You might also like
- Astm D 523 BrilloDocument5 pagesAstm D 523 BrillodesarrolloNo ratings yet
- Astm D 1148Document4 pagesAstm D 1148arthymanicNo ratings yet
- E 303 - 93 (2013) PDFDocument5 pagesE 303 - 93 (2013) PDFlucky259No ratings yet
- Astm D1003 PDFDocument6 pagesAstm D1003 PDFjesrcontreras1976100% (1)
- D523 Specular GlossDocument5 pagesD523 Specular GlosslanirinaNo ratings yet
- Astm D1003-00 PDFDocument6 pagesAstm D1003-00 PDFXuân Giang Nguyễn100% (2)
- Astm D1003-00 PDFDocument6 pagesAstm D1003-00 PDFXuân Giang Nguyễn100% (2)
- StudentDocument67 pagesStudentNaim UddinNo ratings yet
- Astm - D2805.16103Document6 pagesAstm - D2805.16103Bryan de Barros100% (2)
- ASTM D-542-00 (Index of Refraction of Transparent Organic Plastics)Document4 pagesASTM D-542-00 (Index of Refraction of Transparent Organic Plastics)T AaaNo ratings yet
- Astm D523Document5 pagesAstm D523CeliaNo ratings yet
- Goniometric Optical Scatter Measurements: Standard Practice ForDocument14 pagesGoniometric Optical Scatter Measurements: Standard Practice ForAtman FozdarNo ratings yet
- Astm D542-00 PDFDocument4 pagesAstm D542-00 PDFSouvik ChowdhuryNo ratings yet
- Is 15489 2004 PDFDocument15 pagesIs 15489 2004 PDFAfroj ShaikhNo ratings yet
- Engineering Surveying: Theory and Examination Problems for StudentsFrom EverandEngineering Surveying: Theory and Examination Problems for StudentsRating: 4.5 out of 5 stars4.5/5 (8)
- Measurement of Retroreflective Pavement Marking Materials With CEN-Prescribed Geometry Using A Portable RetroreflectometerDocument7 pagesMeasurement of Retroreflective Pavement Marking Materials With CEN-Prescribed Geometry Using A Portable RetroreflectometerQriiz GuzmánNo ratings yet
- Measurement of Focal Spots of Industrial X-Ray Tubes by Pinhole ImagingDocument7 pagesMeasurement of Focal Spots of Industrial X-Ray Tubes by Pinhole ImagingERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- Specular Gloss: Standard Test Method ForDocument5 pagesSpecular Gloss: Standard Test Method ForNizarHamrouniNo ratings yet
- ASTM D523-08 Standard Test Method For Specular GlossDocument5 pagesASTM D523-08 Standard Test Method For Specular GlossCemalOlgunÇağlayan67% (6)
- Powder Coating SpecsDocument12 pagesPowder Coating SpecsdesygnNo ratings yet
- ASTM D1746-15 透明度Document3 pagesASTM D1746-15 透明度q7drfz992cNo ratings yet
- Luminous Reflectance Factor of Acoustical Materials by Use of Integrating-Sphere ReflectometersDocument2 pagesLuminous Reflectance Factor of Acoustical Materials by Use of Integrating-Sphere Reflectometerspravkovoila100% (1)
- Astm 2457Document6 pagesAstm 2457LAB TUẤNNo ratings yet
- Test Method: Renault Automobiles Standardisation DPMI / Service 67250 Section Normes Et Cahiers Des ChargesDocument13 pagesTest Method: Renault Automobiles Standardisation DPMI / Service 67250 Section Normes Et Cahiers Des ChargesJose ValenciaNo ratings yet
- Surface Acoustic Wave Filters: With Applications to Electronic Communications and Signal ProcessingFrom EverandSurface Acoustic Wave Filters: With Applications to Electronic Communications and Signal ProcessingRating: 4 out of 5 stars4/5 (1)
- ASTM D2457 Plastic FilmsDocument2 pagesASTM D2457 Plastic Filmsvelascojhoannamarie12No ratings yet
- C 584 - 81 R99 Qzu4naDocument3 pagesC 584 - 81 R99 Qzu4naMarceloNo ratings yet
- Astm D523 14Document3 pagesAstm D523 14velascojhoannamarie12No ratings yet
- Specular Gloss: Standard Test Method ForDocument5 pagesSpecular Gloss: Standard Test Method ForSoundara PandianNo ratings yet
- Specular Gloss: Standard Test Method ForDocument5 pagesSpecular Gloss: Standard Test Method ForlexandroNo ratings yet
