You might also like
- Sustainable Insulation SolutionsDocument8 pagesSustainable Insulation SolutionsThilan Senarathne100% (1)
- Paper 2 Summer Series BundleDocument227 pagesPaper 2 Summer Series BundleKavay Kapoor100% (1)
- Werner Vogel Glass Chemistry PDFDocument478 pagesWerner Vogel Glass Chemistry PDFJéssica Notório100% (1)
- Case Study of FirozabadDocument19 pagesCase Study of FirozabadVanshika JainNo ratings yet
- Beedi Workers Colony Case StudyDocument27 pagesBeedi Workers Colony Case StudyArshad Dayatar0% (1)
- Exposed Brickwork PDFDocument2 pagesExposed Brickwork PDFEdwardNo ratings yet
- The Potters of EzhumangadDocument2 pagesThe Potters of Ezhumangadanju sureshNo ratings yet
- Case StudiesDocument17 pagesCase Studiesswati jaiswalNo ratings yet
- Secondary Case Study Slide 1Document3 pagesSecondary Case Study Slide 1Sarah Elizabeth BijuNo ratings yet
- Sargaalaya International Crafts FestivalDocument3 pagesSargaalaya International Crafts FestivalrengarajanNo ratings yet
- Artisan'S Village, Jaipur (Raj.)Document9 pagesArtisan'S Village, Jaipur (Raj.)aditi goenkaNo ratings yet
- Dakshin ChitraDocument29 pagesDakshin Chitralakshmi achayathNo ratings yet
- A Case Study On Facilities Provided During Wine Tourism by Sula and Soma Wineries, NashikDocument67 pagesA Case Study On Facilities Provided During Wine Tourism by Sula and Soma Wineries, NashikSanchitNo ratings yet
- Dilli HaatDocument14 pagesDilli HaatManvendra singhNo ratings yet
- Chander IDocument132 pagesChander ISAID SAYALINo ratings yet
- Case Study FinalDocument23 pagesCase Study FinalMahbuba MoumiNo ratings yet
- Khamir Craft Centre promotes traditional handicrafts through sustainable designDocument5 pagesKhamir Craft Centre promotes traditional handicrafts through sustainable designNamrata PuroNo ratings yet
- Sanskriti Kala Kendra - DelhiDocument13 pagesSanskriti Kala Kendra - DelhiRanjith Ravi NayakNo ratings yet
- SYNOPSISDocument8 pagesSYNOPSISRevathy NandaNo ratings yet
- Brief Note On ShilparamamDocument3 pagesBrief Note On ShilparamamJCBNo ratings yet
- B.V. Doshi's Principles of Architecture and Key ProjectsDocument24 pagesB.V. Doshi's Principles of Architecture and Key ProjectsGopal KhatriNo ratings yet
- Dissertation Proposal PDFDocument27 pagesDissertation Proposal PDFJaswinder ChawlaNo ratings yet
- Project Brief - Artist's Village 2021Document4 pagesProject Brief - Artist's Village 2021its.nisshantNo ratings yet
- Vernaculararchitectureofkarnataka 160913190253 PDFDocument20 pagesVernaculararchitectureofkarnataka 160913190253 PDFMOHAMMED SADDAM HUSSAINNo ratings yet
- NauchandiDocument46 pagesNauchandiapexconNo ratings yet
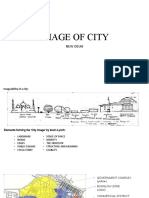
- Image of CityDocument13 pagesImage of CityHariharan GaneshNo ratings yet
- Promoting Kanchipuram's Silk Weaving HeritageDocument4 pagesPromoting Kanchipuram's Silk Weaving HeritageIrfan IrfanNo ratings yet
- Moti Bagh Palace PatialaDocument28 pagesMoti Bagh Palace PatialaPratyush DajuNo ratings yet
- Enlivening The Folklore A Case of Channapatna, KarnatakaDocument4 pagesEnlivening The Folklore A Case of Channapatna, KarnatakaSNEHA DEVARAJUNo ratings yet
- Case Study - Delli Haat & Caft MuseumDocument2 pagesCase Study - Delli Haat & Caft MuseumAsma Farooq100% (1)
- Thesis Topic 1Document10 pagesThesis Topic 1krishna KRISHNo ratings yet
- 2 Goa State MuseumDocument1 page2 Goa State MuseumSUSHMITANo ratings yet
