You might also like
- Jack Smith Redaction Request Partially GrantedDocument2 pagesJack Smith Redaction Request Partially GrantedRobert GouveiaNo ratings yet
- Role Play Bill2lawDocument11 pagesRole Play Bill2lawapi-292450066No ratings yet
- MKSAP Endocrinology and MetabolismDocument148 pagesMKSAP Endocrinology and MetabolismArthurHLima100% (1)
- Welding Project Report PDFDocument61 pagesWelding Project Report PDFEzzadin Baban50% (6)
- Financial Management - Long Term Investment Decision Process and Relevant CashflowsDocument32 pagesFinancial Management - Long Term Investment Decision Process and Relevant CashflowsSoledad Perez100% (4)
- 290Document100 pages290tranvanboNo ratings yet
- Materials: Special Issue: Probabilistic Mechanical Fatigue and Fracture of MaterialsDocument5 pagesMaterials: Special Issue: Probabilistic Mechanical Fatigue and Fracture of MaterialsVy DangNo ratings yet
- 1B3EE9466949Document7 pages1B3EE9466949vian bisnisNo ratings yet
- Microstructural Simulation of Friction Stir Welding Using A Cellular Automaton Method A Microstructure Prediction of Az91 Magnesium AlloyDocument14 pagesMicrostructural Simulation of Friction Stir Welding Using A Cellular Automaton Method A Microstructure Prediction of Az91 Magnesium AlloyAnis dakhlaouiNo ratings yet
- Defect Analysis in Hot RollingDocument11 pagesDefect Analysis in Hot RollingVashishth KushwahaNo ratings yet
- Materials Selection For Hot Stamped Automotive Body Parts: An Application of The Ashby Approach Based On The Strain Hardening Exponent and Stacking Fault Energy of MaterialsDocument10 pagesMaterials Selection For Hot Stamped Automotive Body Parts: An Application of The Ashby Approach Based On The Strain Hardening Exponent and Stacking Fault Energy of MaterialsJaka Haris MustafaNo ratings yet
- Journal Details: Subscribe Online Free Sample Copy Table of Contents Alerting View Full Pricing DetailsDocument45 pagesJournal Details: Subscribe Online Free Sample Copy Table of Contents Alerting View Full Pricing Detailsdanaaaa007No ratings yet
- Copper Cook-Johnson Damage ParameterDocument17 pagesCopper Cook-Johnson Damage ParameterMostafa ZahediNo ratings yet
- Optimization of Stress Simulation in Real Casting Mould SystemsDocument8 pagesOptimization of Stress Simulation in Real Casting Mould SystemsuzairmetallurgistNo ratings yet
- Ropers-2016-A Thermo-Viscoelastic Approach For The Characterization and Modeling of The Bending Behavior of Thermoplastic Composites-PaperDocument11 pagesRopers-2016-A Thermo-Viscoelastic Approach For The Characterization and Modeling of The Bending Behavior of Thermoplastic Composites-PaperTim OpatzNo ratings yet
- Finite Element Method Application For Modelling of Mechanical PropertiesDocument4 pagesFinite Element Method Application For Modelling of Mechanical Propertieschandravadiyaketan1504No ratings yet
- Introduction To Fundamentals of Modeling For Metals ProcessingDocument4 pagesIntroduction To Fundamentals of Modeling For Metals ProcessingbluecreteNo ratings yet
- Analysis of Aluminium Hot Extrusion by Finite Volume MethodDocument21 pagesAnalysis of Aluminium Hot Extrusion by Finite Volume MethodhestizaNo ratings yet
- Odenthal 2010 Tundish CFDDocument11 pagesOdenthal 2010 Tundish CFDGreg BurgreenNo ratings yet
- JMMP 02 00063Document19 pagesJMMP 02 00063kishoreNo ratings yet
- Ijmet: ©iaemeDocument9 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- Mechanics of Materials: B.O. Calcagno, K.R. Hart, W.C. CroneDocument16 pagesMechanics of Materials: B.O. Calcagno, K.R. Hart, W.C. CroneAbdullah AlkalaliNo ratings yet
- Control and Design of The Steel Continuous Casting Process Based On Advanced Numerical ModelsDocument16 pagesControl and Design of The Steel Continuous Casting Process Based On Advanced Numerical ModelsMostafaNo ratings yet