- Specular Gloss: Standard Test Method ForDocument5 pagesSpecular Gloss: Standard Test Method ForKASHIKA THAPANo ratings yet
- Specular Gloss: Standard Test Method ForDocument5 pagesSpecular Gloss: Standard Test Method ForSgjsevenpNo ratings yet
- ASTM D-1003-07 (Haze of Transparent Plastics)Document7 pagesASTM D-1003-07 (Haze of Transparent Plastics)T AaaNo ratings yet
- Total Luminous Reflectance Factor by Use of 30/t Integrating-Sphere GeometryDocument3 pagesTotal Luminous Reflectance Factor by Use of 30/t Integrating-Sphere GeometryROHITNo ratings yet
- ASTM D4039-093 - Standard Test Method For Reflection of High Gloss SurfacesDocument2 pagesASTM D4039-093 - Standard Test Method For Reflection of High Gloss SurfacesHansfuchsNo ratings yet
- ASTM E1477 REV A 1998 R2017e1Document3 pagesASTM E1477 REV A 1998 R2017e1wangxiaomin1977100% (1)
- Measurement of High-Visibility Retroreflective-Clothing Marking Material Using A Portable RetroreflectometerDocument8 pagesMeasurement of High-Visibility Retroreflective-Clothing Marking Material Using A Portable RetroreflectometerEric GozzerNo ratings yet
- D542-14 Standard Test Method For Index of Refraction of Transparent Organic PlasticsDocument4 pagesD542-14 Standard Test Method For Index of Refraction of Transparent Organic Plasticsmercab15No ratings yet
- ASTM D 5946-04 Contact Angle MeasurementDocument6 pagesASTM D 5946-04 Contact Angle MeasurementJakub GrzelkaNo ratings yet
- Astm D 1746 97 TH 2002 PDFDocument5 pagesAstm D 1746 97 TH 2002 PDFJed BrionesNo ratings yet
- E 430 - 97 RTQZMC05NWDocument7 pagesE 430 - 97 RTQZMC05NWHafiz TanveerNo ratings yet
- Index of Refraction of Transparent Organic Plastics: Standard Test Method ForDocument4 pagesIndex of Refraction of Transparent Organic Plastics: Standard Test Method Formukhkhalid6288No ratings yet
- Normal Spectral Emittance at Elevated Temperatures: Standard Test Method ForDocument6 pagesNormal Spectral Emittance at Elevated Temperatures: Standard Test Method ForJuanNo ratings yet
- D 1223 - 93 R98 - RdeymjmDocument6 pagesD 1223 - 93 R98 - Rdeymjmoliveira1305No ratings yet
- Standard Guide For Selection of Geometric Conditions For Measurement of Reflection and Transmission Properties of MaterialsDocument8 pagesStandard Guide For Selection of Geometric Conditions For Measurement of Reflection and Transmission Properties of MaterialsviverefeliceNo ratings yet
- ASTM D2798-11a - 2011Document5 pagesASTM D2798-11a - 2011Julian DavidNo ratings yet
- Determination of Emittance of Materials Near Room Temperature Using Portable EmissometersDocument8 pagesDetermination of Emittance of Materials Near Room Temperature Using Portable EmissometersMcArthur72No ratings yet
- Astm D 1148 For Uv Resistance RubberDocument5 pagesAstm D 1148 For Uv Resistance Rubberajay nigamNo ratings yet
- Selection of Geometric Conditions For Measurement of Reflection and Transmission Properties of MaterialsDocument8 pagesSelection of Geometric Conditions For Measurement of Reflection and Transmission Properties of Materialsruben carcamoNo ratings yet
- Astm E903.360Document17 pagesAstm E903.360BazingaNo ratings yet
- Haze and Luminous Transmittance of Transparent Plastics: Standard Test Method ForDocument6 pagesHaze and Luminous Transmittance of Transparent Plastics: Standard Test Method ForBrando VenturaNo ratings yet
- D 4138 - 94 r99 - RdqxmzgtotrsotkDocument5 pagesD 4138 - 94 r99 - RdqxmzgtotrsotkEmre DalgicNo ratings yet
- Astm C 215Document7 pagesAstm C 215mickyfelixNo ratings yet
- Astm c1549Document4 pagesAstm c1549arumaNo ratings yet
- Astm E1477Document2 pagesAstm E1477arumaNo ratings yet
- E 1392 - 96 RtezotitotyDocument12 pagesE 1392 - 96 RtezotitotynooralhudNo ratings yet
