You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Man-10000527 7447362 02Document77 pagesMan-10000527 7447362 02Didik safdali100% (2)
- FSAE Damper Guide - Jim Kasprzak Kaz Tech TipDocument25 pagesFSAE Damper Guide - Jim Kasprzak Kaz Tech TipAlex BradleyNo ratings yet
- Technical Drawing - Bowen Vs OtisDocument2 pagesTechnical Drawing - Bowen Vs OtisDidik safdali80% (5)
- Heat Exchanger Input Correction FactorDocument11 pagesHeat Exchanger Input Correction FactorTrần Tuấn VũNo ratings yet
- Stoppage Analysis Report Cement Mill 2022-23Document32 pagesStoppage Analysis Report Cement Mill 2022-23Valipireddy NagarjunNo ratings yet
- Eclipse Basic CourseDocument74 pagesEclipse Basic CoursenguyenmainamNo ratings yet
- T110C Jupiter Z Starting MotorDocument1 pageT110C Jupiter Z Starting MotorDidik safdaliNo ratings yet
- T110C Jupiter Z Starter ClutchDocument1 pageT110C Jupiter Z Starter ClutchDidik safdaliNo ratings yet
- T110C Jupiter Z Stand & FootrestDocument2 pagesT110C Jupiter Z Stand & FootrestDidik safdaliNo ratings yet
- T110C Jupiter Z Shift ShaftDocument1 pageT110C Jupiter Z Shift ShaftDidik safdaliNo ratings yet
- T110C Jupiter Z Front ForkDocument1 pageT110C Jupiter Z Front ForkDidik safdaliNo ratings yet
- T110C Jupiter Z FenderDocument1 pageT110C Jupiter Z FenderDidik safdaliNo ratings yet
- T110C Jupiter Z Front Brake CaliperDocument1 pageT110C Jupiter Z Front Brake CaliperDidik safdaliNo ratings yet
- T110C Jupiter Z Crankshaft & PistonDocument1 pageT110C Jupiter Z Crankshaft & PistonDidik safdaliNo ratings yet
- T110C Jupiter Z FrameDocument1 pageT110C Jupiter Z FrameDidik safdaliNo ratings yet
- T110C Jupiter Z Crankcase Cover 1Document1 pageT110C Jupiter Z Crankcase Cover 1Didik safdaliNo ratings yet
- T110C Jupiter Z Electrical 1Document1 pageT110C Jupiter Z Electrical 1Didik safdaliNo ratings yet
- HES RQ Lock Mandrel - 5251027 - 01Document19 pagesHES RQ Lock Mandrel - 5251027 - 01Didik safdali100% (1)
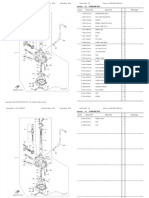
- T110C Jupiter Z CarburetorDocument2 pagesT110C Jupiter Z CarburetorDidik safdaliNo ratings yet
- WPCE Wireline Lubricator With Threaded Unions PDFDocument1 pageWPCE Wireline Lubricator With Threaded Unions PDFDidik safdaliNo ratings yet
- 231 Non Releasable Overshot Pws DsheetDocument1 page231 Non Releasable Overshot Pws DsheetDidik safdaliNo ratings yet
- Hand Tool PDFDocument46 pagesHand Tool PDFDidik safdaliNo ratings yet
- DPVC 09 PetrobrasDocument47 pagesDPVC 09 PetrobrasClaudia MmsNo ratings yet
- To Succeed in An Environment of Growth and Excellence and Earn A Job Which Provides Me Job Satisfaction and Self-Development and Help Me Achieve Personal As Well As Organization GoalsDocument4 pagesTo Succeed in An Environment of Growth and Excellence and Earn A Job Which Provides Me Job Satisfaction and Self-Development and Help Me Achieve Personal As Well As Organization GoalsAnonymous 3q8lTeuNo ratings yet
- Elite Magna-Range Bridge PlugDocument2 pagesElite Magna-Range Bridge PlugJohanes GigihNo ratings yet
- Floor Fryer: 40 Lb. Stainless Steel Liquid Propane or Natural GasDocument2 pagesFloor Fryer: 40 Lb. Stainless Steel Liquid Propane or Natural GasJose SavinonNo ratings yet
- Descript PDFDocument4 pagesDescript PDFRoy Jr RotanoNo ratings yet
- SH-Coffee-Art Plus SPMDocument36 pagesSH-Coffee-Art Plus SPMdeclansmithknNo ratings yet
- U06CaptureImage PDFDocument1 pageU06CaptureImage PDFFranciscoArandaMateuNo ratings yet
- Hoja de Datos - TorquimetroDocument1 pageHoja de Datos - TorquimetroYussef Abujalid FernándezNo ratings yet
- Design EquationsDocument4 pagesDesign Equationsmurakami27No ratings yet
- Morocco Embassy Email Address - Google SearchDocument1 pageMorocco Embassy Email Address - Google SearchJack MallouliNo ratings yet
- Health Care System DfdsDocument95 pagesHealth Care System Dfdssamee530100% (1)
- Purchase OrderDocument7 pagesPurchase OrderRisa IchaNo ratings yet
- I DenDocument34 pagesI DenGajendra SettyNo ratings yet
- International Study Centres 0309Document32 pagesInternational Study Centres 0309Gerald AtwellNo ratings yet
- For DummiesDocument3 pagesFor DummiesRicardo Aqp0% (1)
- Piccoplus Shortsetup Us Mpi812905us r00 190407Document12 pagesPiccoplus Shortsetup Us Mpi812905us r00 190407Pedro MendesNo ratings yet
- Design of Reinforced Concrete 8th Ed by Mccormac Brown Part1 PDFDocument228 pagesDesign of Reinforced Concrete 8th Ed by Mccormac Brown Part1 PDFCabar Kenneth100% (1)
- Surge Analysis SOWDocument4 pagesSurge Analysis SOWusaid saifullahNo ratings yet
- NEC Art 500Document2 pagesNEC Art 500Kranthi Kumar0% (1)
- Cover Letter AssignmentDocument2 pagesCover Letter AssignmentAndreea ZenoviaNo ratings yet
- Walbro Carburetor WA-133-1 Parts Diagram For WA-133-1 PARTS LISTDocument3 pagesWalbro Carburetor WA-133-1 Parts Diagram For WA-133-1 PARTS LISTRoberto ZilianiNo ratings yet
- DC卷筒联轴器 coupling-20141022104458Document15 pagesDC卷筒联轴器 coupling-20141022104458Ashley DeanNo ratings yet
- Points PDFDocument52 pagesPoints PDFkumarsanjeev.net9511No ratings yet
- Wereable EmgDocument17 pagesWereable EmgCarlo Del MazoNo ratings yet
- Amcrest NV4432-HS User Manual V3.6.1 PDFDocument222 pagesAmcrest NV4432-HS User Manual V3.6.1 PDFPhil MartinNo ratings yet
- Isscc 2009 / Session 26 / Switched Mode Techniques / 26.5Document3 pagesIsscc 2009 / Session 26 / Switched Mode Techniques / 26.5Erkin YücelNo ratings yet