You might also like
- Grease Construction and FunctionDocument7 pagesGrease Construction and FunctionProphx BliziceNo ratings yet
- Processing Contaminants in Edible Oils: MCPD and Glycidyl EstersFrom EverandProcessing Contaminants in Edible Oils: MCPD and Glycidyl EstersShaun MacMahonNo ratings yet
- Chapter 6 LubricationDocument24 pagesChapter 6 Lubricationchala nigussieNo ratings yet
- Lubricants FinalDocument18 pagesLubricants FinalRonak GandhiNo ratings yet
- By: Muhammad Rafay IbadDocument18 pagesBy: Muhammad Rafay IbadMuhammad sherazNo ratings yet
- Synthetic Gear Oil SelectionDocument9 pagesSynthetic Gear Oil Selectionsmallik3No ratings yet
- UNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015Document46 pagesUNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015anjali sharmaNo ratings yet
- Heavy Duty Engine Oils-Field TrialsDocument51 pagesHeavy Duty Engine Oils-Field TrialsJuan Luis RojasNo ratings yet
- Fuel DilutionDocument18 pagesFuel DilutionMuHaZir0% (1)
- Shell Turbo T46 PDFDocument2 pagesShell Turbo T46 PDFdionisio emilio reyes jimenezNo ratings yet
- Lubricant Condition Monitoring: Why The Lubricants MonitoringDocument14 pagesLubricant Condition Monitoring: Why The Lubricants Monitoringrbdubey2020No ratings yet
- Lubricating OilsDocument22 pagesLubricating OilsShweta PatilNo ratings yet
- 12B OilAnalysisDocument2 pages12B OilAnalysisMuhamad BadarNo ratings yet
- HP Lubes GuideDocument196 pagesHP Lubes GuideJen Ekx100% (1)
- Base Oil Markets and Drivers Nov 2016 PDFDocument28 pagesBase Oil Markets and Drivers Nov 2016 PDFSERGIO PAVA100% (1)
- Why Brake Fluid It Is ImportantDocument5 pagesWhy Brake Fluid It Is ImportantengrsurifNo ratings yet
- Natural Gas Engines LubricationDocument9 pagesNatural Gas Engines Lubricationjameel babooramNo ratings yet
- Lubrication SystemsDocument26 pagesLubrication Systemsshivsena2157No ratings yet
- Construction Lube Apps 18 Jan 16Document46 pagesConstruction Lube Apps 18 Jan 16José Cesário NetoNo ratings yet
- Automatic Grease Lubricators White PaperDocument5 pagesAutomatic Grease Lubricators White PaperPaul RuckNo ratings yet
- 2 Industrial Gear OilsDocument36 pages2 Industrial Gear Oilsmurga250100% (1)
- Evaluation of Hydrocarbon Heat Transfer Fluids: Standard Guide ForDocument3 pagesEvaluation of Hydrocarbon Heat Transfer Fluids: Standard Guide ForahmedNo ratings yet
- Maintenance Tips On OilDocument12 pagesMaintenance Tips On OilAndrea StoneNo ratings yet
- Lubricant Technology Overview: Base Oils and Engine Oil TrendsDocument31 pagesLubricant Technology Overview: Base Oils and Engine Oil TrendsNash100% (1)
- 1.2. BTR - Lubrication NotesDocument17 pages1.2. BTR - Lubrication Notesvishnu vishnu G.T.No ratings yet
- STLE ORG:BOK:LS:Additives:Boundary Lubricity Additives TLT Article Sept09Document8 pagesSTLE ORG:BOK:LS:Additives:Boundary Lubricity Additives TLT Article Sept09Dr. Stan Wardel BA, MA, MChem, MBA, DPhil, DSc.No ratings yet
- Lubs, Properties & TeatingDocument33 pagesLubs, Properties & Teatingjamesv52_743942786No ratings yet
- Gearbox LubricationDocument5 pagesGearbox LubricationTaranpreet Singh100% (1)
- Lubricants and LubricationDocument5 pagesLubricants and LubricationsafowanNo ratings yet
- MIL-L-2105D Downloaded Gear Oil SpecDocument17 pagesMIL-L-2105D Downloaded Gear Oil Speckamal arabNo ratings yet
