You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Jawaharlal Nehru Krishi Vishwa Vidyalaya, Jabalpur, Madhya PradeshDocument4 pagesJawaharlal Nehru Krishi Vishwa Vidyalaya, Jabalpur, Madhya PradeshSudhanshuAtkareNo ratings yet
- ED - Solution of Some More PapersDocument7 pagesED - Solution of Some More PapersSudhanshuAtkareNo ratings yet
- BME ManualDocument32 pagesBME ManualSudhanshuAtkareNo ratings yet
- State Bank of India: Recruitment of Junior Associates (Customer Support & Sales)Document9 pagesState Bank of India: Recruitment of Junior Associates (Customer Support & Sales)vinay kumarNo ratings yet
- Mechanical and Physical Properties of Sintered Aluminum PowdersDocument8 pagesMechanical and Physical Properties of Sintered Aluminum PowdersSudhanshuAtkareNo ratings yet
- S K Jain - Bulging Analysis ExptDocument8 pagesS K Jain - Bulging Analysis ExptSudhanshuAtkareNo ratings yet
- Effect of Sintering Temperatur On Compressiv Properties of Porous Aluminum Produced by Spark Plasma SinteringDocument3 pagesEffect of Sintering Temperatur On Compressiv Properties of Porous Aluminum Produced by Spark Plasma SinteringSudhanshuAtkareNo ratings yet
- Pinki Ke Joote PDFDocument28 pagesPinki Ke Joote PDFSudhanshuAtkare100% (1)
- Ras Economic RecycleDocument13 pagesRas Economic RecycleglonaNo ratings yet
- Ab Khulegi PolDocument58 pagesAb Khulegi PolSudhanshuAtkare50% (2)
- Bankelal Ka JaalDocument31 pagesBankelal Ka JaalSudhanshuAtkare0% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Identification of Plastics Identification of PlasticsDocument41 pagesIdentification of Plastics Identification of PlasticsSoumickNo ratings yet
- Assessment of Reading Comprehension 2Document8 pagesAssessment of Reading Comprehension 2Kutu DemangNo ratings yet
- Hide and DrinkDocument562 pagesHide and DrinkMao Lee100% (1)
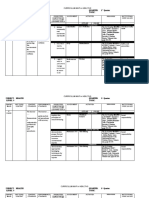
- The Learner The Learner : 1 QuarterDocument4 pagesThe Learner The Learner : 1 QuarterRode Jane SumambanNo ratings yet
- Fuel EnergizerDocument17 pagesFuel Energizerrakshak25100% (1)
- The Solution To Absenteeism: in Grade 7 Student of Abuyog National High SchoolDocument4 pagesThe Solution To Absenteeism: in Grade 7 Student of Abuyog National High SchoolAilen Lagula CervantesNo ratings yet
- Plumbing Specifications: Catch Basin PlanDocument1 pagePlumbing Specifications: Catch Basin PlanMark Allan RojoNo ratings yet
- 20 RevlonDocument13 pages20 RevlonmskrierNo ratings yet
- 1198-Article Text-5716-1-10-20221219Document9 pages1198-Article Text-5716-1-10-20221219Hendarko AriNo ratings yet
- Eaton 092394 T5B 3 7 E en - GBDocument6 pagesEaton 092394 T5B 3 7 E en - GBJorge AmayaNo ratings yet
- Cell Reproduction Practice ExamDocument5 pagesCell Reproduction Practice Examjacky qianNo ratings yet
- Xtra ReportDocument8 pagesXtra ReportTahfeem AsadNo ratings yet
- Wind Energy Wind Is Generated As The Fluid and Gaseous Parts of The Atmosphere Move Across The Surface of The EarthDocument3 pagesWind Energy Wind Is Generated As The Fluid and Gaseous Parts of The Atmosphere Move Across The Surface of The EarthEphraim TermuloNo ratings yet
- Magic Coco Tiles: Green Building MaterialDocument17 pagesMagic Coco Tiles: Green Building MaterialnikoNo ratings yet
- Australian TaxationDocument45 pagesAustralian TaxationEhtesham HaqueNo ratings yet
- Chapter1-The Clinical LabDocument24 pagesChapter1-The Clinical LabNawra AhmadNo ratings yet
- M 17Document5 pagesM 17amhm2000100% (1)
- Design of Marina Structures and FacilitiesDocument23 pagesDesign of Marina Structures and FacilitiesAhmed Balah0% (1)
- Geared Motor Device 100/130V E1/6-T8Document2 pagesGeared Motor Device 100/130V E1/6-T8seetharaman K SNo ratings yet
- Industrialisation by InvitationDocument10 pagesIndustrialisation by InvitationkimberlyNo ratings yet
- Emergency Response Plan and PreparednessDocument7 pagesEmergency Response Plan and Preparednessradha krishnaNo ratings yet
- Material Science & Metallurgy: Third Semester B.E. Degree (CBCS) Examination, Dec.2016/Jan.2017Document2 pagesMaterial Science & Metallurgy: Third Semester B.E. Degree (CBCS) Examination, Dec.2016/Jan.2017Shaikh MuzaffarNo ratings yet
- Hilti AnchorsDocument202 pagesHilti AnchorsmwendaNo ratings yet
- Tutorial 2 Organizing DataDocument2 pagesTutorial 2 Organizing Datazurila zakariaNo ratings yet
- Diesel Generator 350-To-500-Kw-Specs-SheetDocument9 pagesDiesel Generator 350-To-500-Kw-Specs-SheetamrNo ratings yet
- DGMS Final ReportDocument15 pagesDGMS Final ReportMaverickNo ratings yet
- Desalting Opportunity CrudesDocument8 pagesDesalting Opportunity CrudesTheophile MegueptchieNo ratings yet
- Forensic Toxicology: A. Classify Toxins and Their Effects On The BodyDocument28 pagesForensic Toxicology: A. Classify Toxins and Their Effects On The BodySajid RehmanNo ratings yet
- Design and Implementation of Bioamplifier For Portable ECG DeviceDocument19 pagesDesign and Implementation of Bioamplifier For Portable ECG Devicej4everNo ratings yet
- Icu2 Vol22 Sepsisincriticalcare 29marchDocument52 pagesIcu2 Vol22 Sepsisincriticalcare 29marchricardoatejassNo ratings yet