You might also like
- Answer Key WB CHPT 2 14-17Document2 pagesAnswer Key WB CHPT 2 14-17api-26466818275% (8)
- Fretting Corrosion PDFDocument8 pagesFretting Corrosion PDFharishkumar.ravichandranNo ratings yet
- International Communications in Heat and Mass Transfer: Yida Liu, Yong Zou, Liang Zhao, Wen Liu, Lin ChengDocument4 pagesInternational Communications in Heat and Mass Transfer: Yida Liu, Yong Zou, Liang Zhao, Wen Liu, Lin ChengSongyuan Geng (George)No ratings yet
- 10.1016@S0921 50939800573 5Document9 pages10.1016@S0921 50939800573 5Kannan RamarajNo ratings yet
- Pitting Corrosion of AluminumDocument25 pagesPitting Corrosion of AluminumBeatriz BrachettiNo ratings yet
- Corrosion Science,: Abstract - TheDocument16 pagesCorrosion Science,: Abstract - TheRosanggela AssanteNo ratings yet
- MISCHLER, S., SPIEGEL, A., LANDOLT, D - The Role of Passive Oxide Films On The DDocument10 pagesMISCHLER, S., SPIEGEL, A., LANDOLT, D - The Role of Passive Oxide Films On The DGustavo GuidettiNo ratings yet
- Corrosionand Galvanicbehaviorof Copper CarbonsteelDocument13 pagesCorrosionand Galvanicbehaviorof Copper CarbonsteelDuygu GökkuşNo ratings yet
- 1973 Joint Formation in Ultrasonic Welding Compared With Fretting Phenomena For AluminiumDocument10 pages1973 Joint Formation in Ultrasonic Welding Compared With Fretting Phenomena For AluminiumYCNo ratings yet
- Corrosion-Resistant Component For PEM Fuel Cells: Shuo-Jen Lee, Ching-Han Huang, Jian-Jang Lai, Yu-Pang ChenDocument7 pagesCorrosion-Resistant Component For PEM Fuel Cells: Shuo-Jen Lee, Ching-Han Huang, Jian-Jang Lai, Yu-Pang ChenSoh Ming LunNo ratings yet
- Plating Difficult Metals: New Processes for Titanium, Molybdenum, Silicon, Aluminum & Gallium ArsenideDocument22 pagesPlating Difficult Metals: New Processes for Titanium, Molybdenum, Silicon, Aluminum & Gallium ArsenideOren RosenfeldNo ratings yet
- Electrochemical Techniques For Studying Tribocorrosion ProcessesDocument10 pagesElectrochemical Techniques For Studying Tribocorrosion ProcessesRaul MoraNo ratings yet
- Film Repture Mechanism of CorrosionDocument7 pagesFilm Repture Mechanism of Corrosionshoaib1985No ratings yet
- 0262 PDFDocument2 pages0262 PDFDerry RahmaNo ratings yet
- Overview of Fretting Corrosion in Electrical ConnectorsDocument8 pagesOverview of Fretting Corrosion in Electrical ConnectorsSergio SoriaNo ratings yet
- CROMO COBALTO El Comportamiento A La Corrosión en Cloruro de Cuatro Alambres de OrtodonciaDocument9 pagesCROMO COBALTO El Comportamiento A La Corrosión en Cloruro de Cuatro Alambres de OrtodonciaAstrid Carolina HerreraNo ratings yet
- Adsorption: Solid ElectrodesDocument84 pagesAdsorption: Solid ElectrodesNemo NeroNo ratings yet
- The Tao of Contact Resistance in Metal To Carbon RelaysDocument7 pagesThe Tao of Contact Resistance in Metal To Carbon RelaysInternational Journal of Application or Innovation in Engineering & Management100% (1)
- Collins Weldability Corrosion 316L ReportDocument11 pagesCollins Weldability Corrosion 316L ReportamanNo ratings yet
- Corrosion and Runoff Behavior of Carbon Steel in Simulated Acid RainDocument3 pagesCorrosion and Runoff Behavior of Carbon Steel in Simulated Acid RainIvan GutierrezNo ratings yet
- Current-Carrying Wear Behavior and The Interface Evolution of The Cu-Al Tribological PairDocument14 pagesCurrent-Carrying Wear Behavior and The Interface Evolution of The Cu-Al Tribological PairYlinNo ratings yet
