You might also like
- Land Rover LR3 Owners HandbookDocument349 pagesLand Rover LR3 Owners Handbookbmgeisler100% (9)
- The Rust Programming LanguageDocument597 pagesThe Rust Programming LanguageR. Tyler Croy100% (4)
- Advanced Metal CastingDocument98 pagesAdvanced Metal Castingavutu_kunduru100% (2)
- Electronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1From EverandElectronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1Rating: 4.5 out of 5 stars4.5/5 (5)
- Analysis of Rectifier OperationDocument21 pagesAnalysis of Rectifier Operationmcrahan100% (2)
- Capacitance and Tan δDocument7 pagesCapacitance and Tan δWaleed AwanNo ratings yet
- Power Measurements Under Nonsinusoidal Conditions : A Thesis in Electrical EngineeringFrom EverandPower Measurements Under Nonsinusoidal Conditions : A Thesis in Electrical EngineeringNo ratings yet
- Is: 1905 - 1987Document26 pagesIs: 1905 - 1987Amardeep Singh Multani100% (3)
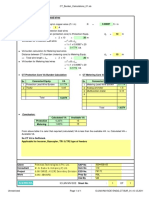
- CT Burden Calculations 01 PDFDocument1 pageCT Burden Calculations 01 PDFArunava Basak100% (1)
- Project ManagementDocument60 pagesProject ManagementAfshin100% (66)
- Information: Winding Resistance Measurement On Power TransformersDocument11 pagesInformation: Winding Resistance Measurement On Power TransformersDimitar MarkovNo ratings yet
- Resistance and Ohms LawDocument8 pagesResistance and Ohms LawShannon NormanNo ratings yet
- Data Centre EssentialsDocument6 pagesData Centre EssentialssoumendebguptaNo ratings yet
- Vindicator Surveillances RadarDocument8 pagesVindicator Surveillances RadarFadli BadarudinNo ratings yet
- Improving Coke StrengthDocument30 pagesImproving Coke Strengthasnandy100% (1)
- Natal 60m3lpg Tank QuotationDocument6 pagesNatal 60m3lpg Tank Quotationgeraldo gilNo ratings yet
- Hole Trapping Effect On Methodology For DC and Ac Negative BiasDocument6 pagesHole Trapping Effect On Methodology For DC and Ac Negative BiasWu HLNo ratings yet
- 1 s2.0 S0007850607624378 MainDocument4 pages1 s2.0 S0007850607624378 MainThi Phuong Thanh LeNo ratings yet
- 2 - Digital Oscilloscope Measurements inDocument6 pages2 - Digital Oscilloscope Measurements inSujoy paulNo ratings yet
- Reprint: Digital HVDC Partial Discharge TestingDocument6 pagesReprint: Digital HVDC Partial Discharge TestingcisnatelNo ratings yet
- Measurement of Partial Discharges: Nathaniel Taylor, Spring 2009Document31 pagesMeasurement of Partial Discharges: Nathaniel Taylor, Spring 2009bhgiang1988No ratings yet
- Instute of Engoineering& Management: Department of Electrical Engineering ElectricalDocument9 pagesInstute of Engoineering& Management: Department of Electrical Engineering ElectricalSwapan DasNo ratings yet
- Guide For Electrical Partial Discharge MDocument4 pagesGuide For Electrical Partial Discharge MvkNo ratings yet
- The Off-Line Diagnosis of Circuit Breakers With The Time Domain and Frequency Vibration AnalysisDocument6 pagesThe Off-Line Diagnosis of Circuit Breakers With The Time Domain and Frequency Vibration AnalysisdorferalanNo ratings yet
- Ae 212 Module 4Document9 pagesAe 212 Module 4kira arashiNo ratings yet
- Manual BB RadnDocument10 pagesManual BB Radnsakshi17248dubeyNo ratings yet
- Radiation Laws A2: Head of Experiment: Yvonne UnruhDocument12 pagesRadiation Laws A2: Head of Experiment: Yvonne UnruhShivani TiwariNo ratings yet