- Splash Lubrication PDFDocument32 pagesSplash Lubrication PDFRajender KumarNo ratings yet
- SAE J300 Viscosity Grades Below 20 Grade-SAE Power Trains Fuels and Lubricants-2010Document11 pagesSAE J300 Viscosity Grades Below 20 Grade-SAE Power Trains Fuels and Lubricants-2010Irfan ShaikhNo ratings yet
- Lube Analyst Next Generation: Limit Guide ParametersDocument4 pagesLube Analyst Next Generation: Limit Guide ParametersfrancisNo ratings yet
- D4741Document8 pagesD4741rimi7alNo ratings yet
- Calcium GreaseDocument9 pagesCalcium GreaseKarthick RaghuNo ratings yet
- Lubricant Base Stocks: OutlineDocument23 pagesLubricant Base Stocks: OutlineJahmia Coralie100% (1)
- Product Information Navigo 6 So: DescriptionDocument2 pagesProduct Information Navigo 6 So: DescriptionCOMITYNo ratings yet
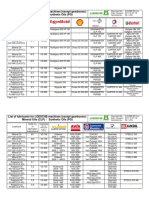
- List of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)Document8 pagesList of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)MossaabSelaimiaNo ratings yet
- ATF LubricantDocument35 pagesATF LubricantTung NguyenNo ratings yet
- Using Membrane Patch Color 1708408Document8 pagesUsing Membrane Patch Color 1708408Hesham MahdyNo ratings yet
- Turbine Oil Condition Monitoring: Oil is the LifebloodDocument13 pagesTurbine Oil Condition Monitoring: Oil is the LifebloodJagadish PatraNo ratings yet
- 100 Ways To Improve Lubrication ProgramDocument21 pages100 Ways To Improve Lubrication ProgramTalha NizamiNo ratings yet
- TT Lubricating Oils Greases Shelf Life RecommendationsDocument2 pagesTT Lubricating Oils Greases Shelf Life RecommendationsmarymydaughterNo ratings yet
- Gear Lubrication 3Document9 pagesGear Lubrication 3rashm006ranjan100% (1)
- Engine Oil 15W 40 PDFDocument2 pagesEngine Oil 15W 40 PDFAngela Jackson100% (1)
- Lubricant & LubricationDocument4 pagesLubricant & LubricationmimNo ratings yet
- Atomic Absorption Spectrophotometry For The Analysis of Wear Metals in Oil SamplesDocument12 pagesAtomic Absorption Spectrophotometry For The Analysis of Wear Metals in Oil SamplesnguyenvugreenNo ratings yet
- Gear OilsDocument3 pagesGear OilsPurchase ZenoilNo ratings yet
- Base Stocks 基础油Document18 pagesBase Stocks 基础油Yesica RozoNo ratings yet
- Synthetic Oil TestingDocument12 pagesSynthetic Oil TestingamsoildealerNo ratings yet
- Velvex Industrial Oil - Nandan Petrochem LTDDocument27 pagesVelvex Industrial Oil - Nandan Petrochem LTDNandan Petrochem Ltd0% (1)
- Grease BasicsDocument6 pagesGrease BasicsnagbabuiNo ratings yet
- Viscosity ClassificationsDocument6 pagesViscosity ClassificationsDarmawan PutrantoNo ratings yet
- Copia de Petrobras Marine Lubricating Oils Equivalent ListDocument5 pagesCopia de Petrobras Marine Lubricating Oils Equivalent Listeddy1588No ratings yet
- Engine Oil MythsDocument2 pagesEngine Oil Mythshpss77No ratings yet
- Shell Melina S30: Performance, Features & BenefitsDocument2 pagesShell Melina S30: Performance, Features & BenefitsStefas DimitriosNo ratings yet
- Technology Forum - Indoneusa - Gas Engines (Oct.2014) V2Document42 pagesTechnology Forum - Indoneusa - Gas Engines (Oct.2014) V2Frana HadiNo ratings yet
- Chapter 7 AppendixDocument3 pagesChapter 7 AppendixvivekNo ratings yet
- Chapter 8 BibliographyDocument6 pagesChapter 8 BibliographyvivekNo ratings yet
