You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Iso 9809 1 2010 en PDFDocument11 pagesIso 9809 1 2010 en PDFgabrielNo ratings yet
- ASME Sec IX - Questions For API ExamDocument21 pagesASME Sec IX - Questions For API ExamMKAMRANBHATTI87% (31)
- Design and Construction of An Induction Furnace (Cooling SysDocument143 pagesDesign and Construction of An Induction Furnace (Cooling SysKalyanHalder100% (10)
- Press Tool Operation and FunctionsDocument25 pagesPress Tool Operation and Functionsjagan89% (9)
- Schedule of Rate - JKR - MalaysiaDocument29 pagesSchedule of Rate - JKR - MalaysiaĄlmost Ąwhisper86% (7)
- Ammunitions and Cartridges: Presented By: Alex P. Sarmiento MS CrimDocument114 pagesAmmunitions and Cartridges: Presented By: Alex P. Sarmiento MS CrimSundae Angenette100% (1)
- Sample Written Test & Answer KeyDocument5 pagesSample Written Test & Answer KeyAlberto T. ToledoNo ratings yet
- ASTM GradesDocument1 pageASTM GradesBill GuNo ratings yet
- L.A.C.T. Unit DesignDocument3 pagesL.A.C.T. Unit DesignBill Gu100% (2)
- Horizontal vs. Vertical PumpDocument2 pagesHorizontal vs. Vertical PumpBill GuNo ratings yet
- Materials According To AstmDocument2 pagesMaterials According To AstmBill GuNo ratings yet
- Materials Failure Modes 2Document5 pagesMaterials Failure Modes 2Bill GuNo ratings yet
- HDPE Pipe System Design PDFDocument16 pagesHDPE Pipe System Design PDFBill GuNo ratings yet
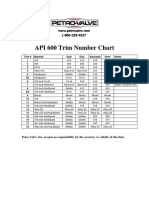
- API 600 Trim Number Chart PDFDocument1 pageAPI 600 Trim Number Chart PDFBill GuNo ratings yet
- Sae Ams 5537J-2017Document6 pagesSae Ams 5537J-2017Mehdi MokhtariNo ratings yet
- Estimate For Ms. R.M.Y.K. Rathnayake: No Description Unit Rate Qty AmountDocument7 pagesEstimate For Ms. R.M.Y.K. Rathnayake: No Description Unit Rate Qty AmountYashika Bhathiya JayasingheNo ratings yet
- Cswip 3.1 Question PaperDocument213 pagesCswip 3.1 Question Papersateesh50% (2)
- H65 Material List For QuotationDocument4 pagesH65 Material List For QuotationRick.B.KNo ratings yet
- Doclib 4876 Nicore 55, Shield-Cor 4xpDocument1 pageDoclib 4876 Nicore 55, Shield-Cor 4xpKureiNo ratings yet
- C50L Huck BoltDocument8 pagesC50L Huck BoltEduardo Granados SánchezNo ratings yet
- IPD Costing PDFDocument10 pagesIPD Costing PDFSaddy DipoNo ratings yet
- CXC - CSEC Mechanical Eng Technology Paper 2 (May 2010)Document12 pagesCXC - CSEC Mechanical Eng Technology Paper 2 (May 2010)Marie Henry0% (1)
- En 10029 PDFDocument1 pageEn 10029 PDFJan AmersfNo ratings yet
- ZIMMERMANN, T. Et Alii, The Metal Tablet From Boğazköy-Hattuša. First Archaeometric ImpressionsDocument6 pagesZIMMERMANN, T. Et Alii, The Metal Tablet From Boğazköy-Hattuša. First Archaeometric ImpressionsAngel Carlos Perez AguayoNo ratings yet
- Aluminum 2014-T6 2014-T651 (Extended Form Data) : Advertise With Matweb!Document9 pagesAluminum 2014-T6 2014-T651 (Extended Form Data) : Advertise With Matweb!vishwanadh kNo ratings yet
- Design Elements RoofDocument2 pagesDesign Elements Roofcrizel100% (1)
- Innershield NR - 203 Nickel (1%) : Conformances Key FeaturesDocument1 pageInnershield NR - 203 Nickel (1%) : Conformances Key FeaturesH_DEBIANENo ratings yet
- Anchor Systems: Hilti. Outperform. OutlastDocument65 pagesAnchor Systems: Hilti. Outperform. OutlastRestie TeanoNo ratings yet
- Ilovepdf MergedDocument105 pagesIlovepdf MergedLiseth RodriguezNo ratings yet
- W The Rate in Weight Gain or Loss (G/CM I Current DensityDocument12 pagesW The Rate in Weight Gain or Loss (G/CM I Current Densityهدوء السماءNo ratings yet
- 16 Zones: Acharya Vikul Bansal 7330000727Document21 pages16 Zones: Acharya Vikul Bansal 7330000727Vikul Bansal100% (1)
- Sae Astm Aisi ChartDocument1 pageSae Astm Aisi ChartOmar Jesus CocaNo ratings yet
- FMC Weco Butterfly Valve Catalog-006Document1 pageFMC Weco Butterfly Valve Catalog-006ferdy110276No ratings yet
- Pages From SAES-H-001-5Document1 pagePages From SAES-H-001-5mohammed s fawabNo ratings yet
- LOW CARBON STEEL SHOT Vs HIGH CARBON STEEL SHOTDocument13 pagesLOW CARBON STEEL SHOT Vs HIGH CARBON STEEL SHOTPreeti Sharma EEELNo ratings yet
- MipDocument2 pagesMipJohn Teejay RoqueNo ratings yet
- Astm B111Document9 pagesAstm B111mmlingNo ratings yet