- Simulation of Impulse Generator Followed by Practical VerificationDocument5 pagesSimulation of Impulse Generator Followed by Practical Verificationali esmaeelniaNo ratings yet
- Experiment 6: - ObjectivesDocument5 pagesExperiment 6: - ObjectivesAmmar HalasaNo ratings yet
- Charge InjectDocument7 pagesCharge InjectPritamNo ratings yet
- Basic Electrical EngineeringDocument86 pagesBasic Electrical EngineeringorryesNo ratings yet
- Adobe Scan 05 Jul 2023Document9 pagesAdobe Scan 05 Jul 2023Roy patelNo ratings yet
- Capacitance and Dissipation Factor MeasurementsDocument10 pagesCapacitance and Dissipation Factor MeasurementsIrfan AliNo ratings yet
- EM OscillationsDocument6 pagesEM OscillationsHamin GilNo ratings yet
- Energies 15 04760Document10 pagesEnergies 15 04760Yuxin ZhangNo ratings yet
- Lab #3Document10 pagesLab #3Najmul Puda PappadamNo ratings yet
- Capacitor SwitchingDocument5 pagesCapacitor SwitchingbhuvanesbraveNo ratings yet
- ETN1B PracDocument12 pagesETN1B Pracnkosingiphilephiri639No ratings yet
- Analysis and Mod PDFDocument5 pagesAnalysis and Mod PDFMauricio AgudeloNo ratings yet
- Determining of Planck'S Constant Using Leds: The Physics Teacher January 2008Document4 pagesDetermining of Planck'S Constant Using Leds: The Physics Teacher January 2008Rahul sharmaNo ratings yet
- RC RL CircuitsDocument6 pagesRC RL CircuitsAlia Al ZahmyNo ratings yet
- Basic ElectricalDocument38 pagesBasic ElectricalARVINDNo ratings yet
- Electrical Circuits and Simulation Lab: List of Experiment SDocument53 pagesElectrical Circuits and Simulation Lab: List of Experiment SARVIND100% (1)
- Medicion de Resistencia en CalienteDocument7 pagesMedicion de Resistencia en CalienteKelly QuicenoNo ratings yet
- Basic Electrical Lab ReportDocument8 pagesBasic Electrical Lab Reportleon saifullahNo ratings yet
- Plasma DiagnosticsDocument28 pagesPlasma DiagnosticsRiddhesh PatelNo ratings yet
- Static Model For of Organic Field-Effect Transistors Including Both Gate Voltage Dependent Mobility and Depletion EffectDocument3 pagesStatic Model For of Organic Field-Effect Transistors Including Both Gate Voltage Dependent Mobility and Depletion Effectajayiitm05No ratings yet
- Band GapGeDocument2 pagesBand GapGeKazkekNo ratings yet
- Volt-Tme Characteristics of Short Air GapsDocument7 pagesVolt-Tme Characteristics of Short Air GapsaocalayNo ratings yet
- Time Domain Polarisation Measurements With The Sawyer-Tower MethodDocument4 pagesTime Domain Polarisation Measurements With The Sawyer-Tower MethodRakesh SandarativjuNo ratings yet
- Physics Manual2022 - 23Document29 pagesPhysics Manual2022 - 23Rehaan PvtNo ratings yet
- Secondary Arcs & NGRDocument6 pagesSecondary Arcs & NGRSaadAbdulBasitNo ratings yet
- AP Lab Report 6Document10 pagesAP Lab Report 6Talharashid RamzanNo ratings yet
- Calculation The Dissipation Factor of PoDocument5 pagesCalculation The Dissipation Factor of PomagdyNo ratings yet
- Lightning Critical Flashover VoltageDocument8 pagesLightning Critical Flashover VoltageJosNo ratings yet
- Radiation Damage in Sentaurus TCADDocument25 pagesRadiation Damage in Sentaurus TCADqiwinzhengNo ratings yet
- Ece 331 Lab Manual Spring 2021Document86 pagesEce 331 Lab Manual Spring 2021haiderNo ratings yet
