acds
American Gas Association
AGA Report No. 3
ORIFICE METERING
OF NATURAL GAS
D OTHER RELATED HYDROCARBON FLUID:
PART 1
General Equations and
Uncertainty Guidelines
§
AXGA®\ American G: Report No. 3, Part
American Petroleum Institute API 14.3, Part 1
PI 2530-91, Part 1
THIRD EDITION, OCTOBER 1990
SECOND PRINTING, JUNE 2003
Aa
American Gas Association
AGA Report No. 3
ORIFICE METERING OF NATURAL
GAS AND OTHER RELATED
HYDROCARBON FLUIDS
PART 1
General Equations and
Uncertainty Guidelines
Copyright ©
American Gas Association and American Petroleum Institute 1990, 2003
All Rights Reserved
American Gas Association
400 North Capitol Street, N.W., 4" Floor
Washington, DC 20001
US.A.
Third Edition, October 1990
2nd Printing, June 2003
Catalog No. XQ9017
DISCLAIMERS AND COPYRIGHT
Nothing contained in this publication is to be construed as granting any right, by implication
or otherwise, for the manufacture, sale, or use in connection with any method, apparatus, oF
product covered by letters patent, or as insuring anyone against liability for infringement of
letters patent.
This publication was developed as a service to the natural gas industry and to the public. Use
of this publication is voluntary and should be taken after an independent review of the
applicable facts and circumstances.
Efforts have been made to ensure the accuracy and reliability of the data contained in this
publication; however, the American Gas Association (AGA) makes no representation,
‘warranty, or guarantee in connection with this publication and hereby expressly disclaims
any liability or responsibility for loss or damage resulting from its use or from the use of any
product or methodology described herein; for any violation of ariy federal, state, or
‘municipal regulation with which this publication may conflict; or for the infringement of any
patent from the use of this publication. Nothing contained in this publication should be
viewed as-an endorsement by AGA of any particular manufacturer’s products.
Permission is granted to republish material herein in laws or ordinances, and in regulations,
administrative orders, or similar documents issued by public authorities. Those desiring
permission for other publications should consult the Operations and Engineering Section,
American Gas Association, 400 North Capitol Street, NW, 4” Floor, Washington, DC
20001, USA,
Copyright ©1990, 2003 American Gas Association and American Petroleum
Institute, All Rights Reserved.
FOREWORD
AGA Report No. 3, Orifice Metering of Natural Gas and Other Related Hydrocarbon
Fluids, consists of four parts. This one is Part 1 ~ General Equations and Uncertainty
Guidelines. Other parts are:
Part 2—
Specification and Installation Requirements
Past 3 - Natural Gas Applications
Part 4 — Background, Development, Implementation Procedure, and
Subroutine Documentation for Empirical Flange-Tapped
Discharge Coefficient Equation
Each of the four parts is published separately to facilitate future changes, allow immediate
use, and reduce the size of the applicable part needed by most users. Although for many
applications each part can be used independently, users with natural. gas applications should
obtain Parts 2, 3 and 4 before implementing Part 1
This report applies to fluids that, for all practical purposes, are considered to be clean, single
phase, homogeneous, and Newtonian, measured using concentric, square-edged, fang
tapped orifice meters; and the Part 1 of the report provides equations for computing the flow
through orifice meters and offers guidelines for uncertainty determination, Users of pipe tap
orifice meters are referred to AGA Report No. 3, Part 3, for some equations and guidelines
relevant to those meters
‘This report has been developed through the cooperative efforts of many individuals from
industry under the sponsorship of the American Gas Association, the American Petroleum,
Institute, and the Gas Processors Association, with contributions from the Chemical
Manufacturers Association, the Canadian Gas Association, the European Community,
Norway, Japan and others.
It may become necessary to make revisions to this document in the future. Whenever any
revisions are advisable, recommendations should be forwarded to the Operations and
Engineering Section, American Gas Association, 400 N. Capitol Street, NW, 4 Floor,
Washington, DC 20001, US.A. A form has been included at the end of this report for that
purpose.
