You might also like
- 1 E-1742Document15 pages1 E-1742punitg_2No ratings yet
- Service Manual: (Snowmobile)Document196 pagesService Manual: (Snowmobile)serg perNo ratings yet
- Astm17 0303Document5 pagesAstm17 0303Edgardo Emilio CantillanoNo ratings yet
- Astm B393-09Document6 pagesAstm B393-09Srinivasan KrishnamoorthyNo ratings yet
- PRCI - ACMitigationDocument158 pagesPRCI - ACMitigationwasre100% (2)
- AISE No. 7 Specifications For Ladle HooksDocument7 pagesAISE No. 7 Specifications For Ladle HookscadyfemNo ratings yet
- MSS SP 25 Marking System For Valves PDFDocument29 pagesMSS SP 25 Marking System For Valves PDFMariano Emir Garcia OdriozolaNo ratings yet
- Iso 642-1999Document24 pagesIso 642-1999jerfmos100% (3)
- EGWDocument2 pagesEGWpratishgnairNo ratings yet
- Se 1316Document46 pagesSe 1316leonciomavarezNo ratings yet
- Asme Sec Ii C Sfa-5.11Document32 pagesAsme Sec Ii C Sfa-5.11AliNo ratings yet
- ACCA F1 CBE Black Mock - WWW - ACUTEACCA.TKDocument28 pagesACCA F1 CBE Black Mock - WWW - ACUTEACCA.TKPakistan Dramas80% (5)
- Accelerated Corrosion Testing For Product Qualification: November 2007Document11 pagesAccelerated Corrosion Testing For Product Qualification: November 2007Hendri WaeNo ratings yet
- A508Document8 pagesA508doshi78No ratings yet
- Business Strategy For Cloud IBMDocument16 pagesBusiness Strategy For Cloud IBMMichael PangNo ratings yet
- SEC Form F-100Document2 pagesSEC Form F-100Jheng Nuqui50% (2)
- CS-2 CS-3Document24 pagesCS-2 CS-3Anonymous V9cxdfNo ratings yet
- SSPC Visual 2Document5 pagesSSPC Visual 2Chris Mendoza100% (1)
- ASTM E1003 13 Hydrostatic Leak Testing 1 PDFDocument3 pagesASTM E1003 13 Hydrostatic Leak Testing 1 PDFAndrea Fabiana BlaschiNo ratings yet
- A271 96Document3 pagesA271 96nishanthNo ratings yet
- 18 Astm A403 A403m-2018Document10 pages18 Astm A403 A403m-2018FYNo ratings yet
- Certification Document - Da200 Contour ProbeDocument1 pageCertification Document - Da200 Contour ProbeTonyRiverosBecerraNo ratings yet
- Pages Welding High Strength Bolts: Anchor Bolt and Construction Fastener ManufacturerDocument4 pagesPages Welding High Strength Bolts: Anchor Bolt and Construction Fastener ManufacturermauricioveracorreaNo ratings yet
- Compressible-Washer-Type Direct Tension Indicators For Use With Structural FastenersDocument5 pagesCompressible-Washer-Type Direct Tension Indicators For Use With Structural FastenersDarwin DarmawanNo ratings yet
- ASTM B 337 Seamless & Welded Titanium & Titanium Alloy Pipe - 1995Document4 pagesASTM B 337 Seamless & Welded Titanium & Titanium Alloy Pipe - 1995ecsuperalNo ratings yet
- En 10025-2Document4 pagesEn 10025-2Sebastián Araya MoraNo ratings yet
- Astm A6 2004 PDFDocument64 pagesAstm A6 2004 PDFSofiaJabadanEspulgarNo ratings yet
- ASTZM E1476-97 Metals Sorting Guide PDFDocument12 pagesASTZM E1476-97 Metals Sorting Guide PDFKewell LimNo ratings yet
- ASTM E340-95 Standard Method of Macroetch Metal AlloyDocument11 pagesASTM E340-95 Standard Method of Macroetch Metal Alloynearmiss82100% (1)
