You might also like
- Schermafbeelding 2021-09-18 Om 15.57.50Document386 pagesSchermafbeelding 2021-09-18 Om 15.57.50Esoteric Sensations100% (1)
- Free-Range Chicken Farming PDFDocument138 pagesFree-Range Chicken Farming PDFDennis MacedoNo ratings yet
- Mass Effect 3: VindicationDocument539 pagesMass Effect 3: VindicationGerry Pugliese100% (1)
- About Compression - Page 10 - RTM CommunityDocument31 pagesAbout Compression - Page 10 - RTM CommunityMohammed FarooqNo ratings yet
- Labor JurisdictionDocument37 pagesLabor JurisdictionChoystel Mae Artigas100% (1)
- Group-13 Case 12Document80 pagesGroup-13 Case 12Abu HorayraNo ratings yet
- HRMGT289 - 1 Store 24 1.11Document2 pagesHRMGT289 - 1 Store 24 1.11Sandip Chowdhury100% (1)
- Case Analysis Landmark FacilityDocument25 pagesCase Analysis Landmark Facilitystark100% (1)
- Assignment (Strategic Management) Rabia Zaki - 1935332Document5 pagesAssignment (Strategic Management) Rabia Zaki - 1935332Rabia ZakiNo ratings yet
- Aleph Farms Case Analysis Highlights Company's Focus on SustainabilityDocument7 pagesAleph Farms Case Analysis Highlights Company's Focus on SustainabilityOlivia HorvathNo ratings yet
- Allergan Case Analysis: This Study Resource WasDocument5 pagesAllergan Case Analysis: This Study Resource WasKoneru KrishnakantNo ratings yet
- Black & Decker CorporationDocument20 pagesBlack & Decker Corporationboseuttam1No ratings yet
- Coolit SystemsDocument5 pagesCoolit SystemsUsama NaseemNo ratings yet
- Kentucky Fried Chicken in JapanDocument3 pagesKentucky Fried Chicken in Japanezeasor arinzeNo ratings yet
- Bookbinders Book Club Case: Assignment 5: Identifying Target Customers (Individual Assignment)Document4 pagesBookbinders Book Club Case: Assignment 5: Identifying Target Customers (Individual Assignment)stellaNo ratings yet
- Week 6 Case AnalysisDocument2 pagesWeek 6 Case AnalysisVarun Abbineni0% (1)
- Instructor Manual LandyConte2EDocument103 pagesInstructor Manual LandyConte2EBrendan CurtinNo ratings yet
- Supply Chain Re-Engineering Saves Elizabeth Arden $180MDocument6 pagesSupply Chain Re-Engineering Saves Elizabeth Arden $180MjaveriaNo ratings yet
- IB SummaryDocument7 pagesIB SummaryrronakrjainNo ratings yet
- TDC Case FinalDocument3 pagesTDC Case Finalbjefferson21No ratings yet
- Eli Lilly's strategic facility choiceDocument6 pagesEli Lilly's strategic facility choiceKaruna GaranNo ratings yet
- Exam 2 Guidelines 2019Document6 pagesExam 2 Guidelines 2019Sri VeludandiNo ratings yet
- Improve Rolfs production processes with sample testing, data analysis, standardized procedures, defect reduction, and quality auditingDocument1 pageImprove Rolfs production processes with sample testing, data analysis, standardized procedures, defect reduction, and quality auditingAchal GoelNo ratings yet
- Home Depot Case Group 2Document10 pagesHome Depot Case Group 2Rishabh TyagiNo ratings yet
- Ramco Cement Limited: Insight Into Their Marketing AnalyticsDocument15 pagesRamco Cement Limited: Insight Into Their Marketing Analyticsnishant1984No ratings yet
- Eli Lilly Manufacturing Strategy PaperDocument6 pagesEli Lilly Manufacturing Strategy PaperJithin P GopalNo ratings yet
- Precision Worldwide's Steel to Plastic Ring Transition StrategyDocument3 pagesPrecision Worldwide's Steel to Plastic Ring Transition Strategykaran_w3No ratings yet
- Hindalco NovelisDocument15 pagesHindalco NovelisUjwal Shetty100% (1)
- Deutsche AllgemeinversicherungDocument4 pagesDeutsche AllgemeinversicherungThinakaran S BNo ratings yet
