You might also like
- Self-Cleaning Materials and Surfaces: A Nanotechnology ApproachFrom EverandSelf-Cleaning Materials and Surfaces: A Nanotechnology ApproachWalid A. DaoudRating: 5 out of 5 stars5/5 (1)
- Handbook of Vinyl FormulatingFrom EverandHandbook of Vinyl FormulatingRichard F GrossmanRating: 3 out of 5 stars3/5 (1)
- Polymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3From EverandPolymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3No ratings yet
- Pigment Dispersion: Theodore G. VernardakisDocument19 pagesPigment Dispersion: Theodore G. VernardakisSyafri GtNo ratings yet
- Introduction To Use of LecithinsDocument11 pagesIntroduction To Use of LecithinsManish MangharamaniNo ratings yet
- Dispersants Flosperse eDocument4 pagesDispersants Flosperse eKashif SaleemNo ratings yet
- FP Pigments - Opacity Pigments, Cost Saving Opportunities in Architectural Coatings Paul DietzDocument22 pagesFP Pigments - Opacity Pigments, Cost Saving Opportunities in Architectural Coatings Paul DietzHiếu Mai ĐứcNo ratings yet
- Radiation Curing: Update and Outlook: Sandy Morrison, Member of Specialchem Technical Expert TeamDocument9 pagesRadiation Curing: Update and Outlook: Sandy Morrison, Member of Specialchem Technical Expert Teampakde jongkoNo ratings yet
- RosinDocument42 pagesRosinVingiu Katre100% (1)
- 250 42aECDocument35 pages250 42aECniknenadNo ratings yet
- Efka PX 4701Document3 pagesEfka PX 4701Victor LopezNo ratings yet
- Acrylic Resin Cytotoxicity For Denture Base - LiteDocument9 pagesAcrylic Resin Cytotoxicity For Denture Base - LiteMihai AlexNo ratings yet
- Raghucarbolinepresentations22122011 PDFDocument101 pagesRaghucarbolinepresentations22122011 PDFTanmay GorNo ratings yet
- Use of The HLB System in Selecting Emulsifiers For Emulsion PolymerizationDocument14 pagesUse of The HLB System in Selecting Emulsifiers For Emulsion PolymerizationdiegojrendonbNo ratings yet
- PIDILITE HEATX ADHESIVE TECHNICAL DATADocument2 pagesPIDILITE HEATX ADHESIVE TECHNICAL DATAParas AgrawalNo ratings yet
- Powder Coating Guide for Metal FinishingDocument31 pagesPowder Coating Guide for Metal FinishingNikhil OtavanekarNo ratings yet
- Mold Release Composition - European Patent Office - EP 0094574 A2Document32 pagesMold Release Composition - European Patent Office - EP 0094574 A2Hida Al-FithriNo ratings yet
- Studies On Cyclohexanone FormaldehydeDocument5 pagesStudies On Cyclohexanone FormaldehydeNanasaheb PatilNo ratings yet
- Properties of PMMA Bone Cement Modified With Nano-Hydroxyapatite and AcetoneDocument8 pagesProperties of PMMA Bone Cement Modified With Nano-Hydroxyapatite and AcetoneIEREKPRESSNo ratings yet
- Dic India Oldest Ink Manufacturing CompanyDocument10 pagesDic India Oldest Ink Manufacturing Companydigital dicNo ratings yet
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975From EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovRating: 5 out of 5 stars5/5 (1)
- Poly (Methyl Methacrylate) (PMMA) : PropertiesDocument5 pagesPoly (Methyl Methacrylate) (PMMA) : PropertiesizzacahyaNo ratings yet
- Carbon Black Ink Formulation OptimizationDocument8 pagesCarbon Black Ink Formulation OptimizationchalachewNo ratings yet
- Optimization of FRP Moulding ProcessDocument6 pagesOptimization of FRP Moulding ProcessVIVA-TECH IJRINo ratings yet
- FPV FileDocument4 pagesFPV FileAgus Mustofa SolehNo ratings yet