- Api 578 Positive Material Identification Pmi PDFDocument24 pagesApi 578 Positive Material Identification Pmi PDFSANKARAN.KNo ratings yet
- Astm A270 PDFDocument1 pageAstm A270 PDFgaminNo ratings yet
- Astm B337 PDFDocument1 pageAstm B337 PDFgaminNo ratings yet
- Sfa-5 31Document10 pagesSfa-5 31Sarvesh MishraNo ratings yet
- Specification For Coating SteelDocument28 pagesSpecification For Coating SteelSaud PathiranaNo ratings yet
- A5 10-A5 10M-1999 - R2007PVDocument7 pagesA5 10-A5 10M-1999 - R2007PVfeni4kaNo ratings yet
- API STD 1104 Sept. 2013 Errata1 April 2014 PDFDocument2 pagesAPI STD 1104 Sept. 2013 Errata1 April 2014 PDFIngenius TeamNo ratings yet
- En 13920-2015Document8 pagesEn 13920-2015mihaiNo ratings yet
- Astm A 961-2002Document7 pagesAstm A 961-2002David Cruz PalaciosNo ratings yet
- Astm A 516 Gr.60n Plate SpecificationDocument3 pagesAstm A 516 Gr.60n Plate Specificationharishbabuek100% (1)
- A5 30-A5 30M-2007PVDocument6 pagesA5 30-A5 30M-2007PVJawad MunirNo ratings yet
- Aws-5 18Document42 pagesAws-5 18Nick McalpinNo ratings yet
- Method Statement For In-Situ Metallography Test: DCSM Project 2019Document5 pagesMethod Statement For In-Situ Metallography Test: DCSM Project 2019Thinh NguyenNo ratings yet
- Astm E446 - 10Document4 pagesAstm E446 - 10laythNo ratings yet
- ASTM E1916 - 97 Identificación Positiva Materiales PDFDocument3 pagesASTM E1916 - 97 Identificación Positiva Materiales PDFCristian OtivoNo ratings yet
- Sa 435 (Ed 2013)Document4 pagesSa 435 (Ed 2013)Mohd Idris MohiuddinNo ratings yet
- JIS Z 2320-1-2007 Non-Destructive Testing - Magnetic Particle Testing - Part 1 General Principles-6 PDFDocument31 pagesJIS Z 2320-1-2007 Non-Destructive Testing - Magnetic Particle Testing - Part 1 General Principles-6 PDFNguyễn Hữu BằngNo ratings yet
- Bs 5996Document13 pagesBs 5996Sintha AidroosNo ratings yet
- Qualified Products List OF Products Qualified Under Sae Aerospace Material Specification SAE AMS 2644Document33 pagesQualified Products List OF Products Qualified Under Sae Aerospace Material Specification SAE AMS 2644Sen SeyNo ratings yet
- Echograph 1095 PDFDocument6 pagesEchograph 1095 PDFBlack NevadaNo ratings yet
- Accreditation Criteria For Inspection Programs For Manufacturers of Metal Building Systems AC472Document29 pagesAccreditation Criteria For Inspection Programs For Manufacturers of Metal Building Systems AC472이혁재No ratings yet
- Development of UNS S 32760Document8 pagesDevelopment of UNS S 32760TasmanijskaNemaNo ratings yet
- Norma ASTM A380.27738-1Document12 pagesNorma ASTM A380.27738-1windeletaNo ratings yet
- Asme Section II A Sa-358 Sa-358mDocument10 pagesAsme Section II A Sa-358 Sa-358mAnonymous GhPzn1xNo ratings yet
- A319Document2 pagesA319malika_000% (1)
- Api 1104Document3 pagesApi 1104Tahar DabbarNo ratings yet
- Jis G3101 1995Document14 pagesJis G3101 1995TUAN NGUYEN VANNo ratings yet
- Astm-E1209 - 99Document6 pagesAstm-E1209 - 99DESTINY SIMONNo ratings yet
- Nace Withdrawn Standards PDFDocument2 pagesNace Withdrawn Standards PDFyusbelis0% (1)