- Electrochemical Impedance SpectrosDocument31 pagesElectrochemical Impedance SpectrosDanielPetreNo ratings yet
- Edwards1951 PDFDocument14 pagesEdwards1951 PDFSagra AlkautsarNo ratings yet
- NA Exp6-RL RC CircuitDocument8 pagesNA Exp6-RL RC CircuitakshithadharmasothNo ratings yet
- Analytical Models For Low-Power Rectenna DesignDocument4 pagesAnalytical Models For Low-Power Rectenna DesignmoonyraNo ratings yet
- Experiment 21 RC Time Constants: Advanced ReadingDocument2 pagesExperiment 21 RC Time Constants: Advanced ReadingAlicia AdvinculaNo ratings yet
- Detection and Localization of Partial Discharges (PD) by TEV MethodDocument7 pagesDetection and Localization of Partial Discharges (PD) by TEV MethodAM KANo ratings yet
- CA&D Manual LABDocument39 pagesCA&D Manual LABشیخ صاحبNo ratings yet
- Charging of CapacitorDocument3 pagesCharging of Capacitorмσнαммєd ƒαιz ραтєlNo ratings yet
- Ee-118 Basic Electricity & Electronics - 2013Document97 pagesEe-118 Basic Electricity & Electronics - 2013abdul wakeelNo ratings yet
- Grease NipplesDocument4 pagesGrease NipplesRv VaghasiaNo ratings yet
- ZF W1900 Data Sheet 042013Document4 pagesZF W1900 Data Sheet 042013LisandroNo ratings yet
- In-House Work Procedure For Test: Qatar Engineering LaboratoriesDocument2 pagesIn-House Work Procedure For Test: Qatar Engineering LaboratoriesRaj MaNo ratings yet
- Limestone Problems & Redrilling A WellDocument4 pagesLimestone Problems & Redrilling A WellGerald SimNo ratings yet
- Air System 789BDocument3 pagesAir System 789BRobbyPratamaNo ratings yet
- Exam Enterance Slip For Final TermDocument1 pageExam Enterance Slip For Final Termanon_628821909No ratings yet
- IPv6 Manual Addressing PT LabDocument3 pagesIPv6 Manual Addressing PT LabYader PerezNo ratings yet
- JCR Top 10% Journal Publications: Roda J.-M. Tan W.SDocument2 pagesJCR Top 10% Journal Publications: Roda J.-M. Tan W.Sstephenlim7986No ratings yet
- Cabos para SensorDocument23 pagesCabos para SensorstorekeyNo ratings yet
- Brewsters AngleDocument7 pagesBrewsters AngleReddyvari VenugopalNo ratings yet
- Power Quality Improvement Using Shunt Active FilterDocument58 pagesPower Quality Improvement Using Shunt Active FilterPradheepohmmuruga100% (1)
- 508 510 - Viva Type V, VS, VSX, Sizes 110 460 Elastomeric Couplings - Installation Manual PDFDocument4 pages508 510 - Viva Type V, VS, VSX, Sizes 110 460 Elastomeric Couplings - Installation Manual PDFDavicho Cisterna AguayoNo ratings yet
- A6d800 Ae05 03 EngDocument6 pagesA6d800 Ae05 03 EngAdemar FukeNo ratings yet
- Raghunath AnDocument68 pagesRaghunath AnRagunathan NarayananNo ratings yet
- Hardtop Ultra PDFDocument4 pagesHardtop Ultra PDFBiju_PottayilNo ratings yet
- Sem-Ii Be Civil PDFDocument43 pagesSem-Ii Be Civil PDFKhan Mohd SaalimNo ratings yet
- Industrial ElectropaK Engines Selector ChartsDocument6 pagesIndustrial ElectropaK Engines Selector ChartssunilwadekarNo ratings yet
- Mse HWDocument2 pagesMse HWJessica AguilarNo ratings yet
- Pu: Rod Seal For Hydraulic Application: FeaturesDocument4 pagesPu: Rod Seal For Hydraulic Application: FeaturesRei_budNo ratings yet
- Mechanical Engineering and The Health SectorDocument4 pagesMechanical Engineering and The Health SectorKING ZADDYNo ratings yet
- Shell Air Tool Oil S2 A: Torcula OilsDocument2 pagesShell Air Tool Oil S2 A: Torcula OilsMostafaElHadiNo ratings yet