- Nitrocellulose Lacquer Paint Film FormationDocument26 pagesNitrocellulose Lacquer Paint Film Formationjmet2008No ratings yet
- Eternal Catalog 2010 MonomersDocument5 pagesEternal Catalog 2010 MonomersNgoducminh0% (1)
- Ancillary PackagingDocument27 pagesAncillary PackagingShahzaib khanNo ratings yet
- 93 PDFDocument20 pages93 PDFMariusDragoescuNo ratings yet
- Pigment DisperDocument11 pagesPigment Disperalfosoa5505No ratings yet
- Byk-066 N enDocument2 pagesByk-066 N enΒασίληςΜουρατίδηςNo ratings yet
- Efka Guide 2007Document16 pagesEfka Guide 2007Emilio HipolaNo ratings yet
- Emulsion Polymerization MachanismDocument13 pagesEmulsion Polymerization MachanismLuan GabrielNo ratings yet
- New Stabilizer Solutions For Polyolefin Film GradesDocument52 pagesNew Stabilizer Solutions For Polyolefin Film GradesZirve Polimer100% (1)
- Metal Carboxylates For Coatings - Driers / Siccatives: Carboxylate Acid TypesDocument10 pagesMetal Carboxylates For Coatings - Driers / Siccatives: Carboxylate Acid TypesRICHARD ODINDONo ratings yet
- Allnex Phenolic Resins GuideDocument12 pagesAllnex Phenolic Resins GuideMOHAMEDNo ratings yet
- 09-40-002 LP Printing Inks - 4S GB - FinDocument4 pages09-40-002 LP Printing Inks - 4S GB - FinFiras_karboujNo ratings yet
- Pergut EDocument17 pagesPergut ECesar MartinezNo ratings yet
- Thermal Insulating Coating Composition and MethodDocument24 pagesThermal Insulating Coating Composition and MethodDvs RamaraoNo ratings yet
- 730AL 221 Allnex Crosslinkers Amino SpreadsDocument13 pages730AL 221 Allnex Crosslinkers Amino SpreadssidneidecarvalhoNo ratings yet
- Nike Restricted Substances List (RSL) and Sustainable Chemistry Guidance (SCG)Document65 pagesNike Restricted Substances List (RSL) and Sustainable Chemistry Guidance (SCG)Badrun AhamdNo ratings yet
- Catalogo General Clariant CerasDocument20 pagesCatalogo General Clariant CerasCarlos CardenasNo ratings yet
- Understanding Paint SystemDocument37 pagesUnderstanding Paint SystemMayank KumarNo ratings yet
- TDS - Panax Yellow 3RDocument1 pageTDS - Panax Yellow 3RRio AndriyantoNo ratings yet
- Tds Uk 905tx (Urethane Thinner A) v1Document1 pageTds Uk 905tx (Urethane Thinner A) v1HAFIDZ100% (1)
- Manufacturing Technology Formulations Hand BookDocument10 pagesManufacturing Technology Formulations Hand BookAhmed HassanNo ratings yet
- Soyol Polyol FormulationsDocument3 pagesSoyol Polyol FormulationsurethanNo ratings yet
- Marketing Plan AkimDocument10 pagesMarketing Plan AkimqpwoeirituyNo ratings yet
- Vegetable Oil Based Polyurethane Coatings A Sustainable ApproachDocument18 pagesVegetable Oil Based Polyurethane Coatings A Sustainable ApproachHamza CinNo ratings yet
- Food Additives Safety ReviewDocument701 pagesFood Additives Safety Reviewkrupali1579No ratings yet
- Color Stability, Water Sorption and Cytotoxicity Jap-7-278Document10 pagesColor Stability, Water Sorption and Cytotoxicity Jap-7-278drgunNo ratings yet
- Duroftal VPE 7186 Coil - e PDFDocument24 pagesDuroftal VPE 7186 Coil - e PDFPratik MehtaNo ratings yet
- Overview On Basic Chemistry of UV-curing TechnologyDocument32 pagesOverview On Basic Chemistry of UV-curing TechnologyEugene PaiNo ratings yet
- Study of Separation of Pigments in Paints For Development of Multicolor PaintDocument5 pagesStudy of Separation of Pigments in Paints For Development of Multicolor PaintJournal 4 ResearchNo ratings yet
- Dilip Industries BrochureDocument4 pagesDilip Industries BrochurePratik GaglaniNo ratings yet
