You might also like
- Name: Online Lab: Exploring EquilibriumDocument7 pagesName: Online Lab: Exploring EquilibriumRenzo Jose Canro CalderonNo ratings yet
- Access The Archimedes' Principle Lab SiteDocument6 pagesAccess The Archimedes' Principle Lab SiteRenzo Jose Canro CalderonNo ratings yet
- Name: Online Lab: Exploring EquilibriumDocument7 pagesName: Online Lab: Exploring EquilibriumRenzo Jose Canro CalderonNo ratings yet
- Solution: Combustion GasDocument7 pagesSolution: Combustion GasRenzo Jose Canro CalderonNo ratings yet
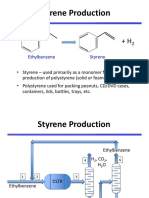
- Project StyreneDocument7 pagesProject StyreneRenzo Jose Canro CalderonNo ratings yet
- Fall 2019 Che 461 Process Dynamics and Control Computer Modeling Assignment No. 2: Diabatic Continuous Stirred Tank Reactor SimulationDocument5 pagesFall 2019 Che 461 Process Dynamics and Control Computer Modeling Assignment No. 2: Diabatic Continuous Stirred Tank Reactor SimulationRenzo Jose Canro CalderonNo ratings yet
- Air Pollution Particulates Ictineo I: IMG - 0260.JPGDocument2 pagesAir Pollution Particulates Ictineo I: IMG - 0260.JPGRenzo Jose Canro CalderonNo ratings yet
- PHY-251 Centripetal Force LabDocument7 pagesPHY-251 Centripetal Force LabRenzo Jose Canro CalderonNo ratings yet
- Cleveland State University Lab 1Document28 pagesCleveland State University Lab 1Renzo Jose Canro CalderonNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Tuner Studio App DebugDocument516 pagesTuner Studio App DebugFiv5ren MusicNo ratings yet
- Chrystal Chao Ci Xin'赵: Achievements Software SkillsDocument4 pagesChrystal Chao Ci Xin'赵: Achievements Software SkillsCHAO CI XINNo ratings yet
- PERICULUM Process BookDocument13 pagesPERICULUM Process BookZhao MingNo ratings yet
- Looser PDFDocument3 pagesLooser PDFrina yantiNo ratings yet
- CURVESDocument30 pagesCURVESPHULARAM PEGUNo ratings yet
- Integral Representations For Jacobi Polynomials and Some ApplicationsDocument27 pagesIntegral Representations For Jacobi Polynomials and Some ApplicationsRaja SNo ratings yet
- Homeostasis and Rein Control: From Daisyworld To Active PerceptionDocument6 pagesHomeostasis and Rein Control: From Daisyworld To Active PerceptionVeronique PoenelleNo ratings yet
- Noc22 bt10Document2 pagesNoc22 bt10Asmita MoulickNo ratings yet
- The Ethics of Artificial Intelligence: Nick Bostrom Eliezer YudkowskyDocument21 pagesThe Ethics of Artificial Intelligence: Nick Bostrom Eliezer YudkowskykanannnNo ratings yet
- Section-14 Durability r1Document8 pagesSection-14 Durability r1EENo ratings yet
- Avianca Fuel Saving PolicyDocument95 pagesAvianca Fuel Saving PolicyMarco MartinezNo ratings yet
- The Secret Behind 432Hz Tuning - Attuned VibrationsDocument2 pagesThe Secret Behind 432Hz Tuning - Attuned VibrationsAdityaCaesarNo ratings yet
- XLPE/PVC, Low-Voltage Power, Unshielded 600 V, UL Type TC-ER - Method 4 Color CodeDocument1 pageXLPE/PVC, Low-Voltage Power, Unshielded 600 V, UL Type TC-ER - Method 4 Color CodeLEMAGA GROUPNo ratings yet
- ELS Practice Exam 7Document17 pagesELS Practice Exam 7Deniz ElçinNo ratings yet
- Ryan Fishcher Bodyweight (4weeks)Document24 pagesRyan Fishcher Bodyweight (4weeks)Rahul100% (3)
- Industry AnalysisDocument8 pagesIndustry AnalysisTerry WagnerNo ratings yet
- Erfe Design Material BreakdownDocument3 pagesErfe Design Material BreakdownRCNo ratings yet
- Teacher Standard 4 - BrandedDocument2 pagesTeacher Standard 4 - BrandedPaul DuiunovNo ratings yet
- 440 V AC Class: CapacitorsDocument2 pages440 V AC Class: CapacitorsIgor PNo ratings yet
- Language Applied To Volcanic ParticlesDocument3 pagesLanguage Applied To Volcanic Particlesjunior.geologiaNo ratings yet
- Scribd Premium CookieDocument6 pagesScribd Premium CookieZnerskiscribdtrialNo ratings yet
- 16b. Present Continuous TenseDocument9 pages16b. Present Continuous TenseGung PanjiNo ratings yet
- Engineering Assistant in Prasar Bharti 2013 Final Result PDFDocument27 pagesEngineering Assistant in Prasar Bharti 2013 Final Result PDFKiran Jot SinghNo ratings yet
- Honda ShineDocument8 pagesHonda ShineAnantha RajaNo ratings yet
- Non-Crystalline Solids: Glasses and Amorphous Solids: Prabhat K. GuptaDocument7 pagesNon-Crystalline Solids: Glasses and Amorphous Solids: Prabhat K. GuptaRafaela Rigoni TeixeiraNo ratings yet
- The Amylose ProjectDocument46 pagesThe Amylose ProjectleahcruzNo ratings yet
- MG100-M85 Reference Design - 20140815Document3 pagesMG100-M85 Reference Design - 20140815Defrian SupriadyNo ratings yet
- Iste Certification Alignment MapDocument12 pagesIste Certification Alignment Mapapi-665015818No ratings yet
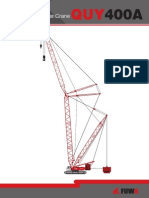
- ERKE Group, FUWA QUY 400A Crawler Crane CatalogDocument104 pagesERKE Group, FUWA QUY 400A Crawler Crane CatalogerkegroupNo ratings yet
- Dbrac1120315 Ovm TMPLT Test Config 2751661Document42 pagesDbrac1120315 Ovm TMPLT Test Config 2751661ganesh_24No ratings yet