- Chapter 9 IndexDocument6 pagesChapter 9 IndexvivekNo ratings yet
- Chapter 3 Friction & Wear R1Document14 pagesChapter 3 Friction & Wear R1vivekNo ratings yet
- 0625 s06 QP 3Document12 pages0625 s06 QP 3Hubbak Khan100% (3)
- Chapter 1Document51 pagesChapter 1KHA120096 StudentNo ratings yet
- Astm d2939Document7 pagesAstm d2939Ahmad KhreisatNo ratings yet
- Geography Grade 7 1.1Document91 pagesGeography Grade 7 1.1Flo RenceNo ratings yet
- Environmental Monitoring ReportDocument26 pagesEnvironmental Monitoring Reportsimon maaaklaNo ratings yet
- Soil, Water and EnvironmentDocument32 pagesSoil, Water and EnvironmentJanus MalikNo ratings yet
- Analysis of Water QualityDocument4 pagesAnalysis of Water QualityFaisal Sattar 17-31No ratings yet
- A Study of Species Diversity of Trees in Determining Its Relation On Environmental Condition of CityDocument18 pagesA Study of Species Diversity of Trees in Determining Its Relation On Environmental Condition of CityChristian Joseph TongcoNo ratings yet
- Doe ParameterDocument1 pageDoe ParameterwnhafizahNo ratings yet
- Safety Data Sheet: Section 1. IdentificationDocument12 pagesSafety Data Sheet: Section 1. IdentificationT. LimNo ratings yet
- Meiko - Ecostar 530fDocument5 pagesMeiko - Ecostar 530fThanh ThuanNo ratings yet
- Natural GAs Compressor LubrcantsDocument34 pagesNatural GAs Compressor LubrcantsPrakash JoshiNo ratings yet
- Biosulphur D22010a PDFDocument3 pagesBiosulphur D22010a PDFM. Ilham MaulanaNo ratings yet
- History Matching ReportDocument28 pagesHistory Matching ReportsergeyNo ratings yet
- Pool Maintenance ChecklistDocument3 pagesPool Maintenance ChecklistShaifah NabilahNo ratings yet
- Chapter 46 Thermal Recovery Petroleum Engineering HandbookDocument46 pagesChapter 46 Thermal Recovery Petroleum Engineering Handbooktarek senigraNo ratings yet
- 21850, Issue 17 Flotation DAF, IAF, SAFDocument3 pages21850, Issue 17 Flotation DAF, IAF, SAFSyariful Maliki NejstaršíNo ratings yet
- 02 Corrosion Monitoring ManualDocument92 pages02 Corrosion Monitoring Manualade2012100% (6)
- Biols102 (Q&a)Document111 pagesBiols102 (Q&a)z5kywx68xkNo ratings yet
- Evi Multifition Air To Water HP 0 PDFDocument28 pagesEvi Multifition Air To Water HP 0 PDFBintang Pelangi TeknikNo ratings yet
- MSDS Colateric SlaaDocument3 pagesMSDS Colateric SlaamndmattNo ratings yet
- WILDLIFEDocument35 pagesWILDLIFEnayab gulNo ratings yet
- PLH 3. Konsep Green City of IndonesiaDocument30 pagesPLH 3. Konsep Green City of IndonesiaFerry SidaurukNo ratings yet
- Calculation WasteWater (330ton) PDFDocument21 pagesCalculation WasteWater (330ton) PDFabdullah amanullah0% (1)
- Project Environmental Monitoring and Audit Prioritization Scheme (Pemaps) QuestionnaireDocument4 pagesProject Environmental Monitoring and Audit Prioritization Scheme (Pemaps) QuestionnaireEsgra CulkinNo ratings yet
- Chemical MoonshineDocument22 pagesChemical MoonshineFelipe D. HlibkaNo ratings yet
- Magat - Case StudyDocument12 pagesMagat - Case StudyJoseph Evangelista100% (1)
- Student Notes UhvDocument31 pagesStudent Notes UhvBabio GandoNo ratings yet
- Bioretention System As Stormwater Quality Improvement MechanismDocument8 pagesBioretention System As Stormwater Quality Improvement Mechanismrobert0rojer100% (1)
- SFBI - PretzelDocument2 pagesSFBI - PretzelSergio VelosoNo ratings yet