ACKNOWLEDGMENTS
From the initial data-collection phase through the final publication of this revision of the
AGA Report No. 3, Orifice Metering of Natural Gas and Other Related Hydrocarbon
Fluids, many individuals have devoted time and technical expertise. However, a small
‘group of individuals has been very active for much of the project life. This group includes
the following people:
H, Bean, EL Paso Natural Gas Company (Retired)
R. Beaty, Amoco Production Company, Committee Chairman
D, Bell, NOVA Corporation
T. Coker, Phillips Petroleum Company
W. Fling, OXY USA Inc. (Retired), Project Manager
J. Gallagher, Sell Pipe Line Corporation
L, Hillbum, Phillips Petroleum Company (Retired)
. Hoghnd, Washington Natural Gas Company (Retired)
P, LaNasa, CPL & Associates
G. Less, Natural Gas Pipeline Company of America (Retired)
J. Messmer, Chevron U.S.A. Inc. (Retired)
R Teyssandier, Texaco Inc,
E.Upp
K. West, Mobil Research and Development Corporation,
During much of the corresponding time period, a similar effort occurred in Europe. The
following individuals provided valuable liaison between the two efforts:
D. Gould, Commission ofthe European Communities
F. Kinghorn, National Engineering Laboratory
M. Reader-Harris, National Engineering Laboratory
J. Sattary, National Engineering Laboratory
E, Spencer, Consultant
J. Stolz, Consultant
P. van der Kam, Gasunie
The American Petroleum Institute provided most of the funding for the research project.
‘Additional support was provided by the American Gas Association and the Gas Processors
Association. Special thanks is given to the Gas Research Institute and K. Kothari for
providing funding and manpower for the natural gas calculations used in this project and to
the National Institute of Standards and Technology in Boulder, Colorado, for additional
flow work.
J. Whetstone and J. Brennan were responsible for the collection of water data at the
National Institute of Standards and Technology in Gaithersburg, Maryland. C. Britton, S.
Caldwell, and W. Seidl of the Colorado Engineering Experiment Station Inc., were
responsible for the oil data. G. Less, J. Brennan, J. Ely, C. Sindt, K. Starling, and R.
Ellington were responsible for the Natural Gas Pipetine of America test data on natural gas.
‘Over the years many individuals have been a part of the Chapter 14.3 Working Group
and its many task forces. The list below is the roster of the working group and its task
forces at the time of publication but is by no means a complete list of the individuals who
Participated in the development of this document.