- MSL 711: Strategic Management: Newell Case Study AnalysisDocument3 pagesMSL 711: Strategic Management: Newell Case Study AnalysisAjay KaleNo ratings yet
- Chapter 5Document11 pagesChapter 5L LNo ratings yet
- Dell Case - Narmin MammadovaDocument12 pagesDell Case - Narmin MammadovaNarmin J. Mamedova100% (1)
- The New Years Eve CrisisDocument6 pagesThe New Years Eve CrisisDipta Bhanu BakshiNo ratings yet
- Eli Lilly manufacturing strategy case studyDocument5 pagesEli Lilly manufacturing strategy case studyprakhar guptaNo ratings yet
- Group 6 - Transforming Luxury Distribution in AsiaDocument5 pagesGroup 6 - Transforming Luxury Distribution in AsiaAnsh LakhmaniNo ratings yet
- CRU AssignmentDocument1 pageCRU AssignmentDuc NguyenNo ratings yet
- Case 3 - Starbucks - Assignment QuestionsDocument3 pagesCase 3 - Starbucks - Assignment QuestionsShaarang BeganiNo ratings yet
- Baria IliasDocument18 pagesBaria IliasRaquel OliveiraNo ratings yet
- PGP36412 GoogleCarDocument1 pagePGP36412 GoogleCarAYUSH VERMANo ratings yet
- Ethical Dilemmas in Product DevelopmentDocument44 pagesEthical Dilemmas in Product Developmentfrndjohn88% (8)
- Kirkby When Growth Stalls SummaryDocument2 pagesKirkby When Growth Stalls SummaryDevika AtreeNo ratings yet
- Chapter 5Document3 pagesChapter 5zixuan weiNo ratings yet
- Bayonne Packaging, Inc - Case Solution QualityDocument19 pagesBayonne Packaging, Inc - Case Solution QualityCheenu JainNo ratings yet
- Session 17 MBA 703 2018 BeforeclassDocument43 pagesSession 17 MBA 703 2018 BeforeclassGeeta SinghNo ratings yet
- BSE Case StudyDocument2 pagesBSE Case Studykowshik moyyaNo ratings yet
- Quiz 1Document3 pagesQuiz 1Yong RenNo ratings yet
- The Goal by Eliyahu M. Goldratt Term ReportDocument1 pageThe Goal by Eliyahu M. Goldratt Term ReportSania MirzaNo ratings yet
- Quality Analytics SimulationDocument2 pagesQuality Analytics SimulationNehir AltıparmakNo ratings yet
- 108 PBM #2 Winter 2015 Part 2Document5 pages108 PBM #2 Winter 2015 Part 2Ray0% (1)
- Assignment 1: 1) Identify "Quick Wins" As A Result of A Detailed Understanding of The Economics of Your New CompanyDocument5 pagesAssignment 1: 1) Identify "Quick Wins" As A Result of A Detailed Understanding of The Economics of Your New CompanyjyNiNo ratings yet
- MIT15 067S11 Lec01Document54 pagesMIT15 067S11 Lec01Ralph JohnsonNo ratings yet
- A1 10BM60005Document13 pagesA1 10BM60005amit_dce100% (2)
- Anagene Case StudyDocument1 pageAnagene Case StudySam Man0% (3)
- Chapter 8 Long Lived Assets - SolutionsDocument102 pagesChapter 8 Long Lived Assets - SolutionsKate SandersNo ratings yet
- Strategic ManagentDocument2 pagesStrategic Managentmurtaza259No ratings yet
- 8 GMM Comparative Case Study Balonia and BanchuriaDocument16 pages8 GMM Comparative Case Study Balonia and BanchuriaTina WuNo ratings yet
- Quality Wireless (A) ... KEL153Document6 pagesQuality Wireless (A) ... KEL153Amit Admune0% (1)
- Stakeholder InterviewsDocument20 pagesStakeholder InterviewsmikewatkinsNo ratings yet
- Chap 018Document25 pagesChap 018Neetu RajaramanNo ratings yet
- The GainersDocument10 pagesThe Gainersborn2growNo ratings yet
- Anagene - Final Case AssignmentDocument19 pagesAnagene - Final Case AssignmentSantiago Fernandez Moreno100% (1)
- ABB Case StudyDocument1 pageABB Case StudyAjit Chadha50% (2)
- Corporate Financial Analysis with Microsoft ExcelFrom EverandCorporate Financial Analysis with Microsoft ExcelRating: 5 out of 5 stars5/5 (1)
- Lorie Savage Capital JB 1949Document11 pagesLorie Savage Capital JB 1949akumar_45291100% (1)
- Wa Html5 PDFDocument28 pagesWa Html5 PDFnsovosamboNo ratings yet
