You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Building Construction Costs: With Rsmeans DataDocument7 pagesBuilding Construction Costs: With Rsmeans DataShafiqullah GOWHARY50% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ETABs Tutorial For Seismic ClassDocument61 pagesETABs Tutorial For Seismic ClassAqua MarineNo ratings yet
- Exhibit D Construction Budget TemplateDocument10 pagesExhibit D Construction Budget Templateivona009100% (1)
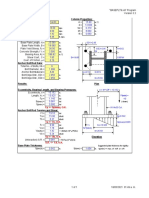
- Pad Footing BS8110Document1 pagePad Footing BS8110Mer Din75% (4)
- Jji JoistsDocument48 pagesJji JoistsESNo ratings yet
- Isolated Foundation Calculation (ACI 318M-95)Document6 pagesIsolated Foundation Calculation (ACI 318M-95)Benmark JabayNo ratings yet
- Maharashtra State Road Transport Corporation E-Reservation TicketDocument1 pageMaharashtra State Road Transport Corporation E-Reservation TicketUmesh MangroliyaNo ratings yet
- MSRTC - Online Reservation SystemDocument1 pageMSRTC - Online Reservation SystemUmesh MangroliyaNo ratings yet
- Irjet V5i6348Document5 pagesIrjet V5i6348Umesh MangroliyaNo ratings yet
- Ama Annual Report 2018 19Document85 pagesAma Annual Report 2018 19Umesh MangroliyaNo ratings yet
- Consultancy For Small and Medium Enterprises BusinessDocument2 pagesConsultancy For Small and Medium Enterprises BusinessUmesh MangroliyaNo ratings yet
- Structural System in High Rise BuildingDocument7 pagesStructural System in High Rise BuildingjenitaNo ratings yet
- Buckling Analysis of Guyed Composite TransmissionDocument10 pagesBuckling Analysis of Guyed Composite TransmissionIbrahim TalaatNo ratings yet
- Mechatronics in Manufacturing: 2.1 Production UnitDocument14 pagesMechatronics in Manufacturing: 2.1 Production UnitRaunak GuptaNo ratings yet
- Calculo AnclajeDocument1 pageCalculo AnclajeLuis Alberto Sifuentes0% (1)
- Project: Residential House Retrofitting Location: Purok Magsaysay, Loakan Proper, Baguio CityDocument4 pagesProject: Residential House Retrofitting Location: Purok Magsaysay, Loakan Proper, Baguio CityLemuel Kim Cera TabinasNo ratings yet
- Plastic Analysis of Beams and Frames 1Document9 pagesPlastic Analysis of Beams and Frames 1Fan ZhangNo ratings yet
- Indian Standard: Methods For Sampling of Clay Building BricksDocument9 pagesIndian Standard: Methods For Sampling of Clay Building BricksAnonymous i6zgzUvNo ratings yet
- Longitudinal Section: Drain From Alok Nagar To ManikpurDocument9 pagesLongitudinal Section: Drain From Alok Nagar To ManikpurDipankarHaloiNo ratings yet
- Dywidag Approval Z 20.1 106 Gewi Soil Nail EngDocument26 pagesDywidag Approval Z 20.1 106 Gewi Soil Nail Engmarcos ishiyamaNo ratings yet
- Earthfill DamDocument4 pagesEarthfill DamRAYNo ratings yet
- Rate AnalysisDocument13 pagesRate AnalysisAshish RanaNo ratings yet
- RDSO Drg. No.T-4781Document5 pagesRDSO Drg. No.T-4781Anonymous cYcLLOmmk8No ratings yet
- Organic Cultivation With Out Investment - TeluguDocument44 pagesOrganic Cultivation With Out Investment - TeluguRoss Turner81% (42)
- Design of Purlins: The Greenway Market Days Maharlika Highway, Cauayan City Proper, Isabela Provice, CagayanDocument23 pagesDesign of Purlins: The Greenway Market Days Maharlika Highway, Cauayan City Proper, Isabela Provice, CagayanFarly VergelNo ratings yet
- Arch. & Struc. SpecificationsDocument400 pagesArch. & Struc. SpecificationsMahmoud HamdyNo ratings yet
- MaterialDocument22 pagesMaterialnagarajNo ratings yet
- The Price List Is Valid From 03/05/2021Document22 pagesThe Price List Is Valid From 03/05/2021Roxana RotaruNo ratings yet
- MODUL Spaceframes PDFDocument43 pagesMODUL Spaceframes PDFAthar JantuNo ratings yet
- Lean EN 2018Document48 pagesLean EN 2018Karan KarnikNo ratings yet
- SEFI General Discussion31Document4 pagesSEFI General Discussion31blisscutest beagleNo ratings yet
- Tropical ArchitectureDocument5 pagesTropical ArchitectureYen DaNo ratings yet
- RCC Question BankDocument3 pagesRCC Question BankPurab PatelNo ratings yet
- Design of Steel and RCC Structures Unit 2 Deign of Bolted ConnectionDocument52 pagesDesign of Steel and RCC Structures Unit 2 Deign of Bolted Connectionlammii waaqNo ratings yet
- Esteem-Brochure-Concise UpdatedDocument20 pagesEsteem-Brochure-Concise UpdatedmonugeniNo ratings yet