R. Adamski, Exxon Chemical Americas ~ BOP
R Bass
M. Bayliss, Occidental Petroleum (Caledonia) Ltd.
R. Beaty, Amoco Production Company
D. Bell, NOVA Company
B. Berry
J. Bosio, Statoil
1. Brennan, National Institute of Standards and Technology
E. Buxton
S. Caldwell
R. Chitim, American Petroleum Institute
T. Coker, Philips Petroleum Company
H. Colvard, Exxon Company, US.A.
L_ Datta-Bana, United Gas Pipeline Company
D. Embry Philips Petroleum Company
W. Fling
J. Gallagher, Shell Pipe Line Corporation
Y. Gebben, Kenr McGee Corporation
B. George, Amoco Production Company
G. Givens, CNG Transmission Corporation
T. Glazebrook, Tenneco Gas Transportation Company
D. Goede, Texas Gas Transmission Corporation
. Gould, Commission ofthe European Communities
K. Gray, Philips Petroleum Company
R. Hankinson, Phillips 66 Natural Gas Company
R. Haworth
IE Hick, Union Carbide Corporation
L. Hillburn
P. Hoglund, Washington Natural Gas Company
J. Hord, National Institute of Sandards and Technology
E. Jones, Je, Chevron Oil Feld Research Company
M. Keady
K. Kothari Gas Research Institute
P.LaNasa
G. Less
G. Lynn, Oklahoma Natural Gas Company
R. Maddox
6G. Mattingly, National Intute of Standards and Technology
B. McConaghy, NOVA Corporation
C. Mente
LL Nomis, Eeron Production Research Company
K. Olson, Chemical Manufacturers Association
‘A. Rather, Gas Company of New Mexico
E. Raper, OXY USA, Ine
W. Ryan, El Pao Natural Gas Company
R. Segers
J. Sheffield
S. Stark, Willams Natural Gas Company
K. Starling
J. Stolz
J. Stuan, Pacific Gas and Electric Company
‘W. Studzinski, NOVA/Husky Research Company
M. Suton, Gas Processors Association
R, Teyssandier, Texaco Ine
V. Ting, Chevron Oil Field Research Company
LL. Traweek, American Gas Association
E Upp
F. Van Orsdal, Chevron U.S.A. Ine.
NN. Watanabe, National Research Laboratory of Metrology, Japan
K. West, Mobil Research and Development Corporation
P. Wileox, Toal of France
J. Williams, Oryx Energy Company
‘M. Williams, Amoco Production Company
E. Woomer, United Gas Pipeline Company
C. Worrell, OXY USA, Inc.
CONTENTS
Pree
LL Introduction nn sn
LLL Scope
1.1.2 Organization of Standard
1.13 Referenced Publications
1.2. Field of Application ve
1.21 Applicable Fluids
1.22. Types of Meters
123. Uncertainty of Measurement
13 Method of Calculation : =
1A Symbols
15. Definitions
15.1. Primary Element
152 Pressure Measurement =
153. Temperature Measurement co--n fete
154 Flow Rate Determination ... .
1.55 Fluid Physical Properties
156 Base Conditions .....
15.7 Sensitivity Coefficient
158. Meter Factor
16 Orifice Flow Equation
16.1 Velocity of Approach Factor
1.62. Orifice Plate Bore Diameter
1.63. Meter Tube Internal Diameter
17 Empirical Coefficient of Discharge : aa
17.1 Regression Data Base |
1.72. Empirical Coefficient of Discharge Equation fe Range Tapped
Orifice Meters
173. Reynolds Number nn vo
1.74 Flow Conditions a. -
175. Pulsating Flow... 15
1.8 Empirical Expansion Factor for Flange-Tapped Orifice Meters 16
1.8.1 Upstream Expansion Factor sn a
1.82 Downstream Expansion Factor 18
1.9 In-Situ Calibration
19.1 General
19.2 Meter Correction Factor
1.10. Fluid Physical Properties
DIOL VisCOSitY nn
4.102 Density
1.103 Isentropic Exponent
L.11 Unit Conversion Factors
LAL Orifice Flow Equation
1.11.2 Reynolds Number Equation
1.113 Expansion Factor Equation...
1.114 Flow Rate per Unit of Time Conversion...
1.12 Practical Uncertainty Guidelines
112.1 General ...
1.122 Uncertainty Over a Row Range
1.12.3 Uncertainty of Flow Rate ..
1.124 Typical Uncertainties
1.12.5. Example Uncertainty Calealations
APPENDIX I-A—REFERENCES ..
‘APPENDIX I-B—DISCHARGE COEFFICIENTS FOR FLANGE-TAPPED
‘ORIFICE METERS
APPENDIX 1-C—ADJUSTMENTS FOR INSTRUMENT CALIBRATION
AND USE ..
Figures
1-1—Orifice Meter
1-2— Orifice Tepping Location
1-3 Contribution to Flow Error due to Differential Pressure Instumentation
1-4—Enpseal Coefcent of Discharge: Unestaity st IfnieReaods
Number .....
1-6—Practical Uncertainty Levels
Tables
1-1—Linear Coefficient of Thermal Expansion ... :
1-2— Orifice Flow Rate Equation: Unit Conversion FaCt0P a
1-3 Reynolds Number Equation: Unit Conversion Factor ..
1-4—Empitical Expansion Factor Equation: Unit Conversion Factor =
1-5—Uncertainty Statement for Empirical Expansion Factor ... 8
1-6—Example Uncertainty Estimate for Liquid Flow Calculation... 32
1-7—Example Uncertainty Estimate for Natural Gas Flow Calculation ono 33
1-B-1-—Diseharge Coefficients for Flange-Tapped Orifice Meters:
‘Nominal 2-Inch (50-Millimeter) Meter... S 9
1-B-2— Discharge Coefficients for Flange-Tapped Orifice Meters.