- Preprints202009 0582 v1Document21 pagesPreprints202009 0582 v1Deb RoyNo ratings yet
- Lindegrin 2Document39 pagesLindegrin 2Babu NarayananNo ratings yet
- 2007-08 TE Engg MechDocument35 pages2007-08 TE Engg Mechmspiso2000No ratings yet
- Gu - (2016) - Finite Element Simulation and Experimental Investigation of Residual Stresses in Selective Laser Melted Ti-Ni Shape Memory AlloyDocument12 pagesGu - (2016) - Finite Element Simulation and Experimental Investigation of Residual Stresses in Selective Laser Melted Ti-Ni Shape Memory AlloyJesus Ismael Jimenez GarciaNo ratings yet
- Mechanics of Materials: Jiao Luo, Miaoquan Li, Xiaoli Li, Yanpei ShiDocument9 pagesMechanics of Materials: Jiao Luo, Miaoquan Li, Xiaoli Li, Yanpei ShiThangapandian NNo ratings yet
- PROCEEDINGS Mjab PDFDocument8 pagesPROCEEDINGS Mjab PDFTatu KärkiNo ratings yet
- Influence of The Micromechanics Models and Volume Fraction Distribution On The Overall Behavior of Sic/Al Functionally Graded Pressurized CylindersDocument15 pagesInfluence of The Micromechanics Models and Volume Fraction Distribution On The Overall Behavior of Sic/Al Functionally Graded Pressurized CylindersLeonardo Fernandes PinheiroNo ratings yet
- RESID. STRESS - Experiments and Numerical Simulations of The Annealing Temperature Influence in S700MCDocument26 pagesRESID. STRESS - Experiments and Numerical Simulations of The Annealing Temperature Influence in S700MCGabriel PaesNo ratings yet
- Prediction of Wax Pattern Dimensions in Investment Casting: A. S. Sabau and S. ViswanathanDocument14 pagesPrediction of Wax Pattern Dimensions in Investment Casting: A. S. Sabau and S. ViswanathandasohamathNo ratings yet
- Stress Analysis of Angle Bar With Different Process Parameter in Hot RollingDocument7 pagesStress Analysis of Angle Bar With Different Process Parameter in Hot RollingVashishth KushwahaNo ratings yet
- Metals 09 00907Document3 pagesMetals 09 00907HARIPRASATH PNo ratings yet
- 1 s2.0 S0020740320311073 MainDocument11 pages1 s2.0 S0020740320311073 MainSANKET KUMARNo ratings yet
- Flow Forming: A Review of Research Methodologies, Prediction Models and Their ApplicationsDocument31 pagesFlow Forming: A Review of Research Methodologies, Prediction Models and Their Applications임학진No ratings yet
- 1 s2.0 S0020768316300889 MainDocument20 pages1 s2.0 S0020768316300889 MainMeng DNo ratings yet
- Establishing Empirical Relations To Predict Grain Size and Hardness of Pulsed Current Micro Plasma Arc Welded SS 304L SheetsDocument18 pagesEstablishing Empirical Relations To Predict Grain Size and Hardness of Pulsed Current Micro Plasma Arc Welded SS 304L SheetsBoonsap WitchayangkoonNo ratings yet
- 1 Ijmmseaug20181Document10 pages1 Ijmmseaug20181TJPRC PublicationsNo ratings yet
- Identification of Constitutive Material Model Parameters For High-Strain Rate Metal Cutting Conditions Using Evolutionary Computational AlgorithmsDocument18 pagesIdentification of Constitutive Material Model Parameters For High-Strain Rate Metal Cutting Conditions Using Evolutionary Computational AlgorithmskeepingbusyNo ratings yet
- Anand Kumar, M.M. Mahapatra, P.K. Jha: ArticleinfoDocument9 pagesAnand Kumar, M.M. Mahapatra, P.K. Jha: ArticleinfoDr. Saravanan RNo ratings yet
- Numerical Modelling of Welding Induced StressesDocument180 pagesNumerical Modelling of Welding Induced StressesChristian AmmitzbøllNo ratings yet
- Sintering Study of Ti6Al4V Powders With Different Particle Sizes and Their Mechanical PropertiesDocument13 pagesSintering Study of Ti6Al4V Powders With Different Particle Sizes and Their Mechanical PropertiesCebolenkosi NdumisoNo ratings yet