- WEAR-Tribocorrosion Behaviour of Mooring HSLA Steels in Synthetic Seawater - Ainara - Wear2015Document10 pagesWEAR-Tribocorrosion Behaviour of Mooring HSLA Steels in Synthetic Seawater - Ainara - Wear2015José Luis Arana BilbaoNo ratings yet
- Impedance Monitoring of Carbon Steel Cavitation Erosion Under The Influence of Corrosive FactorsDocument7 pagesImpedance Monitoring of Carbon Steel Cavitation Erosion Under The Influence of Corrosive FactorsSutanwi LahiriNo ratings yet
- Case Study For FailureDocument16 pagesCase Study For FailureSaranshChaudharyNo ratings yet
- Magnetically-Induced Flow During ElectropolishingDocument6 pagesMagnetically-Induced Flow During Electropolishingmohammadreza hajialiNo ratings yet
- J. Electrochem. Soc.-1949-Mears-1-10 PDFDocument10 pagesJ. Electrochem. Soc.-1949-Mears-1-10 PDFGeovanny JaenzNo ratings yet
- Electrochemical Impedance Study On Galvanized Steel Corrosion Under Cyclic Wet-Dry Conditions - in Uence of Time of WetnessDocument13 pagesElectrochemical Impedance Study On Galvanized Steel Corrosion Under Cyclic Wet-Dry Conditions - in Uence of Time of WetnessVanessa Rios NolayaNo ratings yet
- Brdcopy Ioar o 1h E: Predicting The Intergranular Corrosion of Austenitic Stainless SteelsDocument29 pagesBrdcopy Ioar o 1h E: Predicting The Intergranular Corrosion of Austenitic Stainless SteelstaravindnagarajNo ratings yet
- The Role of Intermetallics in Wetting in Metallic SystemsDocument7 pagesThe Role of Intermetallics in Wetting in Metallic SystemsAntonio CamaranoNo ratings yet
- Understanding Passivity and CorrosionDocument15 pagesUnderstanding Passivity and CorrosionAbdalla OmarNo ratings yet
- Weldability and Corrosion Studies of Aisi 316L Electropolished TubingDocument11 pagesWeldability and Corrosion Studies of Aisi 316L Electropolished TubingZibi_B100% (1)
- 1 s2.0 S1359028617301845 MainDocument7 pages1 s2.0 S1359028617301845 MainDharmender JangraNo ratings yet
- Hussain and Robinson Erosion in Seawater and SandDocument18 pagesHussain and Robinson Erosion in Seawater and SandIndra NainggolanNo ratings yet
- Materials Science & Engineering (UES012) : Corrosion in MetalsDocument32 pagesMaterials Science & Engineering (UES012) : Corrosion in MetalsLOVISH GUPTANo ratings yet
- Comparison of Electrochemical Behaviors Between FSW and MIG Joints For 6082 Aluminum AlloyDocument5 pagesComparison of Electrochemical Behaviors Between FSW and MIG Joints For 6082 Aluminum AlloyV.v. TaguisNo ratings yet
- 431 AISI 321 en Acido SulfuricoDocument4 pages431 AISI 321 en Acido Sulfuricocarlos sotoNo ratings yet
- Effect of Intermittent Fretting On Corrosion Behavior in Electrical ContactDocument8 pagesEffect of Intermittent Fretting On Corrosion Behavior in Electrical ContactJean AbelaNo ratings yet
- Passive Films On Stainless Steels - Chemistry, Structure and GrowthDocument12 pagesPassive Films On Stainless Steels - Chemistry, Structure and GrowthaauriscNo ratings yet
- Retained Austenite and PittingDocument6 pagesRetained Austenite and PittingSuhaib AshrafNo ratings yet
- Evaluation of Selective CorrosionDocument5 pagesEvaluation of Selective CorrosionShady AbdoNo ratings yet
- Journal of Materials Science & TechnologyDocument14 pagesJournal of Materials Science & TechnologyPATEL NIKUNJKUMAR JITENDRABHAINo ratings yet
- Atmospheric Corrosion of CopperDocument14 pagesAtmospheric Corrosion of CopperHa Linh VuNo ratings yet
- On The Theory of CO2 Corrosion Reactions - Investigating Their Interrelation With The Corrosion Products and API-X100 Steel MicrostructureDocument14 pagesOn The Theory of CO2 Corrosion Reactions - Investigating Their Interrelation With The Corrosion Products and API-X100 Steel MicrostructureFaysal F. EliyanNo ratings yet
