You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Invertebrate ZoologyDocument1,016 pagesInvertebrate ZoologyRACHANA PURKAYASTHA 2140623No ratings yet
- Livro Vertex MACIOCIADocument62 pagesLivro Vertex MACIOCIAxandinhag100% (5)
- PAMDocument14 pagesPAMRashed IslamNo ratings yet
- Analysis and Design of Ballastless Track SlabDocument8 pagesAnalysis and Design of Ballastless Track SlabSuhas_vroom8546No ratings yet
- 1926 PapionianDocument108 pages1926 PapionianPLCS_FoundationNo ratings yet
- Zombieworld PlaytestDocument30 pagesZombieworld PlaytestWellameGranaNo ratings yet
- Polynesian MigrationsDocument2 pagesPolynesian Migrationskinneyjeffrey100% (1)
- Practice Writing Effective SentencesDocument5 pagesPractice Writing Effective SentencesHaekal FarabyNo ratings yet
- Heat Shrink CoatingDocument5 pagesHeat Shrink CoatingMekhmanNo ratings yet
- Modified Atmosphere Packaging AssignmentDocument22 pagesModified Atmosphere Packaging AssignmentSanjhai PrakashNo ratings yet
- The National Academies Press: International Critical Tables of Numerical Data, Physics, Chemistry and Technology (1930)Document48 pagesThe National Academies Press: International Critical Tables of Numerical Data, Physics, Chemistry and Technology (1930)Hasnin ArifianiNo ratings yet
- Crystallization of Pentaerythritol I. Solubility, Density and Metastable Zone WidthDocument7 pagesCrystallization of Pentaerythritol I. Solubility, Density and Metastable Zone WidthHasnin ArifianiNo ratings yet
- Safety Data Sheet: Section 1: Identification of The Substance and SupplierDocument4 pagesSafety Data Sheet: Section 1: Identification of The Substance and SupplierHasnin ArifianiNo ratings yet
- Material Safety Data Sheet Msds HalotronDocument6 pagesMaterial Safety Data Sheet Msds HalotronHasnin ArifianiNo ratings yet
- Halothane Vet Sds - Feb 2018Document4 pagesHalothane Vet Sds - Feb 2018Hasnin ArifianiNo ratings yet
- Azimov1964 PDFDocument9 pagesAzimov1964 PDFHasnin ArifianiNo ratings yet
- 04 Distillation SequencingDocument36 pages04 Distillation SequencingHasnin ArifianiNo ratings yet
- Un EinsteinDocument22 pagesUn Einsteinapi-26005027No ratings yet
- Response-2000 - Stalp 30x30Document1 pageResponse-2000 - Stalp 30x30tikianNo ratings yet
- Mcbe2798 e 10 1Document42 pagesMcbe2798 e 10 1Manh DuyNo ratings yet
- Cause and Effect PowerpointDocument20 pagesCause and Effect PowerpointSherly V.LizardoNo ratings yet
- BITEBUDZ COMPANY EME Kemerut 1Document31 pagesBITEBUDZ COMPANY EME Kemerut 1Mark LightNo ratings yet
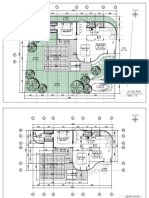
- 2023.01.25 Plan Pecatu Villa - FinishDocument3 pages2023.01.25 Plan Pecatu Villa - FinishTika AgungNo ratings yet
- Fra Assignment 1Document11 pagesFra Assignment 1Ruchi SambhariaNo ratings yet
- Valores de Laboratorio Harriet LaneDocument14 pagesValores de Laboratorio Harriet LaneRonald MoralesNo ratings yet
- UG2018 Scheme & Syllabus KannadaIncluded 09.09.2020Document296 pagesUG2018 Scheme & Syllabus KannadaIncluded 09.09.2020Tushar HawalNo ratings yet
- Island Super Kinis Skim Coat White (RP)Document4 pagesIsland Super Kinis Skim Coat White (RP)coldfeetNo ratings yet
- DS-7204HI-VS Net DVR - V2.0 (080909)Document88 pagesDS-7204HI-VS Net DVR - V2.0 (080909)ANTONIO PEREZNo ratings yet
- Numerology 666 Meaning: What Angel Number 666 REALLY Means!Document2 pagesNumerology 666 Meaning: What Angel Number 666 REALLY Means!LlNo ratings yet
- S800 SCL SR - 2CCC413009B0201 PDFDocument16 pagesS800 SCL SR - 2CCC413009B0201 PDFBalan PalaniappanNo ratings yet
- Vitrea Advanced Cardiac Edu Ref GuideDocument197 pagesVitrea Advanced Cardiac Edu Ref GuideОлександр БіликNo ratings yet
- Modules With Available Quota - 2019!11!12 - 9amDocument7 pagesModules With Available Quota - 2019!11!12 - 9amdhmanoharNo ratings yet
- Tuf Pneumatic Long Nose Hog Ring Gun Sc77xeDocument5 pagesTuf Pneumatic Long Nose Hog Ring Gun Sc77xearturoNo ratings yet
- Business, Government & Society: Pawan Kumar N K 12301005Document8 pagesBusiness, Government & Society: Pawan Kumar N K 12301005Pawan NkNo ratings yet
- 4K Resolution: The Future of ResolutionsDocument15 pages4K Resolution: The Future of ResolutionsRavi JoshiNo ratings yet
- Loving Vincent: by Dorota KobielaDocument45 pagesLoving Vincent: by Dorota KobielaFairut CharrisNo ratings yet
- Theoretical Foundations of Nursing - Review MaterialDocument10 pagesTheoretical Foundations of Nursing - Review MaterialKennethNo ratings yet