- Materials: 2D Finite Element Modeling of The Cutting Force in Peripheral Milling of Cellular MetalsDocument15 pagesMaterials: 2D Finite Element Modeling of The Cutting Force in Peripheral Milling of Cellular MetalsOmar RabehNo ratings yet
- Studying Thermal BehaviorDocument6 pagesStudying Thermal BehaviorAhmed MatNo ratings yet
- Makale 4Document16 pagesMakale 4Oscar LyonNo ratings yet
- Lem3 Ijp Haddag 2008Document51 pagesLem3 Ijp Haddag 2008Krunal MoreyNo ratings yet
- A. Heussaff, L. Dubar, T. Tison, M. Watremez, R.F. NunesDocument15 pagesA. Heussaff, L. Dubar, T. Tison, M. Watremez, R.F. NunesAleksandar GrkicNo ratings yet
- Study On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachDocument9 pagesStudy On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachMuhamadAmirNo ratings yet
- Modeling of Spraying With Time-Dependent Material Feed Rate: Dmitry A. StepanenkoDocument13 pagesModeling of Spraying With Time-Dependent Material Feed Rate: Dmitry A. Stepanenkomanoj shindeNo ratings yet
- Ascd ÁDocument15 pagesAscd Áthehoang12310No ratings yet
- Experimental Study of The Features of The Kerf Generated by A 200 A High Tolerance Plasma Arc Cutting SystemDocument11 pagesExperimental Study of The Features of The Kerf Generated by A 200 A High Tolerance Plasma Arc Cutting Systemsuneetha suniNo ratings yet
- Ynamic Racture Nalysis: Guest Editors'Document4 pagesYnamic Racture Nalysis: Guest Editors'RamancoronaNo ratings yet
- 7206 9292 1 PB PDFDocument11 pages7206 9292 1 PB PDFMichael SerraNo ratings yet
- Welding Process Simulation Model For Temperature and Residual Stress AnalysisDocument8 pagesWelding Process Simulation Model For Temperature and Residual Stress AnalysisOmar MasmoudiNo ratings yet
- Optimization of The Cutting Parameters of Ti6Al4V Alloy by Using Hybrid ApproachDocument9 pagesOptimization of The Cutting Parameters of Ti6Al4V Alloy by Using Hybrid ApproachBabuRaoThellaNo ratings yet
- 09 Practical Hints Using Numerical Methods Rock MechanicsDocument26 pages09 Practical Hints Using Numerical Methods Rock MechanicsnahkbceNo ratings yet
- Turbine CoatingsDocument23 pagesTurbine Coatingsoquintero99No ratings yet
- Finite Element Modelling of Temperature Distribution and Residual Stress in Butt Welded Joints 2017Document10 pagesFinite Element Modelling of Temperature Distribution and Residual Stress in Butt Welded Joints 2017Fernando DiezNo ratings yet
- 2016 Geometría de La Soldadura The Influence of Welding Procedure and Plate Geometry On Residual Stresses in Thick ComponentsDocument10 pages2016 Geometría de La Soldadura The Influence of Welding Procedure and Plate Geometry On Residual Stresses in Thick ComponentsRoy2206No ratings yet
- Research On Welding Deformation For Box Girder ofDocument12 pagesResearch On Welding Deformation For Box Girder oframiNo ratings yet
- IstanbulLastBookAbstracts PDFDocument135 pagesIstanbulLastBookAbstracts PDFparamrosh100% (1)
- Particuology: Srujal Shah, Kari Myöhänen, Sirpa Kallio, Timo HyppänenDocument10 pagesParticuology: Srujal Shah, Kari Myöhänen, Sirpa Kallio, Timo HyppänenMuhammad Adnan LaghariNo ratings yet
- Tolerance Transfer in Sheet Metal FormingDocument21 pagesTolerance Transfer in Sheet Metal FormingMarvin GongNo ratings yet
- Applied Sciences: Inspection and Classification of Semiconductor Wafer Surface Defects Using CNN Deep Learning NetworksDocument13 pagesApplied Sciences: Inspection and Classification of Semiconductor Wafer Surface Defects Using CNN Deep Learning NetworksJake CloneyNo ratings yet
- Comparison of HOG, MSER, SIFT, FAST, LBP and CANNY Features For Cell Detection in Histopathological ImagesDocument6 pagesComparison of HOG, MSER, SIFT, FAST, LBP and CANNY Features For Cell Detection in Histopathological ImagesJake CloneyNo ratings yet
