You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Plastic & Rubber DOJO Examples PDFDocument65 pagesPlastic & Rubber DOJO Examples PDFUday Sharma100% (3)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 16599Document28 pages16599Uday Sharma100% (1)
- GM4348 MJun 2005Document12 pagesGM4348 MJun 2005Uday SharmaNo ratings yet
- 1234-ENG - Behavior in Heat 060906Document5 pages1234-ENG - Behavior in Heat 060906Uday SharmaNo ratings yet
- ISO2409 16669-PART3 - 563502 Cross Cut AdhesionDocument12 pagesISO2409 16669-PART3 - 563502 Cross Cut AdhesionUday SharmaNo ratings yet
- 5 WhysDocument1 page5 WhysUday SharmaNo ratings yet
- Bridge Group Intro NEW PDFDocument24 pagesBridge Group Intro NEW PDFUday SharmaNo ratings yet
- Bank ScamsDocument13 pagesBank ScamsUday SharmaNo ratings yet
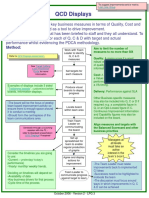
- QCDDocument2 pagesQCDUday SharmaNo ratings yet
- Bank ScamsDocument13 pagesBank ScamsUday SharmaNo ratings yet
- Packaging Industry ReportDocument44 pagesPackaging Industry ReportKunalNo ratings yet
- Minerals Focus 1 2012 enDocument68 pagesMinerals Focus 1 2012 enRodrigo VieiraNo ratings yet
- The Future of European Steel: January 2018Document36 pagesThe Future of European Steel: January 2018aashima chopraNo ratings yet
- Assessing Eco-Label KnowledgeDocument14 pagesAssessing Eco-Label KnowledgemafedurandNo ratings yet
- Ae tt1021 Lea Inc Edu Test 3Document2 pagesAe tt1021 Lea Inc Edu Test 3Ana Rita LopesNo ratings yet
- 900 21 010 US Sustainability Report 2021Document61 pages900 21 010 US Sustainability Report 2021visutsiNo ratings yet
- OAS Technical and Financial Project Proposal Saint Lucia National Trust Natural Hazards Final VersionDocument34 pagesOAS Technical and Financial Project Proposal Saint Lucia National Trust Natural Hazards Final VersionjahangircsebdNo ratings yet
- QTR Ch8 - Process Heating TA Feb-13-2015Document21 pagesQTR Ch8 - Process Heating TA Feb-13-2015Mirnes FejzicNo ratings yet
- IRENA RRA Bhutan 2019Document52 pagesIRENA RRA Bhutan 2019PersonNo ratings yet
- Air Conditioner Market in ASEAN-6, Forecast To 2023Document92 pagesAir Conditioner Market in ASEAN-6, Forecast To 2023Andrew BaconNo ratings yet
- Its The Architecture StupidDocument4 pagesIts The Architecture StupidNay ReyesNo ratings yet
- StruxureWareTM For BuildingsDocument21 pagesStruxureWareTM For BuildingsHujiLokoNo ratings yet
- SRME - Power PointDocument25 pagesSRME - Power Pointriya lakhotiaNo ratings yet
- Energy Storage Devices For Future Hybrid Electric VehiclesDocument10 pagesEnergy Storage Devices For Future Hybrid Electric VehiclesNavaneeth KedlayaNo ratings yet
- Global Energy Perspectives To 2060 - WEC S World Ener - 2020 - Energy Strategy RDocument19 pagesGlobal Energy Perspectives To 2060 - WEC S World Ener - 2020 - Energy Strategy RCynthia GutierrezNo ratings yet
- Festo Process Control - CatalogDocument3 pagesFesto Process Control - Cataloglue-ookNo ratings yet
- National Energy Efficiency Action Plan (Neeap) Ghana Period (2015-2020)Document37 pagesNational Energy Efficiency Action Plan (Neeap) Ghana Period (2015-2020)Apolo FumbujaNo ratings yet
- Dryer Section Energy System Measurement and Energy-Saving Potential Analysis For A Paper MachineDocument5 pagesDryer Section Energy System Measurement and Energy-Saving Potential Analysis For A Paper MachineSyilla ShopeNo ratings yet
- Ship Electrical Load Analysis Considering Power Generation EfficiencyDocument12 pagesShip Electrical Load Analysis Considering Power Generation EfficiencyLekhraj Meena JorwalNo ratings yet
- Ang Yuqian PHD Architecture 2022 ThesisDocument119 pagesAng Yuqian PHD Architecture 2022 ThesisTiago AprigioNo ratings yet
- ROCKWOOL Sustainability ReportDocument40 pagesROCKWOOL Sustainability ReportViorel UngureanuNo ratings yet
- TMD Holdings Innovative Electrical Infrastructure Solutions For A Sustainable WorldDocument6 pagesTMD Holdings Innovative Electrical Infrastructure Solutions For A Sustainable WorldTMD HoldingsNo ratings yet
- Oil-Free Rotary Screw Compressors: ZR 300-750 & ZR 400-900 VSDDocument16 pagesOil-Free Rotary Screw Compressors: ZR 300-750 & ZR 400-900 VSDElsa Dewi100% (1)
- Heat Rate EpriDocument48 pagesHeat Rate EpritbfakhrimNo ratings yet
- ESO in Chemical Process Industries-Dr. Sivasubramanian V (NITC-CHED)Document100 pagesESO in Chemical Process Industries-Dr. Sivasubramanian V (NITC-CHED)SaurabhNo ratings yet
- 2010 Telecom TrendsDocument4 pages2010 Telecom TrendsslaplassNo ratings yet
- OS Telecom Cabling L2-3Document235 pagesOS Telecom Cabling L2-3Haftamu Hailu100% (1)
- An Analysis of The Tesla: Final ProjectDocument26 pagesAn Analysis of The Tesla: Final ProjectChâu Nguyễn Ngọc MinhNo ratings yet
- Ways To Mitigate Transport Pollution: Asbhal Economic Advisor, Ministry of Urban Development, Government of IndiaDocument38 pagesWays To Mitigate Transport Pollution: Asbhal Economic Advisor, Ministry of Urban Development, Government of IndiaOscar Armando Ramirez LeonNo ratings yet
- Energy Audit ReportDocument26 pagesEnergy Audit ReportGOLDEN diggerNo ratings yet