You might also like
- SPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselDocument15 pagesSPC-0804.02-20.04 Rev D2 General Welding and NDE Requirements For Pressure VesselPadmanabhan VenkateshNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Flooding Velocities in Packed ColumnDocument5 pagesFlooding Velocities in Packed Columnsireesha.greenNo ratings yet
- General Requirements For Welding of PipingDocument8 pagesGeneral Requirements For Welding of PipingMuhammedHafisNo ratings yet
- 02 ICP310 SAP AFS MasterDataDocument68 pages02 ICP310 SAP AFS MasterDatatsoh100% (1)
- Coils For Fired Heaters and Boilers: ScopeDocument12 pagesCoils For Fired Heaters and Boilers: ScopeAna Bella RosarioNo ratings yet
- 32 Samss 028Document28 pages32 Samss 028biplabpal2009No ratings yet
- Structural Fabrication SpecificationDocument18 pagesStructural Fabrication Specificationravirawat15No ratings yet
- 04 Samss 003Document4 pages04 Samss 003Moustafa Bayoumi100% (1)
- Kuwait Oil Company (K.S.C.) : Engineering GroupDocument15 pagesKuwait Oil Company (K.S.C.) : Engineering GroupAravindan Ganesh KumarNo ratings yet
- Gate, Globe, Check, Butterfly and Needle Valves SpecificationDocument32 pagesGate, Globe, Check, Butterfly and Needle Valves SpecificationJohn MechNo ratings yet
- 58-0100 FRP - Process - Vessels PDFDocument20 pages58-0100 FRP - Process - Vessels PDFmayukhguha1988No ratings yet
- 3 Phase Short-Circuit PDFDocument227 pages3 Phase Short-Circuit PDFPuppy Ayu Jatmiko50% (2)
- 00 SAIP 80 Process Equipment Insp GuideDocument90 pages00 SAIP 80 Process Equipment Insp GuideRaj BindasNo ratings yet
- 34-Samss-010 2018Document9 pages34-Samss-010 2018asimazami69No ratings yet
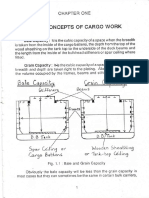
- Cargo WorkDocument132 pagesCargo WorkEVERYTHING NEW83% (6)
- Part 1: Two-And Three-Sheet Joints With Coated and Uncoated Steel SheetsDocument45 pagesPart 1: Two-And Three-Sheet Joints With Coated and Uncoated Steel SheetsReginaldo Santos100% (1)
- Nde Manual Nov 2010Document186 pagesNde Manual Nov 2010Navneet Singh100% (4)
- 015-IH-1008 (Pipeline Field Welding Non-Sour Service)Document17 pages015-IH-1008 (Pipeline Field Welding Non-Sour Service)npwalNo ratings yet
- 02 Samss 001Document6 pages02 Samss 001Florante NoblezaNo ratings yet
- T-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentDocument59 pagesT-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentMichael CovillNo ratings yet
- DR Engp I 1.1 - R9Document904 pagesDR Engp I 1.1 - R9CarlosIkeda50% (2)
- Ekulama1 Hydrostatic Testing Procedure - Rev 2Document15 pagesEkulama1 Hydrostatic Testing Procedure - Rev 2eke23No ratings yet
- 5 Engine Timing, Unimog 435 Workshop ManualDocument28 pages5 Engine Timing, Unimog 435 Workshop ManualJuan Jap100% (2)
- ES For Pipe Support 011123Document12 pagesES For Pipe Support 011123dimdaliak_985662241No ratings yet
- 02 Samss 012Document9 pages02 Samss 012slan79bisNo ratings yet
- Type CDG 11 Overcurrent and Earthfault RelayDocument8 pagesType CDG 11 Overcurrent and Earthfault RelayArun KumarNo ratings yet
- Saep 317Document22 pagesSaep 317brecht1980100% (1)