- Engineering Applications of Artificial IntelligenceDocument15 pagesEngineering Applications of Artificial IntelligenceJake CloneyNo ratings yet
- Mas MatrilDocument99 pagesMas MatrilJake CloneyNo ratings yet
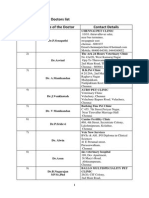
- Chennai Veterinary Doctors ListDocument7 pagesChennai Veterinary Doctors Listsrinivasa777100% (1)
- Information Paper: Northern Territory Skilled Occupation Priority ListDocument10 pagesInformation Paper: Northern Territory Skilled Occupation Priority ListHarjit Singh MangatNo ratings yet
- Vertical Breakwaters PDFDocument80 pagesVertical Breakwaters PDFMonika Nathawat na18b027No ratings yet
- Mont Belvieu, Texas Ethane Storage Hub: Warnings For AppalachiaDocument7 pagesMont Belvieu, Texas Ethane Storage Hub: Warnings For AppalachiaJames BruggersNo ratings yet
- Facilitate - Training MatrixDocument2 pagesFacilitate - Training MatrixLovely DoranoNo ratings yet
- Legal Status of Credit Bank Guarantee in IndonesiaDocument14 pagesLegal Status of Credit Bank Guarantee in IndonesiaZaber AminNo ratings yet
- A Reflection On The Life of ST BartholomewDocument2 pagesA Reflection On The Life of ST BartholomewTiffany AquinoNo ratings yet
- Readings in The Behavioral Sciences - Session 2Document2 pagesReadings in The Behavioral Sciences - Session 2Al Jerome Blanco OrocioNo ratings yet
- Oct2011 Leather and Leather ProductsDocument12 pagesOct2011 Leather and Leather ProductsArif RamadhanNo ratings yet
- Unit 3.2 - Material HandlingDocument23 pagesUnit 3.2 - Material Handlinglamao123No ratings yet
- LESSON 3 - Information LiteracyDocument10 pagesLESSON 3 - Information LiteracyAngel Trisha MariNo ratings yet
- Geh 5305 PDFDocument18 pagesGeh 5305 PDFleidy vidalNo ratings yet
- Guide To Firewalls and VPNS, 3 Edition: Chapter One Introduction To Information SecurityDocument47 pagesGuide To Firewalls and VPNS, 3 Edition: Chapter One Introduction To Information SecurityDominica McCoyNo ratings yet
- Demerath 2018Document17 pagesDemerath 2018Aura TabaraNo ratings yet
- Objectives: Full - Length PlayDocument8 pagesObjectives: Full - Length PlayWillyord PlayzNo ratings yet
- Edited Thesis Group 6Document46 pagesEdited Thesis Group 6Nhel Denton Cabusas88% (88)
- Moles Dots On Body ResultsDocument3 pagesMoles Dots On Body Resultssuryasystems18389No ratings yet
- BrazilThe PROMINP Program PetrobrasDocument20 pagesBrazilThe PROMINP Program Petrobrask_fatahiNo ratings yet
- CTI Program FlyerDocument1 pageCTI Program Flyeramol awateNo ratings yet
- Potato Gratin Recipe - Google SearchDocument1 pagePotato Gratin Recipe - Google Searchadinda putri safriniNo ratings yet
- The Philippine Islands, 1493-1898 — Volume 13 of 55 1604-1605 Explorations by Early Navigators, Descriptions of the Islands and Their Peoples, Their History and Records of The Catholic Missions, As Related in Contemporaneous Books and Manuscripts, ShowingDocument146 pagesThe Philippine Islands, 1493-1898 — Volume 13 of 55 1604-1605 Explorations by Early Navigators, Descriptions of the Islands and Their Peoples, Their History and Records of The Catholic Missions, As Related in Contemporaneous Books and Manuscripts, ShowingGutenberg.orgNo ratings yet
- Manual EAGLEDocument248 pagesManual EAGLEapi-3837584100% (2)
- Q4Basic Statistics Week 1 - 2Document10 pagesQ4Basic Statistics Week 1 - 2Jessa Bienel Biagtas OlescoNo ratings yet
- Seares Jr. vs. Gonzales Alzate 685 SCRA 397 Adm. Case No. 9058 November 14 2012Document10 pagesSeares Jr. vs. Gonzales Alzate 685 SCRA 397 Adm. Case No. 9058 November 14 2012Angelie FloresNo ratings yet
- Digital Malaysia Report 2013Document124 pagesDigital Malaysia Report 2013Web Pod100% (1)