- Aditya Rahul Final Report PDFDocument110 pagesAditya Rahul Final Report PDFarchitectfemil6663No ratings yet
- Thesis Synopsis 2017Document7 pagesThesis Synopsis 2017Sanjana AppachuNo ratings yet
- Jawahar Kala Kendra, Jaipur, IndiaDocument6 pagesJawahar Kala Kendra, Jaipur, IndiasagrikakhandkaNo ratings yet
- Indian Institute of Technology (IIT) - Gandhinagar, Phase 1A: Integrated Design TeamDocument1 pageIndian Institute of Technology (IIT) - Gandhinagar, Phase 1A: Integrated Design TeamAditya MaheshwariNo ratings yet
- Kumbi Project ProfileDocument19 pagesKumbi Project ProfileAmusersNo ratings yet
- Post Independence Architecture in India: Building: Iim Ahmedabad Architect: Louis KahnDocument17 pagesPost Independence Architecture in India: Building: Iim Ahmedabad Architect: Louis Kahnvandy nehaliaNo ratings yet
- Chawl in MumbaiDocument4 pagesChawl in MumbaiAman GuptaNo ratings yet
- SUSTAINABLE URBAN DESIGN OF KURUPAM MARKETDocument7 pagesSUSTAINABLE URBAN DESIGN OF KURUPAM MARKETMonica GiduturiNo ratings yet
- SynopsisDocument4 pagesSynopsisSreya Suresh100% (1)
- Land Use - Present ScenarioDocument21 pagesLand Use - Present ScenarioAntara Dey100% (1)
- Jawahar Kala KendraDocument12 pagesJawahar Kala KendraLulua MstrNo ratings yet
- Dissertation & Architectural Project (Part I) : D Y Patil School of ArchitectureDocument59 pagesDissertation & Architectural Project (Part I) : D Y Patil School of Architecturesarath shreeNo ratings yet
- 2022-11-28 Ad Case StudyDocument40 pages2022-11-28 Ad Case StudyrajiniNo ratings yet
- Ad z9 PotraitDocument6 pagesAd z9 PotraitAlexNo ratings yet
- Ayshwarya Thesis ReportDocument80 pagesAyshwarya Thesis ReportAr Meenu AshokNo ratings yet
- Government Development Plan PDFDocument12 pagesGovernment Development Plan PDFaarti deshmukhNo ratings yet
- Literature StudyDocument12 pagesLiterature StudyArslaan AlamNo ratings yet
- SYNOPSISDocument6 pagesSYNOPSISNavya VenkateshNo ratings yet
- DD44 Uravu PDFDocument6 pagesDD44 Uravu PDFKarthika RuthraNo ratings yet
- The Cultural Promenade - Thesis 2015' - Case Study On Arts (Artist Village) - Comparative Analysis Hindustan University Entry SpacesDocument5 pagesThe Cultural Promenade - Thesis 2015' - Case Study On Arts (Artist Village) - Comparative Analysis Hindustan University Entry SpacesManimegalai PrasannaNo ratings yet
- Main Problem 2 (Kannagi Nagar) - Compressed (1) - CompressedDocument48 pagesMain Problem 2 (Kannagi Nagar) - Compressed (1) - CompressedJalagandEshwarNo ratings yet
- Pragati MaidanDocument17 pagesPragati MaidanJanhavi Sankhe50% (2)
- BDA Complex, BanashankariDocument11 pagesBDA Complex, BanashankariAdharsh RajputNo ratings yet
- Triveni Kala Sangam India International Center Case StudyDocument1 pageTriveni Kala Sangam India International Center Case StudyHimanshu SainiNo ratings yet
- Thesis Synopsis PDFDocument6 pagesThesis Synopsis PDFAzrah FathimaNo ratings yet
- Traditional Agraharam Houses of Kanchipuram: J. SumathiDocument2 pagesTraditional Agraharam Houses of Kanchipuram: J. SumathiAtshayaNo ratings yet
- Craft Village Floor Plan Area DetailsDocument7 pagesCraft Village Floor Plan Area DetailsAyisha HAZEENANo ratings yet
- Nalanda International School: Vadodara, IndiaDocument15 pagesNalanda International School: Vadodara, IndiaToshika AgrawalNo ratings yet
