You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Outcomes Advanced TB Review Test 2 PDFDocument3 pagesOutcomes Advanced TB Review Test 2 PDFВиктория ЛысенкоNo ratings yet
- Hydrosphere Class 7 NotesDocument5 pagesHydrosphere Class 7 NotesDEOHE BOTOKO GAMER100% (1)
- 2.4 Electrical DrawingDocument141 pages2.4 Electrical DrawingFurqoni Bulan RizkiNo ratings yet
- List of Components of Oil Drilling Rigs PDFDocument7 pagesList of Components of Oil Drilling Rigs PDFAdelina96No ratings yet
- Contingency PlanDocument4 pagesContingency PlanDwinix John Cabañero100% (3)
- Science 7 Q1 Week 6Document15 pagesScience 7 Q1 Week 6JOHN MAYKALE FARRALESNo ratings yet
- Plant ModuleDocument26 pagesPlant ModuleHitesh JainNo ratings yet
- FIRST QUARTER-3rd Summative TestDocument4 pagesFIRST QUARTER-3rd Summative TestLordy Picar100% (2)
- Spectre 20200220200702 PDFDocument3 pagesSpectre 20200220200702 PDFAdelina96No ratings yet
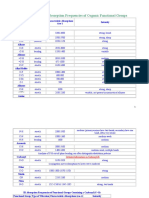
- Characteristic IR Absorption Frequencies of Organic Functional GroupsDocument3 pagesCharacteristic IR Absorption Frequencies of Organic Functional GroupsAdelina96No ratings yet
- Characteristic IR Absorption Frequencies of Organic Functional GroupsDocument3 pagesCharacteristic IR Absorption Frequencies of Organic Functional GroupsAdelina96No ratings yet
- Characteristic IR Absorption Frequencies of Organic Functional GroupsDocument3 pagesCharacteristic IR Absorption Frequencies of Organic Functional GroupsAdelina96No ratings yet
- Functional ClassDocument2 pagesFunctional ClassAdelina96No ratings yet
- TranscribeMe Transcription Career Exam Style GuideDocument3 pagesTranscribeMe Transcription Career Exam Style Guidedoppler_No ratings yet
- Infra MerahDocument22 pagesInfra MerahFauziah UtamiNo ratings yet
- Characteristic IR Absorption Frequencies of Organic Functional GroupsDocument3 pagesCharacteristic IR Absorption Frequencies of Organic Functional GroupsAdelina96No ratings yet
- CinematicaDocument4 pagesCinematicaAdelina96No ratings yet
- Functional ClassDocument2 pagesFunctional ClassAdelina96No ratings yet
- Functional ClassDocument2 pagesFunctional ClassAdelina96No ratings yet
- IR Pe Clase de CompDocument26 pagesIR Pe Clase de CompAdelina96No ratings yet
- Characteristic IR Absorption Frequencies of Organic Functional GroupsDocument3 pagesCharacteristic IR Absorption Frequencies of Organic Functional GroupsAdelina96No ratings yet
- Refining of Edible Oils - A Critical Appraisal of Current and Potential TechnologiesDocument12 pagesRefining of Edible Oils - A Critical Appraisal of Current and Potential TechnologiesHugo WizenbergNo ratings yet
- Characteristic IR Absorption Frequencies of Organic Functional GroupsDocument3 pagesCharacteristic IR Absorption Frequencies of Organic Functional GroupsAdelina96No ratings yet
- Infra MerahDocument22 pagesInfra MerahFauziah UtamiNo ratings yet
- Infra MerahDocument22 pagesInfra MerahFauziah UtamiNo ratings yet
- Infra MerahDocument22 pagesInfra MerahFauziah UtamiNo ratings yet
- Degumming and Neutralization Solutions PDFDocument20 pagesDegumming and Neutralization Solutions PDFMoonsoul ChildNo ratings yet
- Copy 2007+english - Vegetable+Oil+Processing - RetiredDocument14 pagesCopy 2007+english - Vegetable+Oil+Processing - RetiredAdelina96No ratings yet
- Understanding Oils Fats Processing Aspects Practice KimJongGil POTS Korea 2015 P1 PDFDocument70 pagesUnderstanding Oils Fats Processing Aspects Practice KimJongGil POTS Korea 2015 P1 PDFMemey LaNo ratings yet
- 12 - Pirna I.Document9 pages12 - Pirna I.itziimitziiNo ratings yet
- Egyptian Journal of Petroleum: Hussein I. Abdel-Shafy, Mona S.M. MansourDocument16 pagesEgyptian Journal of Petroleum: Hussein I. Abdel-Shafy, Mona S.M. MansourfranklinNo ratings yet
