You might also like
- NF Monographs - NitrogenDocument2 pagesNF Monographs - NitrogenYulianto Adi NugrohoNo ratings yet
- NF Monographs - NitrogenDocument2 pagesNF Monographs - NitrogenYulianto Adi NugrohoNo ratings yet
- Lecture Note 4 Polymer PDFDocument17 pagesLecture Note 4 Polymer PDFYulianto Adi NugrohoNo ratings yet
- NF Monographs - NitrogenDocument2 pagesNF Monographs - NitrogenYulianto Adi NugrohoNo ratings yet
- CitiesSkylines UserManual enDocument36 pagesCitiesSkylines UserManual enYulianto Adi NugrohoNo ratings yet
- Thermal Properties of PolycarbonatesDocument20 pagesThermal Properties of PolycarbonatesThụy Thảo LinhNo ratings yet
- Wang 94Document42 pagesWang 94Yulianto Adi NugrohoNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- John Bird Published by Taylor and FrancisDocument9 pagesJohn Bird Published by Taylor and FrancisromwamaNo ratings yet
- Review Questions: DiffusionDocument2 pagesReview Questions: DiffusionJohn P. BandoquilloNo ratings yet
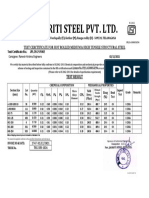
- MTC-2 - Service STRCDocument1 pageMTC-2 - Service STRCHema NandhNo ratings yet
- (PChemI - Atkins) Chapter 4Document36 pages(PChemI - Atkins) Chapter 4Raja Akmal100% (1)
- Ijerph 16 00247 PDFDocument19 pagesIjerph 16 00247 PDFsinghashish35No ratings yet
- 1016495-DN-E-0018 - Equipotential Earth Bonding - RevA - FinalDocument11 pages1016495-DN-E-0018 - Equipotential Earth Bonding - RevA - Finalneoph138No ratings yet
- Termodinamica Greiner-1-100Document100 pagesTermodinamica Greiner-1-100Uriel MorenoNo ratings yet
- Applied Surface Science: Chen Hao, Xiaokun Wang, Xingli Wu, Yaning Guo, Linli Zhu, Xiaohong WangDocument3 pagesApplied Surface Science: Chen Hao, Xiaokun Wang, Xingli Wu, Yaning Guo, Linli Zhu, Xiaohong Wangreca adiyanti rahmanNo ratings yet
- Stamford Alternator Technical Data Sheet of Generator HCM5D-311-TD-EN Rev ADocument9 pagesStamford Alternator Technical Data Sheet of Generator HCM5D-311-TD-EN Rev ADanial AbdullahNo ratings yet
- 26 - Ray Optics - Master Slides (06-05-2022)Document16 pages26 - Ray Optics - Master Slides (06-05-2022)Zafar AhmadNo ratings yet
- MM302 6 Lecture Notes (Dimensional Analysis) PDFDocument17 pagesMM302 6 Lecture Notes (Dimensional Analysis) PDFdragons123x100% (1)
- BEEE MIni Project Semester 1Document11 pagesBEEE MIni Project Semester 1AKSHAT CHAURASIANo ratings yet
- Nanotechnology in Chemical IndustryDocument3 pagesNanotechnology in Chemical IndustryjournalNo ratings yet
- Ultrafine GGBS and Calcium Nitrate As Concrete Admixtu - 2018 - Construction andDocument9 pagesUltrafine GGBS and Calcium Nitrate As Concrete Admixtu - 2018 - Construction andTunLinNaingNo ratings yet
- Finite Element Analysis of Ball Bearing For Different MaterialsDocument5 pagesFinite Element Analysis of Ball Bearing For Different MaterialsEditor IJTSRDNo ratings yet
- 1977 (Q3) - Simplified Design For TorsionDocument10 pages1977 (Q3) - Simplified Design For TorsionCesar RjszvlNo ratings yet
- Mec 424 - Laboratory Report Title:Introduction To Sample Preparation and Optical Microscope For Metallographic ObservationDocument20 pagesMec 424 - Laboratory Report Title:Introduction To Sample Preparation and Optical Microscope For Metallographic ObservationTaufiq MahathirNo ratings yet
- Numerical ProblemDocument3 pagesNumerical ProblemExcel PU CollegeNo ratings yet
- Materials Characterisation ExercisesDocument4 pagesMaterials Characterisation Exercisesyaswanth1992No ratings yet
- Solid State WeldingDocument61 pagesSolid State Weldingakramakram123No ratings yet
- Drum DataDocument3 pagesDrum DataAnonymous XV9LfaMmNo ratings yet
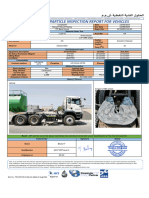
- Magnetic Particle Inspection Report For Vehicles: Particles CleanerDocument1 pageMagnetic Particle Inspection Report For Vehicles: Particles Cleanerbalaji baluNo ratings yet
- Elastics in Ortho IDocument20 pagesElastics in Ortho ISurabhi SaxenaNo ratings yet
- Q2 PT2 Covalent and Venn Diagram of Three Types of BondingDocument4 pagesQ2 PT2 Covalent and Venn Diagram of Three Types of BondingtoslocmarlitaNo ratings yet
- Especificación Fluke 1550bDocument3 pagesEspecificación Fluke 1550bAngel Morell OrtizNo ratings yet
- PT Process General Training DocumentDocument35 pagesPT Process General Training Documentjanardhan bhawarNo ratings yet
- Chapter 14 PolymersDocument11 pagesChapter 14 PolymersCarlos RevolloNo ratings yet
- Laminate Stiffness MatrixDocument93 pagesLaminate Stiffness MatrixCHANDRA MANI GUPTANo ratings yet
- A Review of Flow and Heat TransferDocument28 pagesA Review of Flow and Heat TransferOssama Bohamd100% (1)
- Mass Transfer in A Short Wetted-Wall Column PDFDocument5 pagesMass Transfer in A Short Wetted-Wall Column PDFJay MaradiyaNo ratings yet