- Engineering Group: Kuwait Oil Company (K.S.C.)Document14 pagesEngineering Group: Kuwait Oil Company (K.S.C.)Aravindan Ganesh KumarNo ratings yet
- Floating Roof DesinDocument5 pagesFloating Roof Desindimdaliak_985662241No ratings yet
- Materials System SpecificationDocument11 pagesMaterials System Specificationliuyx866No ratings yet
- Mechanical EquipmentDocument38 pagesMechanical EquipmentBinodh DanielNo ratings yet
- DL-T 5018-2004Document98 pagesDL-T 5018-2004saliyarumesh2292No ratings yet
- Oman Gas PDFDocument23 pagesOman Gas PDFshyamNo ratings yet
- (DIN 28050 - 2009-09) - Behà Lter Und Apparate - Maximal Zulã Ssiger Druck - 1, 0 Bar Bis +0, 5 Bar - Technische Lieferbedingungen - 0001.de - enDocument8 pages(DIN 28050 - 2009-09) - Behà Lter Und Apparate - Maximal Zulã Ssiger Druck - 1, 0 Bar Bis +0, 5 Bar - Technische Lieferbedingungen - 0001.de - enNaveen Suresh KumarNo ratings yet
- 2150 Attachment 13 - Minimum Piping DesiDocument24 pages2150 Attachment 13 - Minimum Piping Desidimdaliak_985662241100% (1)
- Pigging OperationsDocument29 pagesPigging Operationsdimdaliak_985662241No ratings yet
- QCP For Control of Welding ConsumablesDocument9 pagesQCP For Control of Welding ConsumablesUmair Awan100% (1)
- Applicable Codes and StandardsDocument48 pagesApplicable Codes and Standardskiki270977No ratings yet
- 6a. Steel Ball Valve PDFDocument16 pages6a. Steel Ball Valve PDFAbhijit TumbreNo ratings yet
- Chemical Composition of MaterialsDocument155 pagesChemical Composition of MaterialsRam KadamNo ratings yet
- Flanged Joints, Gaskets, and Bolting: ScopeDocument20 pagesFlanged Joints, Gaskets, and Bolting: Scopebenedicto soto mestanzaNo ratings yet
- Standard Norsok Standard R 001 For Mechanical EqptDocument152 pagesStandard Norsok Standard R 001 For Mechanical Eqptaravindhcam100% (2)
- ANSI Z87.1-2003-Rev2Document68 pagesANSI Z87.1-2003-Rev2César Augusto Quiroz100% (1)
- Piping Welding General Specification Consortium) Rev-3Document48 pagesPiping Welding General Specification Consortium) Rev-3rvsreddy1972No ratings yet
- Material Requirements For Machine Parts: ProcurementstandardDocument7 pagesMaterial Requirements For Machine Parts: ProcurementstandardtomognNo ratings yet
- LS 142-05.T02 - 3 Cold Bending of Pipes, Manufacture and Testing (EN)Document5 pagesLS 142-05.T02 - 3 Cold Bending of Pipes, Manufacture and Testing (EN)Kreshna Wisnu BrataNo ratings yet
- Materials System SpecificationDocument5 pagesMaterials System SpecificationJeck MaquitedNo ratings yet
- Radiographic Examination of Piping Welds According To EN: IssueDocument6 pagesRadiographic Examination of Piping Welds According To EN: IssueEdAlmNo ratings yet
- EGE00B20Document17 pagesEGE00B20Jhonny Rafael Blanco Caura100% (1)
- Specification For T: 1 16.05.2020 Revised SC VB SJG 0 27.08.2015 First Issue NV US SVKDocument24 pagesSpecification For T: 1 16.05.2020 Revised SC VB SJG 0 27.08.2015 First Issue NV US SVKvishal bhamreNo ratings yet
- Iogp S-563 Mds Id145Document2 pagesIogp S-563 Mds Id145FIKRI BADRULNo ratings yet