- Cluster Profile Belgaum Foundries: KarnatakaDocument14 pagesCluster Profile Belgaum Foundries: KarnatakaSonal PatelNo ratings yet
- Cluster Profile Coimbatore Foundries: Tamil NaduDocument16 pagesCluster Profile Coimbatore Foundries: Tamil NaduSonal PatelNo ratings yet
- Indian Cement Industry-A Perspective by JVDocument6 pagesIndian Cement Industry-A Perspective by JVKendra TerryNo ratings yet
- Glass and Ceramics 170708 PDFDocument16 pagesGlass and Ceramics 170708 PDFKendra TerryNo ratings yet
- 62100Document21 pages62100Kendra TerryNo ratings yet
- NSUT Round1 Cutoff 2020Document1 pageNSUT Round1 Cutoff 2020Kendra TerryNo ratings yet
- CT Initive at SMEs in IndiaDocument19 pagesCT Initive at SMEs in IndiaKendra TerryNo ratings yet
- Glass IndustryDocument11 pagesGlass Industrysmita6nayakNo ratings yet
- Waste Heat Power Systems Capture Untapped EnergyDocument9 pagesWaste Heat Power Systems Capture Untapped EnergyWilson FigueiraNo ratings yet
- Waste Heat Power Systems Capture Untapped EnergyDocument9 pagesWaste Heat Power Systems Capture Untapped EnergyWilson FigueiraNo ratings yet
- Pneumatic Conveying Systems ExplainedDocument16 pagesPneumatic Conveying Systems Explainedlhphong021191No ratings yet
- Entrance Test June Session 2019 20 PGDMM PGDSCMDocument1 pageEntrance Test June Session 2019 20 PGDMM PGDSCMKendra TerryNo ratings yet
- 62100Document21 pages62100Kendra TerryNo ratings yet
- Pneumatic Conveying Systems ExplainedDocument15 pagesPneumatic Conveying Systems ExplainedKendra TerryNo ratings yet
- ISP Tech List - 0 PDFDocument1 pageISP Tech List - 0 PDFKendra TerryNo ratings yet
- ISP Tech List - 0 PDFDocument1 pageISP Tech List - 0 PDFKendra TerryNo ratings yet
- Noc19 mm07 Assignment9Document3 pagesNoc19 mm07 Assignment9Kendra Terry100% (2)
- Economic Implementation of The Organic Rankine Cycle in Industry PDFDocument11 pagesEconomic Implementation of The Organic Rankine Cycle in Industry PDFKendra TerryNo ratings yet
- Prospectus PGDMM PGDSCMLDocument34 pagesProspectus PGDMM PGDSCMLKendra TerryNo ratings yet
- PGDMM PGDSCML 2 Years Assignments For 1st & 2nd Sem Jul Dec 2019Document14 pagesPGDMM PGDSCML 2 Years Assignments For 1st & 2nd Sem Jul Dec 2019Kendra TerryNo ratings yet
- Application Form PGDMM PGDSCMLDocument2 pagesApplication Form PGDMM PGDSCMLKendra TerryNo ratings yet
- 4 078 12 - ForniDocument12 pages4 078 12 - ForniKendra TerryNo ratings yet
- PGDMM PGDSCML 2 Years Assignments For 1st & 2nd Sem Jul Dec 2019Document14 pagesPGDMM PGDSCML 2 Years Assignments For 1st & 2nd Sem Jul Dec 2019Kendra TerryNo ratings yet
- QTR Ch8 - Waste Heat Recovery TA Feb-13-2015 PDFDocument27 pagesQTR Ch8 - Waste Heat Recovery TA Feb-13-2015 PDFktejankarNo ratings yet
- Noc18 mg29 Assignment2Document4 pagesNoc18 mg29 Assignment2Kendra TerryNo ratings yet
- 22091724104.modular Kitchen Price Bid PDFDocument4 pages22091724104.modular Kitchen Price Bid PDFKendra TerryNo ratings yet
- Noc18 mg29 Assignment3Document5 pagesNoc18 mg29 Assignment3Kendra TerryNo ratings yet
- Layout For WebsiteDocument1 pageLayout For WebsiteKendra TerryNo ratings yet
- Withdrawal ApplicationDocument1 pageWithdrawal ApplicationKendra TerryNo ratings yet
- Consolidated ReportDocument86 pagesConsolidated ReportBalasubramanian M.BNo ratings yet
- Rice Husk Cogeneration 1000 KW WarangalDocument84 pagesRice Husk Cogeneration 1000 KW WarangalKendra TerryNo ratings yet