- Munzing Masterbatch AdditivesDocument8 pagesMunzing Masterbatch AdditivesThea Athalia CandraNo ratings yet
- Akzo Nobel's Duomeen TDO: PointDocument1 pageAkzo Nobel's Duomeen TDO: PointさいとはちこNo ratings yet
- Bio-Based Routes To Synthesize Cyclic Carbonates and Polyamines Precursors of Non-Isocyanate PolyurethanesDocument17 pagesBio-Based Routes To Synthesize Cyclic Carbonates and Polyamines Precursors of Non-Isocyanate PolyurethanesKpopersssNo ratings yet
- Commercial Production of Soda Pulp and Paper from Oil Palm WastesDocument6 pagesCommercial Production of Soda Pulp and Paper from Oil Palm WastesIwan TirtaNo ratings yet
- Rotosolver: The Ultimate Clean Design High Shear MixerDocument2 pagesRotosolver: The Ultimate Clean Design High Shear MixerIwan TirtaNo ratings yet
- Lesueur Special 2011Document7 pagesLesueur Special 2011Iwan TirtaNo ratings yet
- EP0720592B1Document13 pagesEP0720592B1Iwan TirtaNo ratings yet
- Safari - 14 Aug 2018 22.53Document1 pageSafari - 14 Aug 2018 22.53Iwan TirtaNo ratings yet
- 20th Formula Receipe ProcessDocument1 page20th Formula Receipe ProcessIwan TirtaNo ratings yet
- Leaflet No. 03 - 2009Document20 pagesLeaflet No. 03 - 2009Iwan TirtaNo ratings yet
- 1987 05 NCBMixedFeedVerticalShaftLimeKlinTechnologyForLimeManufactureDocument8 pages1987 05 NCBMixedFeedVerticalShaftLimeKlinTechnologyForLimeManufactureIwan TirtaNo ratings yet
- The Development Process Made Easy with IPCS FormulationDocument14 pagesThe Development Process Made Easy with IPCS FormulationIwan TirtaNo ratings yet
- PDFDocument7 pagesPDFIwan TirtaNo ratings yet
- Monomer For Polymer SynthesisDocument32 pagesMonomer For Polymer SynthesisIwan TirtaNo ratings yet
- Cashew Nut Shell LiquidDocument30 pagesCashew Nut Shell LiquidLaxmi S PaiNo ratings yet
- PDFDocument7 pagesPDFIwan TirtaNo ratings yet
- Lead Drier Replacement in Solvent Based Alkyd Decorative PaintsDocument24 pagesLead Drier Replacement in Solvent Based Alkyd Decorative PaintsIwan TirtaNo ratings yet
- CNSL AnenvironmentfriendlyalternativeforthemoderncoatingindustryDocument16 pagesCNSL AnenvironmentfriendlyalternativeforthemoderncoatingindustryIwan TirtaNo ratings yet
- Ijret20130204018 PDFDocument4 pagesIjret20130204018 PDFIwan TirtaNo ratings yet
- Daftar Harga Kanaka ResidenceDocument1 pageDaftar Harga Kanaka ResidenceIwan TirtaNo ratings yet
- 154214062E20142E968509Document14 pages154214062E20142E968509Iwan TirtaNo ratings yet
- Tunnel Kiln DesignDocument14 pagesTunnel Kiln DesignIwan TirtaNo ratings yet
- EP0230793B1Document7 pagesEP0230793B1Iwan TirtaNo ratings yet
- 20th Formula Receipe ProcessDocument1 page20th Formula Receipe ProcessIwan TirtaNo ratings yet
- Daftar Harga Kanaka ResidenceDocument1 pageDaftar Harga Kanaka ResidenceIwan TirtaNo ratings yet
- Pitch Deck EZBILDDocument8 pagesPitch Deck EZBILDIwan TirtaNo ratings yet
- FL Smith BroschureDocument4 pagesFL Smith BroschureIwan TirtaNo ratings yet
- Vertical Shaft Brick Kiln: Construction ManualDocument100 pagesVertical Shaft Brick Kiln: Construction ManualIwan TirtaNo ratings yet
- Daftar Harga Kanaka ResidenceDocument1 pageDaftar Harga Kanaka ResidenceIwan TirtaNo ratings yet
- Continuous refractoryless gypsum calcining methodDocument15 pagesContinuous refractoryless gypsum calcining methodIwan TirtaNo ratings yet
- Kettle GipsumDocument4 pagesKettle GipsumIwan TirtaNo ratings yet
- VSBK Presentation SameerDocument20 pagesVSBK Presentation SameerIwan TirtaNo ratings yet
