirect Gear DesignFranco Angelo RegenciaNo ratings yet
- GD&T GlossaryDocument4 pagesGD&T GlossarythindmanmohanNo ratings yet
- Gear ShavingDocument6 pagesGear ShavingRuchira Chanda InduNo ratings yet
- 2limits Fits WebinarDocument122 pages2limits Fits WebinarPbNo ratings yet
- Notes On Geometric Dimensioning and TolerancingDocument68 pagesNotes On Geometric Dimensioning and TolerancingVinod KumarNo ratings yet
- Hobbing 0406Document6 pagesHobbing 0406feni4kaNo ratings yet
- Jig & Fixture PDFDocument4 pagesJig & Fixture PDFBernadus PranataNo ratings yet
- Spiral Bevel Gear Arcoid System ZFTKK 250-1Document4 pagesSpiral Bevel Gear Arcoid System ZFTKK 250-1er_winwibowo100% (2)
- GD&T Position TolDocument204 pagesGD&T Position Toldramilt100% (2)
- Gear Shaving PDFDocument8 pagesGear Shaving PDFwolviakNo ratings yet
- Differences ASME and ISO GD&TDocument2 pagesDifferences ASME and ISO GD&TKeith AdminNo ratings yet
- Gears & Gear Manufacturing Processes-2Document58 pagesGears & Gear Manufacturing Processes-2Yogesh DewangNo ratings yet
- Measurement of Gear ElementsDocument28 pagesMeasurement of Gear ElementsPK SinghNo ratings yet
- Basic GD&T DesmukhDocument236 pagesBasic GD&T DesmukhDineshCaddNo ratings yet
- Module IV: Gears and Gear TrainsDocument38 pagesModule IV: Gears and Gear TrainsSuraj VinayNo ratings yet
- Agi Zeiss Day 2016 Gdandt Presentation HandoutsDocument20 pagesAgi Zeiss Day 2016 Gdandt Presentation HandoutsJuan Posada G100% (1)
- CMM PresentationDocument44 pagesCMM PresentationAKNo ratings yet
- Gear TechnologyDocument31 pagesGear TechnologyRishabh GawriNo ratings yet
- Gear Shaving PresentationDocument45 pagesGear Shaving PresentationHimanshu MishraNo ratings yet
- Analysis of Process Parameters in Hobbing UsingDocument13 pagesAnalysis of Process Parameters in Hobbing UsingSwapvaibNo ratings yet
- Gear Tester, Gear Measuring Machines, Gear Inspection MachinesDocument8 pagesGear Tester, Gear Measuring Machines, Gear Inspection MachinesPramod Patil100% (1)
- Helical GearsDocument24 pagesHelical GearsPrakash Joshi88% (8)
- Gear HobbingDocument26 pagesGear HobbingGovind Rajput100% (2)
- The New Y14.5: We've Improved The Gold StandardDocument9 pagesThe New Y14.5: We've Improved The Gold StandardVignesh PanneerselvamNo ratings yet
- GD&T Training BrochureDocument5 pagesGD&T Training BrochurePritam PolekarNo ratings yet
- Datums & Datum TargetsDocument90 pagesDatums & Datum TargetsjamesliouNo ratings yet
- Production Technology (IV Sem)Document24 pagesProduction Technology (IV Sem)Shubham AgrawalNo ratings yet
- GD&T 1Document69 pagesGD&T 1JayanthiANo ratings yet
- Making Room For Productivity and Quality Requirements in Gear GrindingDocument4 pagesMaking Room For Productivity and Quality Requirements in Gear GrindingJitu InduNo ratings yet
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionFrom EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionNo ratings yet
- CHPT 10 PDFDocument21 pagesCHPT 10 PDFJad Antonios JelwanNo ratings yet
- Excel - Crossover1 - PDFpdf.357194917Document146 pagesExcel - Crossover1 - PDFpdf.357194917sarcofilusNo ratings yet
- Gearsand GearingDocument57 pagesGearsand Gearingcamohunter71No ratings yet
- Fed STD H28 13Document15 pagesFed STD H28 13mike1307No ratings yet
- PL M3PSF60KPDDocument3 pagesPL M3PSF60KPDkittiponglertsattakarnNo ratings yet
- Drill Size For Form Tap PDFDocument2 pagesDrill Size For Form Tap PDFGirish KulkarniNo ratings yet
- Maintenance Drive MechanismDocument13 pagesMaintenance Drive MechanismPradeepNo ratings yet
- Through Holes Steam Oxide External Cooling: Series 4402Document8 pagesThrough Holes Steam Oxide External Cooling: Series 4402TungstenCarbideNo ratings yet
- Miter Bevel Gears: Section ContentsDocument16 pagesMiter Bevel Gears: Section ContentsMohamed MustafaNo ratings yet
- t69 1u PDFDocument1 paget69 1u PDFRenny DevassyNo ratings yet
- ATA 32 Landing Gear (1) - Páginas-194-195Document2 pagesATA 32 Landing Gear (1) - Páginas-194-195Maria Fernanda Nuñez RuizNo ratings yet
- 4X4 RangeDocument2 pages4X4 RangeAmit YadavNo ratings yet
- Punjab Aircraft Maintenance Engineering College, Patiala Procedure Sheet: Module 6 (6.5 To 6.10)Document4 pagesPunjab Aircraft Maintenance Engineering College, Patiala Procedure Sheet: Module 6 (6.5 To 6.10)Arjun SharmaNo ratings yet
- Titanium Locking Screw and Bolts For Im Nails.J3686CDocument2 pagesTitanium Locking Screw and Bolts For Im Nails.J3686CDJGGNo ratings yet
- Sae08 2Document1 pageSae08 2pavankumarNo ratings yet
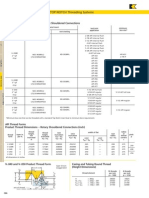
- 02-Gewinde-Normen - De-Thread Specifications PDFDocument3 pages02-Gewinde-Normen - De-Thread Specifications PDFFalNo ratings yet
- Motor GearboxesDocument5 pagesMotor GearboxesSameer SutarNo ratings yet
- Chapter Projects Project 10-1: Inches: Figure P10-1Document2 pagesChapter Projects Project 10-1: Inches: Figure P10-1yoga prasetiyoNo ratings yet
- 6315 Alternator PDFDocument2 pages6315 Alternator PDFMOHANNo ratings yet
- Seminar ReportDocument29 pagesSeminar ReportMoa JamirNo ratings yet
- Kls Inv1Document5 pagesKls Inv1alexmtzgNo ratings yet
- MODEL: BL137A2: Published: Mar.,2010 Revised: Jan.,2016Document27 pagesMODEL: BL137A2: Published: Mar.,2010 Revised: Jan.,2016donnie ashleyNo ratings yet
- US Hex Bolt SizesDocument2 pagesUS Hex Bolt SizesYana Jarang OlNo ratings yet
- 07 Konik Helisel Disli Tip Reduktorlu Motorlar Katalog PDFDocument226 pages07 Konik Helisel Disli Tip Reduktorlu Motorlar Katalog PDFmustofamustofamustofNo ratings yet
- Din 965Document10 pagesDin 965PacoNo ratings yet
- API v-.038 Thread Tech DetailsDocument1 pageAPI v-.038 Thread Tech DetailsabhijitrathiNo ratings yet
- GearDocument1 pageGearphong viNo ratings yet