Nominal 3-Inch (75-Millimeter) Meter . 40
1-B-3—Discharge Coefficients for Flange-Tapped Orifice Meters:
‘Nominal 4-Inch (100-Millimeter) Meter 41
1-B-4—Discharge Coefficients for Flange-Tapped Orifice Meters:
‘Nominal 6-Inch (150-Millimeter) Meter = 2
1-B-5—Discharge Coefficients for Flange-Tapped Orifice Meters:
Nominal 8-Inch (200-Millimeter) Meter. 8
1-B-6—Discharge Coefficients for Flange- Tapped Orifice Meters:
‘Nominal 10-Inch (250-Millimeter) Meter... a
1-B-7—Discharge Coefficients for Flange-Tapped Orifice Meters:
Nominal 12-Inch (300-Millimeter) Meter 45
1-B-8—Discharge Coelficiens for Flange-Tapped Orifice Meters:
‘Nominal 16-Inch (400-Millimeter) Meter... 46
1-B-9—Discharge Coefficient fr Flange- Tapped Orifice Meters
‘Nominal 20-Inch (500-Millimeter) Meter ... a
1-B-10—Discharge Coefficients for Flange-Tapped Orifice Meters:
‘Nominal 24-Inch (600-Millimeter) Meter 48
1-B-11—Discharge Coefficients for Flange-Tapped Orifice Meters:
‘Nominal 30-Inch (750-Millimeter) Meter. 9
PART 1 —GENERAL EQUATIONS AND UNCERTAINTY GUIDELINES
4.4 Introduction
4.4.1 SCOPE
This standard provides a single reference for engineering equations, uncertainty estima-
tions, construction and installation requirements, and standardized implementation recom-
‘mendations for the calculation of flow rate through concentric, square-edged, flange-tapped
orifice meters. U.S. customary [Inch-Pound (IP)] and Intemational System of Units (S1) are
included.
4.1.2 ORGANIZATION OF STANDARD
‘The standard is organized into four pars. Parts 1, 2, and 4 apply tothe measurement of
any Newionian fluid in the petroleum and chemical industries. Part 3 focuses on the appli-
cation of Pats 1,2, and 4 to the measurement of natural gas.
4.4.2.4 Part 41—General Equations and Uncertainty Guidelines
‘The mass flow rate and base (or standard) volumetric flow rate equations are discussed,
along with the terms required for solution of the flow equation,
‘The empirical equations for the coefficient of discharge and expansion factor are pre-
sented, However, the bases for the empiricel equations are contained in other sections of this
standard or the appropriate reference document
For the proper use of this standard, discussion is presented on the prediction (or deter-
‘ination) of the fluid’s properties at flowing conditions. The fluid’s physical properties shall
‘be determined by direct measurements, appropriate technical standards, or equations of stat.
Uncertainty guidelines are presented for determining the possible error associated with
the use of this standard for any Muid application. User-defined uncertainties for the fuid’s
physical properties and auxiliary (secondary) devices ate required to solve the practical
‘working formula for the estimated uncertainty.
1
2 Part 2~ Specification and Installation Requirements
Specifications are presented for orifice meters, in particular, orifice plates, orifice plate
holders, sensing taps, meter tubes, and flow conditioners.
Installation requirements. for orifice plates, meter tubes, thermometer wells, flow
conditioners, and upstream/downstream meter tube lengths are presented.
4.4.2.3. Part 3— Natural Gas Applications
‘The application of this standard to natural gas is presented, along with practical
guidelines. Mass flow rate and base (or standard) volumetric flow rate methods are presented.
in conformance with North American industry practices.
1.4.2.4 Part 4— Background, Development, and Implementation
Procedure and Subroutine Documentation for Empirical
Flange-Tapped Discharge Coefficient Equation
‘The coefficient of discharge database for flange-tapped orifice meters and its background,
development, and limitations are presented.