- The Use of Oil-Contaminated Crushed Stone Screenings inDocument6 pagesThe Use of Oil-Contaminated Crushed Stone Screenings inAdelina96No ratings yet
- Review of Biochar For The Management of Contaminated Soil Preparation, PDFDocument18 pagesReview of Biochar For The Management of Contaminated Soil Preparation, PDFAdelina96No ratings yet
- Utilization of Modified CFBC Desulfurization Ash As An Admixture in BlendedDocument7 pagesUtilization of Modified CFBC Desulfurization Ash As An Admixture in BlendedAdelina96No ratings yet
- Soil and Land Management in A Circular Economy PDFDocument6 pagesSoil and Land Management in A Circular Economy PDFAdelina96No ratings yet
- LearnEnglish Listening A StudentdiscussionDocument6 pagesLearnEnglish Listening A StudentdiscussionPhaNith EmNo ratings yet
- Faculty Science and Techonlogy: Matriculation No: Identity Card No.: Telephone No.: E-Mail: Learning CentreDocument21 pagesFaculty Science and Techonlogy: Matriculation No: Identity Card No.: Telephone No.: E-Mail: Learning CentreNatasha YusofNo ratings yet
- Introduction To Java Programming Comprehensive Version 10th Edition Liang Solutions ManualDocument26 pagesIntroduction To Java Programming Comprehensive Version 10th Edition Liang Solutions ManualStacyGonzalezyoar100% (52)
- PRACTICE PAPER 5 (2020-21) ENGLISH - Language and Literature CLASS-X (Rationalized Syllabus)Document17 pagesPRACTICE PAPER 5 (2020-21) ENGLISH - Language and Literature CLASS-X (Rationalized Syllabus)Rajini PS0% (1)
- Henry Schein Brand CatalogDocument1,024 pagesHenry Schein Brand CatalogHenry ScheinNo ratings yet
- Handbook of Research On The Future of The Maritime Industry: Nihan Senbursa University of Ordu, TurkeyDocument495 pagesHandbook of Research On The Future of The Maritime Industry: Nihan Senbursa University of Ordu, TurkeyPauloNo ratings yet
- Marble Grey 6581Document1 pageMarble Grey 6581AlviNo ratings yet
- F3 Math Ch1A Linear Inequalities in One UnknownDocument8 pagesF3 Math Ch1A Linear Inequalities in One Unknown何俊昇No ratings yet
- CPE 2 2 Time Scaled Event Network Exercises MacalinaoDocument6 pagesCPE 2 2 Time Scaled Event Network Exercises MacalinaoJoshua Macalinao100% (1)
- What Does An Earthworm Do?: Activity Summary: Key WordsDocument2 pagesWhat Does An Earthworm Do?: Activity Summary: Key WordsKLS-KAFRABDOU KAUMEYANo ratings yet
- Lesson 3.2. Chemical Reactors Design PDFDocument28 pagesLesson 3.2. Chemical Reactors Design PDFJulia Vago EncinaNo ratings yet
- LogDocument18 pagesLogPrawiro indro BhaktiNo ratings yet
- Worm Gear OilDocument2 pagesWorm Gear OilDavidNo ratings yet
- Hazard Communication Standard (HCS)Document8 pagesHazard Communication Standard (HCS)ernmrajaNo ratings yet
- B26B26MDocument14 pagesB26B26MMMFAWZYNo ratings yet
- Papyrus History Lesson by SlidesgoDocument15 pagesPapyrus History Lesson by SlidesgoLIZA LOREJONo ratings yet
- Chapter 09 - Estimation and Confidence IntervalsDocument7 pagesChapter 09 - Estimation and Confidence IntervalsKamalNo ratings yet
- Block 7Document113 pagesBlock 7KK ArticlesNo ratings yet
- G4 Decimals #3Document2 pagesG4 Decimals #3Simply SaltNo ratings yet
- Date: - : Parent Consent SlipDocument2 pagesDate: - : Parent Consent SlipHero MirasolNo ratings yet
- CU 7. Nursing Conceptual Model Roger, OremDocument10 pagesCU 7. Nursing Conceptual Model Roger, OremDen VerdoteNo ratings yet
- Unesco 5 Pillars For EsdDocument6 pagesUnesco 5 Pillars For EsdMary Lois Dianne TinaNo ratings yet
- Efficacy of Ayurvedic Interventions in Hypothyroidism: A Comprehensive ReviewDocument7 pagesEfficacy of Ayurvedic Interventions in Hypothyroidism: A Comprehensive ReviewMikel MillerNo ratings yet