- Iso 10630 1994Document9 pagesIso 10630 1994gabriela1963No ratings yet
- Tower AccessoriesDocument2 pagesTower AccessoriesmulualemNo ratings yet
- Continuously Pre-Pained Galvanized Steel Sheets and Coils (First Revision of IS 14246) ICS 77.140.50Document8 pagesContinuously Pre-Pained Galvanized Steel Sheets and Coils (First Revision of IS 14246) ICS 77.140.50Trdipraj VaghelaNo ratings yet
- FRS Electrical Panel Spec EOIDocument20 pagesFRS Electrical Panel Spec EOITravis WoodNo ratings yet
- P208R2 NyomatékokDocument1 pageP208R2 NyomatékokkiaoNo ratings yet
- Chapter 48 P.L. 1999Document4 pagesChapter 48 P.L. 1999RCNo ratings yet
- 2250at 1 HelicopterDocument10 pages2250at 1 Helicopterahmed fouadNo ratings yet
- Clo 1 PPT - GlobalizationDocument16 pagesClo 1 PPT - GlobalizationMila NacpilNo ratings yet
- Encal 3000 Quad Gas Chromatograph Hardware ManualDocument52 pagesEncal 3000 Quad Gas Chromatograph Hardware ManualMohamed El MaadawyNo ratings yet
- File - 20221010 - 105336 - Test 1Document8 pagesFile - 20221010 - 105336 - Test 1Trinh Nông Ngọc LongNo ratings yet
- Cpi Catalog Section 2Document65 pagesCpi Catalog Section 2Seth PortmanNo ratings yet
- Aspirin PDFDocument3 pagesAspirin PDFRayan FuadNo ratings yet
- Astar TutorialDocument5 pagesAstar Tutorialayesha_khan963No ratings yet
- Finance Case Study SolutionDocument4 pagesFinance Case Study SolutionOmar MosalamNo ratings yet
- Campground Concession Business PlanDocument19 pagesCampground Concession Business PlanSirine HedhliNo ratings yet
- Amines All DPPDocument7 pagesAmines All DPPmurugan NishanthNo ratings yet
- Hempalin Enamel 52140: Product CharacteristicsDocument4 pagesHempalin Enamel 52140: Product CharacteristicsM BayuNo ratings yet
- Ebook Ebook PDF Principles of Healthcare Leadership by Bernard J Healey PDFDocument41 pagesEbook Ebook PDF Principles of Healthcare Leadership by Bernard J Healey PDFdonita.nichols650100% (37)
- M CommerceDocument31 pagesM CommerceMustaqeem SheikhNo ratings yet
- Literature Review On Digital ThermometerDocument4 pagesLiterature Review On Digital Thermometerafdtovmhb100% (1)
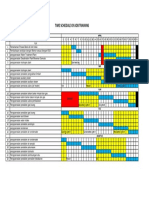
- Time Schedule On Job Training: Elemen Kompetensi AprilDocument1 pageTime Schedule On Job Training: Elemen Kompetensi AprilEastor Rainhard Dogma TambunanNo ratings yet
- CU360 Sales-Guide FinalDocument4 pagesCU360 Sales-Guide FinalDanny Montero FloresNo ratings yet
- Catalog and Data SheetDocument2 pagesCatalog and Data SheetKRISH kmsNo ratings yet
- PCTOCDocument105 pagesPCTOCmvnivanNo ratings yet
- Introduction To Computer SoftwareDocument8 pagesIntroduction To Computer SoftwareJericho ArmamentoNo ratings yet
- Health 10 Module 1Document15 pagesHealth 10 Module 1Kate BatacNo ratings yet
- LumberLok Fixing ManualDocument124 pagesLumberLok Fixing Manualjcvalencia100% (1)
- Production Function With Two Variable Inputs - Iso - QuantDocument13 pagesProduction Function With Two Variable Inputs - Iso - QuantabhilashNo ratings yet
- Tuten 5e PPT02Document20 pagesTuten 5e PPT02deiaaldeen30No ratings yet