- Bullet-Proof Glass and Window, Armored Glass, Bulletproof Glass, Proof Glass, Armored Window, Bullet-Proof Glass Armor EngineeringDocument1 pageBullet-Proof Glass and Window, Armored Glass, Bulletproof Glass, Proof Glass, Armored Window, Bullet-Proof Glass Armor EngineeringSHAIRYL ANNE PANDOSENNo ratings yet
- 3 Ceramic Fabrication NextDocument34 pages3 Ceramic Fabrication NextFaisal Azis RamadhanNo ratings yet
- Schott Optical Glass Pocket Catalog Europe October 2011 Eng PDFDocument114 pagesSchott Optical Glass Pocket Catalog Europe October 2011 Eng PDFradwan137No ratings yet
- PPT MFG Chapter08 FinalDocument37 pagesPPT MFG Chapter08 Final劉德信No ratings yet
- 29 Cenelecguide29Document26 pages29 Cenelecguide29panalcaNo ratings yet
- Stunning Stained Glass Looks For Beautiful Home DecorDocument17 pagesStunning Stained Glass Looks For Beautiful Home DecorsuryaNo ratings yet
- ClissalDocument9 pagesClissalRupesh Naidu100% (1)
- Row Schott Technical Glasses View 2020-04-14Document80 pagesRow Schott Technical Glasses View 2020-04-14Oleg ChernovNo ratings yet
- HoA3 (1. Industrial Revolution)Document9 pagesHoA3 (1. Industrial Revolution)003. M.priyankaNo ratings yet
- Low Melting GlassDocument5 pagesLow Melting GlassKuanzong FungNo ratings yet
- A Review On Basalt Fibre and Its Composites PDFDocument21 pagesA Review On Basalt Fibre and Its Composites PDFEjaz RahimiNo ratings yet
- SKEMA JAWAPAN Sains KERTAS 2 Ting 4Document7 pagesSKEMA JAWAPAN Sains KERTAS 2 Ting 4azmijaaffar67% (3)
- Pt. Cahayatiara Mustika Scientific Indonesia - Price 2019 - GlasswareDocument23 pagesPt. Cahayatiara Mustika Scientific Indonesia - Price 2019 - GlasswareRiyad SudrajatNo ratings yet
- Quotation About Solar Street Light From SRESKY Crystal-2023.2.10Document4 pagesQuotation About Solar Street Light From SRESKY Crystal-2023.2.10Romel ValquiNo ratings yet
- SUPRAL - S60 Per Blocchi (Equivalente RESISTAL S60)Document1 pageSUPRAL - S60 Per Blocchi (Equivalente RESISTAL S60)giuseppe.timpone1No ratings yet
- AIC 2011 Book-of-Abstracts Web PDFDocument223 pagesAIC 2011 Book-of-Abstracts Web PDFJimena OdettiNo ratings yet
- Technological Advances in Fine Abrasive ProcessesDocument52 pagesTechnological Advances in Fine Abrasive ProcessesLucas HarimNo ratings yet
- Pre FormulationDocument203 pagesPre FormulationIlmaMonalisaNo ratings yet
- 9837-Article Text-9788-1-10-20181029Document30 pages9837-Article Text-9788-1-10-20181029Jéssica IglésiasNo ratings yet
- Methods and EquipmentDocument5 pagesMethods and EquipmentChrissy LayugNo ratings yet
- Coxwell skylights are superior with strength, efficiency and sustainabilityDocument2 pagesCoxwell skylights are superior with strength, efficiency and sustainabilityHarsh SharmaNo ratings yet
- S Rinkler D I Az NG Protection of Exterior: AbstruetDocument23 pagesS Rinkler D I Az NG Protection of Exterior: AbstruetShashikant ChaturvediNo ratings yet
- Type of GlassDocument2 pagesType of GlassNoor FarihanNo ratings yet
- M. Doors and WindowsDocument6 pagesM. Doors and WindowsTharaka PereraNo ratings yet
- Overview Glass Furnace1Document34 pagesOverview Glass Furnace1Yogesh BadheNo ratings yet
- F 428 - 03 - Rjqyoc0wmwDocument5 pagesF 428 - 03 - Rjqyoc0wmwAnilNo ratings yet
- Uni-Seals Product Catalog: Skived Sheets: Molded SheetsDocument1 pageUni-Seals Product Catalog: Skived Sheets: Molded Sheetsglobal caroniNo ratings yet