- Effect of Nickel on EAC of Low Alloy SteelsDocument37 pagesEffect of Nickel on EAC of Low Alloy Steelsmohit madaviNo ratings yet
- Corrosion Behaviour of Electrochemically Joined AlDocument7 pagesCorrosion Behaviour of Electrochemically Joined AlJohn TorrezNo ratings yet
- Protect Electronics from Corrosion with Volatile CompoundsDocument6 pagesProtect Electronics from Corrosion with Volatile CompoundsPham DoNo ratings yet
- Lifetime Prediction For Organic Coatings On Steel and A Magnesium Alloy Using Electrochemical Impedance MethodsDocument12 pagesLifetime Prediction For Organic Coatings On Steel and A Magnesium Alloy Using Electrochemical Impedance MethodsOmar MorteoNo ratings yet
- A Study of The Corrosion of Aluminum Alloy 2024-T3 Under Thin Electrolyte LayersDocument19 pagesA Study of The Corrosion of Aluminum Alloy 2024-T3 Under Thin Electrolyte LayersMr.MXDNo ratings yet
- Ductile Brittle TransitionDocument7 pagesDuctile Brittle Transitionssnathan794508No ratings yet
- Limits To Adherence of Oxide ScalesDocument13 pagesLimits To Adherence of Oxide ScalesawwalNo ratings yet
- Caron Et Al - 2013 - Structure Vs ChemistryDocument8 pagesCaron Et Al - 2013 - Structure Vs ChemistryDeepak patelNo ratings yet
- Systematics of Metal-Insulator Interfacial Energies: A New Rule For Wetfing and Strong Catalyst-Support InteractionsDocument11 pagesSystematics of Metal-Insulator Interfacial Energies: A New Rule For Wetfing and Strong Catalyst-Support InteractionsYsabel Huaccallo AguilarNo ratings yet
- Electroplating of Plastics in Theory and PracticeDocument9 pagesElectroplating of Plastics in Theory and PracticeVON KAISER BARRIDONo ratings yet
- Electrochemical Behaviour of Poly (Pyrrole) Coatings On SteelDocument12 pagesElectrochemical Behaviour of Poly (Pyrrole) Coatings On SteelMarly Blanco VeraNo ratings yet
- J Surfcoat 2011 10 010Document9 pagesJ Surfcoat 2011 10 010Vishnu KaranNo ratings yet
- Electrochemical Characterisation of The Porosity and Corrosion PDFDocument11 pagesElectrochemical Characterisation of The Porosity and Corrosion PDFCicero Gomes de SouzaNo ratings yet
- 1 s2.0 S0169433209001457 MainDocument8 pages1 s2.0 S0169433209001457 Mainranim najibNo ratings yet
- Ceramic tribology in Japan: Friction and wear behavior of engineering ceramicsDocument6 pagesCeramic tribology in Japan: Friction and wear behavior of engineering ceramicsAhda Dapong Rizqy MaulanaNo ratings yet
- Dinkar Kokje ContentDocument8 pagesDinkar Kokje ContentDevashish JoshiNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 6, Slice 8 "Conduction, Electric"From EverandEncyclopaedia Britannica, 11th Edition, Volume 6, Slice 8 "Conduction, Electric"No ratings yet
- 7 31B - C - Hillman BGA Void PaperDocument15 pages7 31B - C - Hillman BGA Void PaperZetocha MilanNo ratings yet
- Microstructural Development in A Rapidly Cooled Eutectic Sn35 Ag Solder Reinforced With Copper PowderDocument9 pagesMicrostructural Development in A Rapidly Cooled Eutectic Sn35 Ag Solder Reinforced With Copper PowderZetocha MilanNo ratings yet
- Robustness Validation Semiconductor 2015Document67 pagesRobustness Validation Semiconductor 2015Zetocha MilanNo ratings yet
- Hot Cell Tech EnglishDocument1 pageHot Cell Tech EnglishZetocha MilanNo ratings yet
