You might also like
- DIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!From EverandDIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Rating: 4 out of 5 stars4/5 (4)
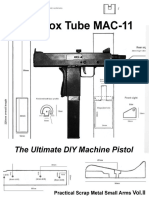
- The Box Tube MAC-11: The Ultimate DIY Machine PistolDocument24 pagesThe Box Tube MAC-11: The Ultimate DIY Machine PistolPatrick Peres100% (1)
- BSP SMG BookDocument29 pagesBSP SMG Bookbovine splendor90% (31)
- The MAC-10 Construction Guide - Practical Scrap Metal Small Arms Vol.6Document23 pagesThe MAC-10 Construction Guide - Practical Scrap Metal Small Arms Vol.6Fisherman35787% (255)
- The Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2) PDFDocument22 pagesThe Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2) PDFBangBoomBang90% (125)
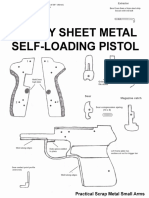
- The DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFDocument15 pagesThe DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFgunpdfs93% (123)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Build-A-Borz (Practical Scrap Metal Small Arms Vol.9) PDFDocument23 pagesBuild-A-Borz (Practical Scrap Metal Small Arms Vol.9) PDFknockelflies86% (21)
- 9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)Document24 pages9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)jkruise81% (16)
- 22 Caliber Revolver Plan 2012Document24 pages22 Caliber Revolver Plan 2012Brock Potts87% (68)
- Building a Home Defense Remington 870 ShotgunFrom EverandBuilding a Home Defense Remington 870 ShotgunRating: 3.5 out of 5 stars3.5/5 (5)
- DIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)Document21 pagesDIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)fritzthecat5295% (22)
- 22 PistolDocument17 pages22 PistolLambourghini100% (4)
- UC Foldable SMGDocument37 pagesUC Foldable SMGfranlopal97% (32)
- 9mm PistolDocument24 pages9mm PistolJall Desenvolvedor Web50% (4)
- PitbullDocument22 pagesPitbullcrbspoa93% (27)
- Expedient .22 W. SilencerDocument18 pagesExpedient .22 W. Silencerjohn doe67% (3)
- Professor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumDocument15 pagesProfessor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumKobi Zada100% (1)
- 9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)Document24 pages9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)gunpdfs95% (211)
- An Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverFrom EverandAn Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverNo ratings yet
- Sheet Metal Self-Loading PistolDocument15 pagesSheet Metal Self-Loading Pistoljkruise100% (5)
- IRA Improvised Hand Grenade DesignsDocument24 pagesIRA Improvised Hand Grenade Designsjkruise82% (17)
- Single-Shot Bolt Pistol or RifleDocument9 pagesSingle-Shot Bolt Pistol or RifleJai Davidson81% (32)
- Step by Step DIY Windmill PlansDocument10 pagesStep by Step DIY Windmill Planskeratoconos100% (2)
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
- 4 Die DesignDocument40 pages4 Die DesignNarendrareddy RamireddyNo ratings yet
- Metralleta Casera Sin Torno TRADUCIDO AL FINALDocument12 pagesMetralleta Casera Sin Torno TRADUCIDO AL FINALMiguel Omar Pieszko100% (5)
- The Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)Document16 pagesThe Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)BangBoomBang91% (68)
- Rotary Broaching - MikesworkshopDocument1 pageRotary Broaching - MikesworkshopPhilipe WandembergNo ratings yet
- Square Tube Pistol Build PDFDocument6 pagesSquare Tube Pistol Build PDFJacob79% (28)
- Cutter Making David CreedDocument19 pagesCutter Making David CreedBruno Delsupexhe100% (1)
- The Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2)Document21 pagesThe Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2)K Scott Wyatt86% (7)
- How To Make Your Own Six Yard Bell Target Mechanism: Glossary of TermsDocument24 pagesHow To Make Your Own Six Yard Bell Target Mechanism: Glossary of TermsJose German Ojeda CruzNo ratings yet
- Pulse RifleDocument2 pagesPulse RifleElliot HamptonNo ratings yet
- Build A Borz Practical Scrap Metal Small Arms Vol9Document23 pagesBuild A Borz Practical Scrap Metal Small Arms Vol9Gia Linh Văn100% (2)
- DIY Sheet Metal Derringers Practical Scrap Metal Small Arms Vol 7Document14 pagesDIY Sheet Metal Derringers Practical Scrap Metal Small Arms Vol 7jkruise83% (12)
- Building: LatheDocument60 pagesBuilding: LathePierre799es86% (7)
- Practical Guide to the Operational Use of the PPS-43 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunNo ratings yet
- 12 GaugeDocument3 pages12 GaugeDavid Hoffman100% (1)
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Wooden SouthDocument27 pagesWooden Southİbrahim Anıl Balkan100% (1)
- Professor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor ParabellumDocument23 pagesProfessor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor Parabellumzaid hashem100% (3)
- Practical Guide to the Operational Use of the PPSh-41 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPSh-41 Submachine GunRating: 5 out of 5 stars5/5 (2)
- Lathe Modelling 2Document2 pagesLathe Modelling 2cesargramcko100% (1)
- Automobile Lab ManualDocument61 pagesAutomobile Lab Manualnirmalkr33% (3)
- DrillingDocument51 pagesDrillingaraz_1985100% (1)
- Mod 7 Book 2 ToolsDocument83 pagesMod 7 Book 2 Toolsranjit prasad100% (1)
- Striker ManualDocument51 pagesStriker ManualDani Garcia AlvarezNo ratings yet
- Nut Bolt Installation PracticesDocument8 pagesNut Bolt Installation PracticesArjun SharmaNo ratings yet