You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Ak Interactive - F A Q 2Document324 pagesAk Interactive - F A Q 2Agustin Maldonado Octavio100% (8)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- BC Mix Design G-2 STKKDocument99 pagesBC Mix Design G-2 STKKImran Khan100% (7)
- TQIWPJS0ON 9 Aluminium ExtrusionDocument3 pagesTQIWPJS0ON 9 Aluminium Extrusionlamia97No ratings yet
- Jump To Navigation Jump To SearchDocument16 pagesJump To Navigation Jump To Searchlamia97No ratings yet
- Stud And: The MineraDocument172 pagesStud And: The Mineralamia97No ratings yet
- Quality AssuaranceDocument150 pagesQuality Assuarancelamia97100% (1)
- Procedure Qualification RecordDocument10 pagesProcedure Qualification Recordlamia97No ratings yet
- Differences in Densification Behaviour oDocument8 pagesDifferences in Densification Behaviour olamia97No ratings yet
- Bohr MagnetonsDocument5 pagesBohr Magnetonslamia97No ratings yet
- Coxem CX-200Plus - Operating ManualDocument4 pagesCoxem CX-200Plus - Operating Manuallamia97No ratings yet
- RaiS2012 PDFDocument21 pagesRaiS2012 PDFlamia97No ratings yet
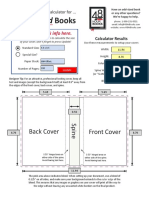
- Case Bound Books: Back Cover Front CoverDocument1 pageCase Bound Books: Back Cover Front Coverlamia97No ratings yet
- 0deec5241b45d2bb69000000 PDFDocument6 pages0deec5241b45d2bb69000000 PDFlamia97No ratings yet
- Jubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/ExtrusionDocument1 pageJubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/Extrusionlamia97No ratings yet
- 10.1007@s40883 019 00134 1 PDFDocument24 pages10.1007@s40883 019 00134 1 PDFRohit GNo ratings yet
- UOP Mercury Removal For Natural Gas ProductionDocument4 pagesUOP Mercury Removal For Natural Gas ProductionseluarbolaNo ratings yet
- TDS - Tegostab B 8734 LF 2 - 092021Document2 pagesTDS - Tegostab B 8734 LF 2 - 092021NorbertoNo ratings yet
- Acsr Al Bare-Rev 04Document1 pageAcsr Al Bare-Rev 04Ae SuwaphanNo ratings yet
- Peri Skydeck Ply: The Adaptable Slab Formwork With Drophead For PlywoodDocument20 pagesPeri Skydeck Ply: The Adaptable Slab Formwork With Drophead For PlywoodTerry CheungNo ratings yet
- Sikafloor 304 W PDSDocument4 pagesSikafloor 304 W PDST SNo ratings yet
- Benjamin Moore Product Guide US 3-10-10Document62 pagesBenjamin Moore Product Guide US 3-10-10Norbert HodiNo ratings yet
- Jitendra Hirwani: Inorganic ChemistryDocument7 pagesJitendra Hirwani: Inorganic ChemistryabhishekNo ratings yet
- List of Electrodes - SS and Nickel AlloyDocument3 pagesList of Electrodes - SS and Nickel Alloykvmoorthi100% (1)
- GEB MaterialsDocument24 pagesGEB MaterialsPatrick JohnsonNo ratings yet
- 2.1 Polyester & Viscose Rayon FibreDocument5 pages2.1 Polyester & Viscose Rayon FibreKAWSER RAFI100% (1)
- AWS D1.1 Determining The Minimum Preheat - BlankDocument14 pagesAWS D1.1 Determining The Minimum Preheat - BlankAndrewNo ratings yet
- BASF Colourant 2005Document27 pagesBASF Colourant 2005mimjun50% (2)
- Lecture 1 - Chapter 1Document26 pagesLecture 1 - Chapter 1roaanaseem267No ratings yet
- Intake Retaining Wall Take OffDocument9 pagesIntake Retaining Wall Take OffMesfin DerbewNo ratings yet
- Assignment 1 - SOME BASIC CONCEPTS OF CHEMISTRYDocument3 pagesAssignment 1 - SOME BASIC CONCEPTS OF CHEMISTRYohminsitute0% (1)
- Acids Bases and Salts 100l 1Document5 pagesAcids Bases and Salts 100l 1Michael EhondorNo ratings yet
- Plant Name & CodeDocument16 pagesPlant Name & CodeDevnarayam SahuNo ratings yet
- MFL62526839Document108 pagesMFL62526839roadspillNo ratings yet
- Engineering Materials TechnologyDocument37 pagesEngineering Materials TechnologyTrina DominiqueNo ratings yet
- Factors That Affect CFBC Panel Erosion by K.K.parthibanDocument34 pagesFactors That Affect CFBC Panel Erosion by K.K.parthibanparthi20065768100% (2)
- WELD-A Duty Cycle Reality CheckDocument3 pagesWELD-A Duty Cycle Reality CheckpeterNo ratings yet
- Cable Glands Catalogue 5.1Document40 pagesCable Glands Catalogue 5.1mohan babuNo ratings yet
- Carbon Film ResistorDocument2 pagesCarbon Film ResistorMarkee ChoiNo ratings yet
- Inspection Request - Roughing-InsDocument1 pageInspection Request - Roughing-InsADEN LIUNo ratings yet
- Cluster 23 Govt. HSS ThazhathuvadakaraDocument82 pagesCluster 23 Govt. HSS ThazhathuvadakaraShaijal KmNo ratings yet
- BINE Philippines Inc CP 121517 CDocument33 pagesBINE Philippines Inc CP 121517 CPERLITA SUBANo ratings yet
- Ikea Kitchen InstallationDocument12 pagesIkea Kitchen Installationbla blaNo ratings yet