- Lesson 3 Atomic StructureDocument7 pagesLesson 3 Atomic Structuremichael-education KNo ratings yet
- Understanding Solvents Part IDocument21 pagesUnderstanding Solvents Part IKakakiNo ratings yet
- Lesson 03Document25 pagesLesson 03Lia CambangayNo ratings yet
- A2-Organic Reactions Spider Diagram HANDOUT (Colour)Document1 pageA2-Organic Reactions Spider Diagram HANDOUT (Colour)udaymohur100% (1)
- Gazetted List of Pioneer Industries and ProductsDocument23 pagesGazetted List of Pioneer Industries and ProductsscokoyeNo ratings yet
- Electrochemistry WorksheetDocument10 pagesElectrochemistry WorksheetUdbhav DikshitNo ratings yet
- Metals and NON - MetalsDocument6 pagesMetals and NON - MetalsNilay SahNo ratings yet
- Taibah University Chemistry Quiz 1: 1443/2022 2nd TermDocument5 pagesTaibah University Chemistry Quiz 1: 1443/2022 2nd TermRm RmNo ratings yet
- Non Aqueous AcidDocument10 pagesNon Aqueous Acidcyper zoonNo ratings yet
- Salts and NeutralizationDocument59 pagesSalts and Neutralization何卓函No ratings yet
- Calibration CurvesDocument26 pagesCalibration CurvesSujit DasNo ratings yet
- Permeation Enhancer Strategies in Transdermal Drug DeliveryDocument16 pagesPermeation Enhancer Strategies in Transdermal Drug DeliveryADVOCATE ASHUTOSH SHARMANo ratings yet
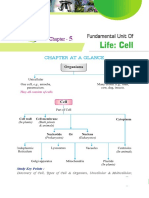
- Chapter at A Glance: Study Key PointsDocument14 pagesChapter at A Glance: Study Key PointssatishNo ratings yet
- Deret TribolistrikDocument3 pagesDeret TribolistrikjenarangNo ratings yet
- #1KlinOX Safety Data SheetDocument4 pages#1KlinOX Safety Data SheetNovi SagitaNo ratings yet
- Mevalonate Pathway: The Biosynthesis of Isoprene UnitsDocument13 pagesMevalonate Pathway: The Biosynthesis of Isoprene UnitsRitika GuptaNo ratings yet
- MCQ Ceramicsto PrintDocument5 pagesMCQ Ceramicsto PrintChan Myae AungNo ratings yet
- Heating Effect (Mega)Document8 pagesHeating Effect (Mega)Anant JainNo ratings yet
- C5049pcleaning of Titanium and Titanium AlloysDocument7 pagesC5049pcleaning of Titanium and Titanium AlloysRubén Eduardo Galindo CarmonaNo ratings yet
- Green Chemistry: September 2021Document26 pagesGreen Chemistry: September 2021Subhasish DashNo ratings yet
- P2NP To Amine With NaBH4-CopperDocument281 pagesP2NP To Amine With NaBH4-CopperIo TatNo ratings yet
- Feduik 2017 IOP Conf. Ser. Earth Environ. Sci. 87 092010Document7 pagesFeduik 2017 IOP Conf. Ser. Earth Environ. Sci. 87 092010Alexandra ErmuracheNo ratings yet
- Battery Technology 30th 2020-21Document12 pagesBattery Technology 30th 2020-21SSabhishek AbhiNo ratings yet
- Co-Ordination Compounds Scan Aug 31, 2022 - 26037590Document24 pagesCo-Ordination Compounds Scan Aug 31, 2022 - 26037590Anonymous Jr.No ratings yet
- Untitled 1Document35 pagesUntitled 1Aubrey Jane TagolinoNo ratings yet
- SSPC PCS Exam Preparation GuideDocument4 pagesSSPC PCS Exam Preparation Guidetaimoor faisal100% (1)
- Sustainable Polymers: Nature Reviews Methods Primers June 2022Document28 pagesSustainable Polymers: Nature Reviews Methods Primers June 2022atul20ugNo ratings yet
- Review Notes on Semiconductor Theory and Electronics Engineering FundamentalsDocument11 pagesReview Notes on Semiconductor Theory and Electronics Engineering FundamentalsFrance DanielNo ratings yet
- ProductsDocument8 pagesProductspedroNo ratings yet
- Niosh 7602Document7 pagesNiosh 7602João Lucas - Segurança do TrabalhoNo ratings yet