You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Manual Hyster 4000701-8000SRM1409 - (04-2012) - Us-EnDocument84 pagesManual Hyster 4000701-8000SRM1409 - (04-2012) - Us-Enfranksineacademia100% (4)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Method Statement For Ug Piping 6423dp420!00!00200 00 - Rev03Document20 pagesMethod Statement For Ug Piping 6423dp420!00!00200 00 - Rev03mister pogi100% (2)
- Standards ISO For Oil and Gas PDFDocument1 pageStandards ISO For Oil and Gas PDFsugiantobarusNo ratings yet
- SameerDocument25 pagesSameerachunala rajesh100% (1)
- Service Manual For Chery QQ6 - QR513 Transmission Case PDFDocument121 pagesService Manual For Chery QQ6 - QR513 Transmission Case PDFJeyson Gonzalez100% (1)
- Best Cell Plate ConfigurationDocument19 pagesBest Cell Plate Configurationjctorres100% (1)
- Research Plan-FinalDocument2 pagesResearch Plan-FinalJenina TuicoNo ratings yet
- BELINDADocument9 pagesBELINDAJenina TuicoNo ratings yet
- The Researcher - Brgy. Palatiw and Maybunga - Urban EcologyDocument17 pagesThe Researcher - Brgy. Palatiw and Maybunga - Urban EcologyJenina TuicoNo ratings yet
- Entrep Business PlanDocument6 pagesEntrep Business PlanJenina TuicoNo ratings yet
- How To Replace Fuel Filter Assembly On Toyota Vios Gen 2 - YouTubeDocument1 pageHow To Replace Fuel Filter Assembly On Toyota Vios Gen 2 - YouTubeJun TumananNo ratings yet
- EIT Course Gas Turbine Engineering CGT BrochureDocument3 pagesEIT Course Gas Turbine Engineering CGT BrochureMuhammad ImranNo ratings yet
- HC110Document13 pagesHC110rustamriyadiNo ratings yet
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Document30 pagesTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkNo ratings yet
- LPG Order 2001Document10 pagesLPG Order 2001deeparora1No ratings yet
- WRV ManualDocument52 pagesWRV ManualJacinto Morales100% (7)
- Land Rover 4-Speed Electronic Automatic Transmission SystemDocument79 pagesLand Rover 4-Speed Electronic Automatic Transmission SystemAnderson Luiz100% (1)
- Problem Set 1-Special Term-Thermo and Fluid MechanicsDocument2 pagesProblem Set 1-Special Term-Thermo and Fluid MechanicsChristian Husmillo ValenzuelaNo ratings yet
- Application Note: Oil & Gas - Midstream: Commercial Operations in MidstreamDocument2 pagesApplication Note: Oil & Gas - Midstream: Commercial Operations in Midstreamjhon berez223344No ratings yet
- Dependable Reliable: Rental SolutionsDocument8 pagesDependable Reliable: Rental SolutionsSudhir Power LimitedNo ratings yet
- User Manual for Merivaara Futura Plus Patient BedDocument40 pagesUser Manual for Merivaara Futura Plus Patient BedDanniel SchaafNo ratings yet
- 2012 Duetz TractorsDocument47 pages2012 Duetz TractorsAgus Yulfizar100% (1)
- Bomag Single Drum Vibratory Roller BW213-40Document4 pagesBomag Single Drum Vibratory Roller BW213-40Sam Arevalo100% (2)
- Methanol Safe Handling ManualDocument113 pagesMethanol Safe Handling ManualBigbearBigbearNo ratings yet
- Me SystemsDocument29 pagesMe Systemskarthick_mariner92No ratings yet
- PelamisbrochureDocument8 pagesPelamisbrochureDaniel T BennyNo ratings yet
- Nitocote EP415 PDFDocument4 pagesNitocote EP415 PDFdejanmicic972No ratings yet
- INTERTANKO TANKER CHARTERING QUESTIONNAIRE 88Document8 pagesINTERTANKO TANKER CHARTERING QUESTIONNAIRE 88borjuzNo ratings yet
- Energy Webquest Introduction to Nonrenewable SourcesDocument4 pagesEnergy Webquest Introduction to Nonrenewable SourcesDylanNo ratings yet
- PLTU KALTIM - 2 SOP for Coal Mill and Coal Feeder OperationDocument5 pagesPLTU KALTIM - 2 SOP for Coal Mill and Coal Feeder OperationChandra PratamaNo ratings yet
- Slim-Line ESP Pumps: NovometDocument4 pagesSlim-Line ESP Pumps: Novometanang_suheNo ratings yet
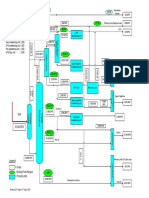
- Visio ORC 1@35000BPD New HRA PDFDocument1 pageVisio ORC 1@35000BPD New HRA PDFAsifNo ratings yet
- Cenpes: Index of Revisions REV Description And/Or Revised Sheets 0 Original A General RevisionDocument27 pagesCenpes: Index of Revisions REV Description And/Or Revised Sheets 0 Original A General RevisionArildo Chaves de AndradeNo ratings yet