- Radiographic Examination of Piping Welds According To EN: IssueDocument6 pagesRadiographic Examination of Piping Welds According To EN: Issuebth8320No ratings yet
- Tdt10ballvalves PDFDocument18 pagesTdt10ballvalves PDFsswahyudiNo ratings yet
- Specification For Manufacture of Heat Exchangers For Sodium SystemDocument39 pagesSpecification For Manufacture of Heat Exchangers For Sodium SystemZaneta ZhafirahNo ratings yet
- VMS 201 - F51Document4 pagesVMS 201 - F51이연지No ratings yet
- Materials System SpecificationDocument6 pagesMaterials System SpecificationAwais CheemaNo ratings yet
- 02 Samss 011Document31 pages02 Samss 011Nicu Man100% (1)
- Materials Technical Specification.: Stainless SteelDocument6 pagesMaterials Technical Specification.: Stainless SteelMario TirabassiNo ratings yet
- (DIN 28050 - 2009-09) - Behà Lter Und Apparate - Maximal Zulã Ssiger Druck - 1, 0 Bar Bis +0, 5 Bar - Technische Lieferbedingungen - 0001.de - enDocument8 pages(DIN 28050 - 2009-09) - Behà Lter Und Apparate - Maximal Zulã Ssiger Druck - 1, 0 Bar Bis +0, 5 Bar - Technische Lieferbedingungen - 0001.de - enNaveen Suresh KumarNo ratings yet
- LS 145-10.T01 - 10 Welding of Piping (EN)Document7 pagesLS 145-10.T01 - 10 Welding of Piping (EN)Kreshna Wisnu BrataNo ratings yet
- Swagelok Biopharm Fittings BrochureDocument12 pagesSwagelok Biopharm Fittings BrochureBobby LewisNo ratings yet
- Steels For Pressure Vessels According To ASME VIII/1: RequirementsDocument5 pagesSteels For Pressure Vessels According To ASME VIII/1: Requirementsrony16novNo ratings yet
- TR1969 - Ver.2.01 - Requirements For Bending and Flaring of PipingDocument13 pagesTR1969 - Ver.2.01 - Requirements For Bending and Flaring of PipingmusNo ratings yet
- Globe Shut-Off or Control V Alve: Series HV, HVRDocument16 pagesGlobe Shut-Off or Control V Alve: Series HV, HVRSenthilNo ratings yet
- 45 Samss 013Document23 pages45 Samss 013Waleed MedhatNo ratings yet
- Bs en 10025 2Document13 pagesBs en 10025 2Valesh MonisNo ratings yet
- ES-20.02 Quality Requirements PTT Public Co., LTD OF 23 For Pressure Vessel Engineering Standard REV: 01Document23 pagesES-20.02 Quality Requirements PTT Public Co., LTD OF 23 For Pressure Vessel Engineering Standard REV: 01Nikki RobertsNo ratings yet
- HIA Mid-Field Fuel Farm Expansion - Welding of Steel StructuresDocument18 pagesHIA Mid-Field Fuel Farm Expansion - Welding of Steel Structuressrp. mohammedNo ratings yet
- E8312 PDFDocument1 pageE8312 PDFdimdaliak_985662241No ratings yet
- For Ropes at Columns: Linde AgDocument1 pageFor Ropes at Columns: Linde Agdimdaliak_985662241No ratings yet
- Scope: Mal (Atiunof Colum TraysDocument3 pagesScope: Mal (Atiunof Colum Traysdimdaliak_985662241No ratings yet
- Purchasing Requirements For Shop Fabricated Structural SteelDocument6 pagesPurchasing Requirements For Shop Fabricated Structural Steeldimdaliak_985662241No ratings yet
- Stepwise Cracking - SWCDocument1 pageStepwise Cracking - SWCdimdaliak_985662241No ratings yet
- Loft 3Document1 pageLoft 3dimdaliak_985662241No ratings yet