- E 1710 PDFDocument4 pagesE 1710 PDFRino IrawanNo ratings yet
- ASTM E273 US Tubos Solda LongitudinalDocument3 pagesASTM E273 US Tubos Solda LongitudinalJota JacquesNo ratings yet
- Astm d5778 12Document20 pagesAstm d5778 12farquinNo ratings yet
- ASTM E303 - 93 (Reapproved 2008)Document5 pagesASTM E303 - 93 (Reapproved 2008)mjaiswalNo ratings yet
- Astm C473 03Document72 pagesAstm C473 03DhritiNo ratings yet
- ASTM - D1729 96 Standard Practice For Visual Appraisal of Colors and Color Differences of Diffusely Illuminated Opaque Materials 2003Document4 pagesASTM - D1729 96 Standard Practice For Visual Appraisal of Colors and Color Differences of Diffusely Illuminated Opaque Materials 2003Fabio GarciaNo ratings yet
- Effects of Polishing On Surface Roughness....Document9 pagesEffects of Polishing On Surface Roughness....GerminiiNo ratings yet
- Brand WorldDocument50 pagesBrand WorldNickNo ratings yet
- 008 Prozzo Rejoice & Fenso Collection SimpoloDocument41 pages008 Prozzo Rejoice & Fenso Collection SimpoloDimple BachaniNo ratings yet
- Ldn6cyl - Lightonia LightingDocument4 pagesLdn6cyl - Lightonia LightingAdrian LeonNo ratings yet
- SWF Poster A2Document1 pageSWF Poster A2Tarot Cósmico NaNo ratings yet
- Painting 6785 AIR Iron Grey RAL 7011 PDFDocument1 pagePainting 6785 AIR Iron Grey RAL 7011 PDFAhmad DagamsehNo ratings yet
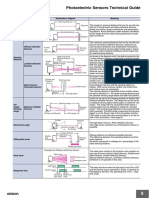
- Photoelectric Sensors Technical Guide: Explanation of TermsDocument9 pagesPhotoelectric Sensors Technical Guide: Explanation of TermsFahad MohamedNo ratings yet
- Color Difference Measuring InstrumentsDocument5 pagesColor Difference Measuring InstrumentsJanine Ellyze EvangelistaNo ratings yet
- Dokumen - Tips - Philips Lighting Catalog Global Cahaya Gemilang PDFDocument364 pagesDokumen - Tips - Philips Lighting Catalog Global Cahaya Gemilang PDFLelyNo ratings yet
- DanksGoodSinclair AvoidingTheDreadedDeathRayDocument12 pagesDanksGoodSinclair AvoidingTheDreadedDeathRayLilith litNo ratings yet
- T480 Gloss 75 Degree PDFDocument6 pagesT480 Gloss 75 Degree PDFHgagselim SelimNo ratings yet
- Presentation On Biscuit SegmentDocument13 pagesPresentation On Biscuit SegmentSachin KothariNo ratings yet
- AEP-60 (Edition 1) : Performance Requirements For Exterior Topsides CoatingsDocument45 pagesAEP-60 (Edition 1) : Performance Requirements For Exterior Topsides CoatingsDamen YardNo ratings yet
- Comparative Study of Flat Paint and Glossy Paint in Terms in Heat Transmission by Doromal, Jhon FrancisDocument5 pagesComparative Study of Flat Paint and Glossy Paint in Terms in Heat Transmission by Doromal, Jhon FrancisJamelKasidRomancapNo ratings yet
- Cleverproof - 400 BT 2KDocument2 pagesCleverproof - 400 BT 2KAarif TanwarNo ratings yet
- Iso 7599 PDFDocument10 pagesIso 7599 PDFAna Sofia DalzottoNo ratings yet
- Produktkatalog MONDENA GB Ex Europe LayDocument44 pagesProduktkatalog MONDENA GB Ex Europe LaygoranmilutinovicNo ratings yet
- Deep Drawing Protection FilmsDocument9 pagesDeep Drawing Protection Filmsforough sardarzadehNo ratings yet
- 551 Polylacbrogizir2021Document12 pages551 Polylacbrogizir2021Ghada A. ZeweitaNo ratings yet
- Technical Information: Coextruded Biaxially Oriented Polypropylene FilmDocument1 pageTechnical Information: Coextruded Biaxially Oriented Polypropylene FilmAlzena badzlinNo ratings yet
- TB43-0209 Color, Markings and Camouflage 1990Document407 pagesTB43-0209 Color, Markings and Camouflage 1990dieudecafe100% (2)
- Greenlam Shade Card v2Document109 pagesGreenlam Shade Card v2archahmedassafNo ratings yet
- Styrolution PS 576H HIPSDocument3 pagesStyrolution PS 576H HIPSKevin AlvaradoNo ratings yet