You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Bidadi INdustry AssciationDocument45 pagesBidadi INdustry AssciationAjay Kumar Khattar0% (1)
- W Rly Ussor 2011Document301 pagesW Rly Ussor 2011pandeydb69% (26)
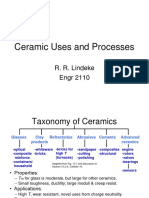
- Ceramic Uses and ProcessesDocument22 pagesCeramic Uses and ProcessesWang Zheng FengNo ratings yet
- Brine Freezing ChartDocument1 pageBrine Freezing Charthjduarte100% (1)
- Wyoming Dept Health - What To Do If You Were Exposed To Someone With COVIDDocument4 pagesWyoming Dept Health - What To Do If You Were Exposed To Someone With COVIDbobjones3296No ratings yet
- FEMA Coronavirus COVID19 Pandemic Supply Chain Stabilization Task ForceDocument4 pagesFEMA Coronavirus COVID19 Pandemic Supply Chain Stabilization Task Forcebobjones3296No ratings yet
- Burn Saver Thermal Sensor FactsheetDocument1 pageBurn Saver Thermal Sensor Factsheetbobjones3296No ratings yet
- Colorado September 2020 Economic and Revenue ForecastDocument81 pagesColorado September 2020 Economic and Revenue Forecastbobjones3296No ratings yet
- Seattle King County Checklist For Child Care Administrators Steps To Prevent COVID-19Document3 pagesSeattle King County Checklist For Child Care Administrators Steps To Prevent COVID-19bobjones3296No ratings yet
- CDC Vaccine Storage and Handling ToolkitDocument1 pageCDC Vaccine Storage and Handling Toolkitbobjones3296No ratings yet
- CDC MMWR - Trends in Number and Distribution of COVID-19 Hotspot Counties August 2020Document6 pagesCDC MMWR - Trends in Number and Distribution of COVID-19 Hotspot Counties August 2020bobjones3296No ratings yet
- Rhode Island August 2020 Job Unemployment RateDocument2 pagesRhode Island August 2020 Job Unemployment Ratebobjones3296No ratings yet
- Space Situational Awareness Key Issues in An Evolving Landscape by Danielle WoodDocument6 pagesSpace Situational Awareness Key Issues in An Evolving Landscape by Danielle Woodbobjones3296No ratings yet
- Report On The Appellate Body of The WtoDocument174 pagesReport On The Appellate Body of The Wtobobjones3296No ratings yet
- NIST Four Principles of Explainable Artificial Intelligence - Dept of CommerceDocument30 pagesNIST Four Principles of Explainable Artificial Intelligence - Dept of Commercebobjones3296No ratings yet
- Equifax Data Breach - Congress Report Dec 2018Document96 pagesEquifax Data Breach - Congress Report Dec 2018bobjones3296No ratings yet
- Flammability Envelopes For Methanol, Ethanol, Acetonitrile and TolueneDocument7 pagesFlammability Envelopes For Methanol, Ethanol, Acetonitrile and TolueneZak YanNo ratings yet
- Technical ConceptsDocument7 pagesTechnical ConceptsFOGNo ratings yet
- MasonryBearingWall IBCDocument9 pagesMasonryBearingWall IBCjorge01No ratings yet
- Marine Durability Characteristics of Rice Husk Ash-Modified Reinforced ConcreteDocument10 pagesMarine Durability Characteristics of Rice Husk Ash-Modified Reinforced ConcreteRk CantojosNo ratings yet
- GRP 12 Advanced Construction - PPT FinalDocument51 pagesGRP 12 Advanced Construction - PPT FinalBATMANNo ratings yet
- Hydro 2Document91 pagesHydro 2Deeip DNo ratings yet
- Creep DemoDocument3 pagesCreep DemoViswanadhapalli Himasree mm17b113No ratings yet
- Special Steels CB10FF: For Cold Deformation and BearingsDocument1 pageSpecial Steels CB10FF: For Cold Deformation and BearingsRollpass DesignNo ratings yet
- Specification For Forged or Rolled Alloy and Stainless Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature ServiceDocument19 pagesSpecification For Forged or Rolled Alloy and Stainless Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature Servicekranthi kumarNo ratings yet
- SP3 SOFT NO R Commercial UnitsDocument9 pagesSP3 SOFT NO R Commercial UnitsCristian ManzoNo ratings yet
- A Review of Melt Extrusion Additive Manufacturing Processes I. Process Design and Modeling - Brian N. Turner - 2015Document20 pagesA Review of Melt Extrusion Additive Manufacturing Processes I. Process Design and Modeling - Brian N. Turner - 2015Tiago Camargo AlvesNo ratings yet
- Repair Pocket Guide B31Document2 pagesRepair Pocket Guide B31Adolfo Israel Ayuso SaezNo ratings yet
- List of Accepted Traffic Control Devices Version 006 - August 2017Document34 pagesList of Accepted Traffic Control Devices Version 006 - August 2017Prasanth KBNo ratings yet
- Electronic Grade SiliconDocument2 pagesElectronic Grade SiliconSomit Pandey100% (3)
- Elring Dirko HT enDocument2 pagesElring Dirko HT enaljadNo ratings yet
- Welding Defects and Its RemediesDocument3 pagesWelding Defects and Its Remediesebrahem_sahil5188100% (1)
- Ultramid A205fDocument3 pagesUltramid A205fSATHISH KUMAR SNo ratings yet
- Viscolam PS 202 - en 2019Document1 pageViscolam PS 202 - en 2019Duodo NguyenNo ratings yet
- 2020 2021 Class X Chemistry Part 1 AWDocument135 pages2020 2021 Class X Chemistry Part 1 AWThanveer Ahmad100% (1)
- Company Profile-AlutechDocument36 pagesCompany Profile-AlutechPankaj TamrakarNo ratings yet
- FTPDocument6 pagesFTPGabi BarzăNo ratings yet
- Is 3016 1982 PDFDocument24 pagesIs 3016 1982 PDFVARUN SHARMANo ratings yet
- Cost Comparison Steel vs. ConcreteDocument20 pagesCost Comparison Steel vs. ConcreteHibozo82% (17)
- 11-12 Derivatives of Pyrrolidine, Pyrazolone, PyrazolidindioneDocument40 pages11-12 Derivatives of Pyrrolidine, Pyrazolone, PyrazolidindioneSugianto Fronte ClassicNo ratings yet
- Sunrise Industries (India) LTD.: Design CalculationDocument11 pagesSunrise Industries (India) LTD.: Design CalculationNithin MathaiNo ratings yet
- Material Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: ApplicationDocument2 pagesMaterial Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: ApplicationErdinc BayatNo ratings yet