- Understanding The Reliability of Solder Joints Used in Advanced Structural and Electronics Applications: Part 2 - Reliability PerformanceDocument38 pagesUnderstanding The Reliability of Solder Joints Used in Advanced Structural and Electronics Applications: Part 2 - Reliability PerformanceZetocha MilanNo ratings yet
- 4323Document202 pages4323Zetocha MilanNo ratings yet
- Electrostatic Discharge Analysis of Multi Layer Ceramic CapacitorsDocument6 pagesElectrostatic Discharge Analysis of Multi Layer Ceramic CapacitorsZetocha MilanNo ratings yet
- Chip CapacitorDocument14 pagesChip CapacitorMarvin Rustria BolongonNo ratings yet
- Kosiba Eva A 201606 MAS Thesis PDFDocument205 pagesKosiba Eva A 201606 MAS Thesis PDFZetocha MilanNo ratings yet
- MLCC Failure MechanismsDocument52 pagesMLCC Failure Mechanismsc.almeida-1100% (1)
- The Effect of Drilling Parameters On The Wicking in High Density PCB ProcessingDocument4 pagesThe Effect of Drilling Parameters On The Wicking in High Density PCB ProcessingZetocha MilanNo ratings yet
- Design Guidelines For Ceramic Capacitors Attached SAC SolderDocument12 pagesDesign Guidelines For Ceramic Capacitors Attached SAC SolderZetocha MilanNo ratings yet
- Excerpt Exe.8 ELV Annex II RevisionDocument20 pagesExcerpt Exe.8 ELV Annex II RevisionZetocha MilanNo ratings yet
- Raiyo Aspandiar Intel Corporation: Presented at SMTA Boise Expo and Tech Forum, March 20, 2018Document55 pagesRaiyo Aspandiar Intel Corporation: Presented at SMTA Boise Expo and Tech Forum, March 20, 2018Zetocha MilanNo ratings yet
- Impact of Intermetallic Growth On Leadfree Joints PDFDocument13 pagesImpact of Intermetallic Growth On Leadfree Joints PDFZetocha MilanNo ratings yet
- Cougar-EVO-SMT Product-Brochure Feb2018 Eng esp-LRDocument8 pagesCougar-EVO-SMT Product-Brochure Feb2018 Eng esp-LRZetocha MilanNo ratings yet
- Electrochemical Mig Copper PCBDocument6 pagesElectrochemical Mig Copper PCBZetocha MilanNo ratings yet
- What Are Intermetallics and How Can We Overcome The Failures Associated With Them?Document4 pagesWhat Are Intermetallics and How Can We Overcome The Failures Associated With Them?mikeypeteyNo ratings yet
- BGA TypesDocument59 pagesBGA TypesZetocha MilanNo ratings yet
- Process Optimization For Flexible Printed Circuit Board Assembly ManufacturingDocument7 pagesProcess Optimization For Flexible Printed Circuit Board Assembly ManufacturingLane MedaNo ratings yet
- Electrochemical Migration On Lead-Free Soldering of PcbsDocument4 pagesElectrochemical Migration On Lead-Free Soldering of PcbsZetocha MilanNo ratings yet
- Brittle Failure Mechanism Bga PDFDocument9 pagesBrittle Failure Mechanism Bga PDFZetocha MilanNo ratings yet
- 4323Document202 pages4323Zetocha MilanNo ratings yet
- CAFWebinar2012 10 11Document66 pagesCAFWebinar2012 10 11Zetocha Milan100% (1)
- Analyzing and Predicting Electrochemical Migration Failures (Live Video) On Field Failure ReturnsDocument7 pagesAnalyzing and Predicting Electrochemical Migration Failures (Live Video) On Field Failure ReturnsZetocha MilanNo ratings yet
- 7 31B - C - Hillman BGA Void PaperDocument15 pages7 31B - C - Hillman BGA Void PaperZetocha MilanNo ratings yet
- Analysis of Stray Grain Formation in Single-Crystal Nickel-Based SuperAlloy WeldsDocument7 pagesAnalysis of Stray Grain Formation in Single-Crystal Nickel-Based SuperAlloy WeldsZetocha MilanNo ratings yet
- BGA's For BeginnersDocument6 pagesBGA's For BeginnersZetocha MilanNo ratings yet
- BGA - SAC - IPC Brittle Fracture SilkWengerCoyleGoodbreadDocument10 pagesBGA - SAC - IPC Brittle Fracture SilkWengerCoyleGoodbreadZetocha MilanNo ratings yet