- IP344-Determination of Light Hydrocarbons in Stabilized Crude Oils-Gas Chromatography MethodDocument5 pagesIP344-Determination of Light Hydrocarbons in Stabilized Crude Oils-Gas Chromatography MethodMahammadNo ratings yet
- ChaDocument34 pagesChachayani sarumahaNo ratings yet
- Vishal ResumeDocument2 pagesVishal Resumeapi-454181529No ratings yet
- Satellite Link DesignDocument22 pagesSatellite Link DesignDr-Eng Amir ElsafraweyNo ratings yet
- National Institute of Technology Calicut: Academic Calendar For Winter Semester 2011-2012 (Approved by 34th Senate)Document1 pageNational Institute of Technology Calicut: Academic Calendar For Winter Semester 2011-2012 (Approved by 34th Senate)aaarun1010No ratings yet
- A PSO BasedPID Controller For A Linear Brushless DC MotorDocument5 pagesA PSO BasedPID Controller For A Linear Brushless DC Motorgal_exciting1623No ratings yet
- ASTM D7321 Standard Test Method For Particulate Contamination of Biodiesel by Laboratory Filtration PDFDocument6 pagesASTM D7321 Standard Test Method For Particulate Contamination of Biodiesel by Laboratory Filtration PDFEdgar Fabian Diaz ArceNo ratings yet
- MixRite Applications Catalog 2010Document8 pagesMixRite Applications Catalog 2010Uğur BilginNo ratings yet
- How To Make Your Own Philosopher's StoneDocument2 pagesHow To Make Your Own Philosopher's StonezC6MuNiWNo ratings yet
- A Comparison of Staining Resistant of Two Composite Resins: Mior Azrizal M. Ibrahim, Wan Zaripah Wan Bakar, Adam HuseinDocument4 pagesA Comparison of Staining Resistant of Two Composite Resins: Mior Azrizal M. Ibrahim, Wan Zaripah Wan Bakar, Adam HuseinAdnan EndifaizNo ratings yet
- Synopsis On VAWTDocument22 pagesSynopsis On VAWT004 Abhay NarayanNo ratings yet
- Reciprocating Compressors For Industrial Refrigeration Series Grasso VDocument56 pagesReciprocating Compressors For Industrial Refrigeration Series Grasso VVadimNo ratings yet
- Reaction OperationsDocument240 pagesReaction OperationsAndré Guimarães GomesNo ratings yet
- Control Theory II - Homework 1-Chapter 1: 1 ProblemsDocument2 pagesControl Theory II - Homework 1-Chapter 1: 1 ProblemsSantiago Orellana CNo ratings yet
- Sales and After Sales Service Satisfaction of Hyundai CretaDocument53 pagesSales and After Sales Service Satisfaction of Hyundai CretaShorabh Mastana100% (1)
- Installationguide T484 120510 UkDocument44 pagesInstallationguide T484 120510 UkBesugoNo ratings yet
- Discussion Bernoullis Theorem DemonstrationDocument3 pagesDiscussion Bernoullis Theorem DemonstrationAuzaNo ratings yet
- Panduan Share ITSDocument335 pagesPanduan Share ITSReynaldi BagaskaraNo ratings yet
- Sopep EquipmentDocument1 pageSopep EquipmentmvladysemaNo ratings yet
- Sheick Portfolio Welcome LetterDocument1 pageSheick Portfolio Welcome Letterapi-231627678No ratings yet
- Outline Specification For The Proposed 711 La Forteza BranchDocument4 pagesOutline Specification For The Proposed 711 La Forteza BranchJeff Dela Cruz NaegNo ratings yet
- 8 - Kill Switch EngagedDocument1 page8 - Kill Switch EngagedwillNo ratings yet
- Kinetics and Modelling of The S02 To The SO3 ProcessDocument23 pagesKinetics and Modelling of The S02 To The SO3 ProcessAbdullah KhanNo ratings yet