- Qip Ice 06 Valve Timing DiagramsDocument29 pagesQip Ice 06 Valve Timing Diagramsام احمدNo ratings yet
- 7 Semester Mechanical Engineering: Course No. Course Name Credits L T PDocument8 pages7 Semester Mechanical Engineering: Course No. Course Name Credits L T PAJNo ratings yet
- Petrol Vs Diesel Cars (General Comparision)Document6 pagesPetrol Vs Diesel Cars (General Comparision)AJNo ratings yet
- Poka YokeDocument25 pagesPoka YokepatilpradnyaNo ratings yet
- ALD PatriciaLockwood TheCommunalMindDocument16 pagesALD PatriciaLockwood TheCommunalMindtillhopstockNo ratings yet
- Ethics Final ModuleDocument27 pagesEthics Final ModuleEdmond TagubaNo ratings yet
- Affidavit of lost check issued by LANDBANKDocument1 pageAffidavit of lost check issued by LANDBANKMelcris EmeterioNo ratings yet
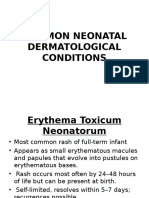
- Common Neonatal Dermatological ConditionsDocument27 pagesCommon Neonatal Dermatological ConditionsArslan SiddiquiNo ratings yet
- Ozark River Bank Cases: 20210821 - Case AnalysisDocument6 pagesOzark River Bank Cases: 20210821 - Case AnalysisTresna AswinNo ratings yet
- What We Can Learn From Japanese ManagementDocument14 pagesWhat We Can Learn From Japanese Managementsinan5858No ratings yet
- Chapter 2Document16 pagesChapter 2ChuYumNo ratings yet
- Spectral Correlation of OFDM SignalsDocument6 pagesSpectral Correlation of OFDM Signalsazebshaikh3927No ratings yet
- Islamic Bank ArbitrationDocument27 pagesIslamic Bank Arbitrationapi-3711136No ratings yet
- 10 Legacy A1 Unit KeyDocument12 pages10 Legacy A1 Unit KeyHristoMilushevNo ratings yet
- 2021 4 12 Jennifer EnglertDocument77 pages2021 4 12 Jennifer Englertdiana winklerNo ratings yet
- GEO123 Worksheet 8Document4 pagesGEO123 Worksheet 8Hilmi HusinNo ratings yet
- En 14490 After CEN Enquiry (Soil Nailing)Document59 pagesEn 14490 After CEN Enquiry (Soil Nailing)Abraham FIgueroa ARevaloNo ratings yet
- Robert FrostDocument8 pagesRobert FrostARIESGA, NICOLE FRANCINE M.No ratings yet
- Our Lady of the Pillar Parish Church EssayDocument4 pagesOur Lady of the Pillar Parish Church Essaynimcy cadayNo ratings yet
- 6000 EN 00 04 Friction PDFDocument30 pages6000 EN 00 04 Friction PDFM Ferry AnwarNo ratings yet
- 2023 - 002075129500001316312023 - Error CJALDocument7 pages2023 - 002075129500001316312023 - Error CJALFabian Quiroz VergelNo ratings yet
- Varian SH-100 Instruction ManualDocument34 pagesVarian SH-100 Instruction Manualtesty testersonNo ratings yet
- A. Two Subsequences: Codeforces Round #751 (Div. 2)Document4 pagesA. Two Subsequences: Codeforces Round #751 (Div. 2)Trần Nhật KhánhNo ratings yet
- Jamanisal 2015 4 1 5 PDFDocument7 pagesJamanisal 2015 4 1 5 PDFDuge AnggrainiNo ratings yet
- 21st Century Literature Grade 11 21st Century Literature Grade 11 21st Century Literature Grade 11 CompressDocument75 pages21st Century Literature Grade 11 21st Century Literature Grade 11 21st Century Literature Grade 11 Compressdesly jane sianoNo ratings yet
- Analysis and Adaptive Control of EDM Sinking Process Using The Ignition Delay Time and Fall TimeDocument4 pagesAnalysis and Adaptive Control of EDM Sinking Process Using The Ignition Delay Time and Fall TimeResearch AssistanceNo ratings yet
- Reading Comprehension StrategiesDocument67 pagesReading Comprehension StrategiesKumar ChetanNo ratings yet
- Consumer Buying Behaviour at Reliance PetroleumDocument4 pagesConsumer Buying Behaviour at Reliance PetroleummohitNo ratings yet
- CS602 Current Final Term Papers 2018 To 2020Document3 pagesCS602 Current Final Term Papers 2018 To 2020Jawad AliNo ratings yet