- Analysis of BGA Solder Joint Reliability For Selected Solder Alloy and Surface Finish ConfigurationsDocument6 pagesAnalysis of BGA Solder Joint Reliability For Selected Solder Alloy and Surface Finish ConfigurationsZetocha MilanNo ratings yet
- Phillip Loldrup Fosbøl - 87-91435-89-7Document250 pagesPhillip Loldrup Fosbøl - 87-91435-89-7Cristhian CastilloNo ratings yet
- Pegamento para TuberiaDocument4 pagesPegamento para TuberiaJesus RoaNo ratings yet
- Removal of Reactive Dye From Aqueous Solutions Using Orange and Lemon Peel As Bio - AdsorbentDocument8 pagesRemoval of Reactive Dye From Aqueous Solutions Using Orange and Lemon Peel As Bio - AdsorbentijsretNo ratings yet
- Make Molded Silicone Tail in Under 40 StepsDocument6 pagesMake Molded Silicone Tail in Under 40 Stepsramon_portillo_nd_64No ratings yet
- Master's Research ProposalDocument7 pagesMaster's Research ProposalPeter OkitoiNo ratings yet
- LOT1 CONCRETE Mixes 27-03-2019 - REV 9.1Document7 pagesLOT1 CONCRETE Mixes 27-03-2019 - REV 9.1Soundar PachiappanNo ratings yet
- Quench Sensitivity of AlMgSi Alloys Containing Mn or CrDocument6 pagesQuench Sensitivity of AlMgSi Alloys Containing Mn or CrzhaomingbaoNo ratings yet
- Sludge Sampling Guidance DocumentDocument100 pagesSludge Sampling Guidance DocumentAndreea GabrielaNo ratings yet
- ProgrammeDocument78 pagesProgrammedileep mNo ratings yet
- Utility FogDocument33 pagesUtility Fogarjun c chandrathil50% (2)
- Chemistry3 96) PDocument43 pagesChemistry3 96) PShlok ParekhNo ratings yet
- Thermocouples - WikaDocument13 pagesThermocouples - WikaJ BagienNo ratings yet
- Civil Soil Testing Lab Report SummaryDocument48 pagesCivil Soil Testing Lab Report SummaryShailendra YadavNo ratings yet
- Heavy Duty Pavement Design Guide 1Document94 pagesHeavy Duty Pavement Design Guide 1askarahNo ratings yet
- 12.7 7 Wire Strand Proprieties VSLDocument1 page12.7 7 Wire Strand Proprieties VSLAbu BiduNo ratings yet
- CIVIL MATERIAL RATESDocument25 pagesCIVIL MATERIAL RATESNishan GajurelNo ratings yet
- Casting Steel Alloys PDFDocument6 pagesCasting Steel Alloys PDFIAmaeyNo ratings yet
- Is 11056 1984Document10 pagesIs 11056 1984dhiru89No ratings yet
- Us6391935 PDFDocument10 pagesUs6391935 PDFBilen SeleshiNo ratings yet
- Kcse 2023 Joint Mocks s1Document265 pagesKcse 2023 Joint Mocks s1micah isabokeNo ratings yet
- Spec PDFDocument1 pageSpec PDFcrysNo ratings yet
- Procedure For Pore Volume and Pore Volume Distribution by Mercury Intrucsion PorosimetryDocument4 pagesProcedure For Pore Volume and Pore Volume Distribution by Mercury Intrucsion PorosimetryShyamNo ratings yet
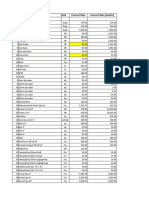
- SEEMSAN Product RangeDocument12 pagesSEEMSAN Product RangeSPE PROCESS PUMPSNo ratings yet
- Marathon XHB Epoxy Coating Technical DataDocument3 pagesMarathon XHB Epoxy Coating Technical DataMohamed FaragNo ratings yet
- 220 - Válvula de GloboDocument1 page220 - Válvula de GloboRafael SalazarNo ratings yet
- Hot Dip Galvanizing: A Review of the Process and Its BenefitsDocument19 pagesHot Dip Galvanizing: A Review of the Process and Its BenefitsRupak PanjaNo ratings yet
- Macroetch Testing of Consumable Electrode Remelted Steel Bars and BilletsDocument14 pagesMacroetch Testing of Consumable Electrode Remelted Steel Bars and BilletsJosé Ramón GutierrezNo ratings yet
- Adhesive Repairs For Leather-Annotated BibliographyDocument36 pagesAdhesive Repairs For Leather-Annotated BibliographyAnonymous MmRtKOfljNo ratings yet
- Home Reading About Civil EngineeringDocument4 pagesHome Reading About Civil EngineeringseryozhNo ratings yet