Implementation procedures for flange-tapped orifice meters are presented, along with a
set of example calculations. The examples are designed to aid in checkout procedures for any
soutines that are developed using the implementation procedures.
4.1.3. REFERENCED PUBLICATIONS
Several documents served as references for the revision of this standard. In particular,
previous editions of AGA Report No.3 (ANSIYAPI 2530; Chapter 14.3) provided a wealth
of information. The laboratory reports for the experimental databases also provided valuable
information concerning the control of independent variables, both qualitatively and
quantitatively. Other publications, symposium proceedings, trade journals, textbooks, and
society papers were consulted for the revision ofthis standard.
‘A complete bibliography is available upon request from the American Petroleum Insti
tute. A reduced list, referencing the major experimental research, is contained in Appendix
LA.
1.2 Field of Application
1.2.4 APPLICABLE FLUIDS
‘This standard applies to steady-state mass flow conditions for fluids that, forall practical
purposes, are considered to be clean, single phase, homogeneous, and Newtonian and have
pipe Reynolds numbers of 4000 or greater. All gases, most liquids, and most dense phase
fluids associated with the petroleum, petrochemical, and natural gas industries are usually
considered Newtonian fluids
1.22 TYPES OF METERS
This standard provides design, construction, and installation specifications for flange-
tapped, concentric, square-edged orifice meters of nominal 2-inch Schedule 160 and larger
pipe diameters
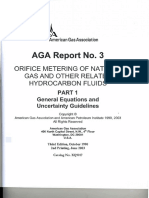
An orifice meter is fluid flow-measuring device that produces a differential pressure to
infer flow rate. The meter consists of the following elements (see Figure 1-1):
a. A thin, concentric, square-edged orifice plate.
». An orifice plate holder consisting of a set of orifice flanges (or an orifice fitting) equipped
‘with the appropriate differential pressure sensing taps.
. A meter tube consisting of the adjacent piping sections (with or without flow condition-
en).
‘The auxiliary (secondary) devioes necessary for the precise determination of flow rate are
not included in the scope of this standard. These devices are usually instruments that sense
the differential and static pressure, fluid temperature, and fluid density and/or relative density
(pecific gravity), and either mechanical recording devices or electronic. calculators.
Publications of the AGA, API, GPA®, and others should be used to specify and install these
auxiliary (secondary) devices.
"American National Standards Institue, 25 West 43° Sueei, New York, New York 10036
Tw
|
Upstream ping ection Downstream piping ston
oo
os
[> weromaten
ote et
(sme tee co
(®) onmateen tron one
Con) tment
Figure 1-1 ~ Orifice Meter
1.2.3 UNCERTAINTY OF MEASUREMENT
Many factors influence the overall measurement uncertainty associated with a metering
application. Major contributors include consirution tolerances in the meter components,
tolerances of empirical coefficiem of discharge data bases or in-situ flow calibrations, pre-
dictability of and variations in the fuid’s physical properties, and uncertainties associated
with the auxiliary (secondary) devices.
Using the guidelines contained in this standard in combination with the associated
‘uncertainty tolerances for the fuid's physical propeties, in-situ calibrations, or coefficient of
discharge data bases, and the appropriate auxiliary (secondary) devices, the user can estimate
the overall measurement uncertainty associated with a properly designed, installed, and
‘maintained thin plate, concentric, square-edged orifice metering application.
1.3. Method of Calculation
This standard provides recommended standardized calculation implementation methods
for the quantification of fluid Now under defined conditions, regardless of the point of origin
fr destination or the units of measure required by governmental customs or statute. The
recommended implementation procedures. provided in AGA Report No.3, Part 4, allow
different entities using various computer languages on different computing hardware to
suive at nearly idemtical results using the same standardized input data,
‘The following two recommended implementation procedures have been prepared to il-
Justrate the standardized set of mathematical expressions and sequencing, including itera-
tion/rounding techniques:
a. Mass flow rate.
’. Standard volumetric flow rate.
“The procedures presented address only the solution ofthe flow rate equation and require
specific inputs (fixed and variable). Typical fixed inputs include meter te internal dam-
‘ler, orifice plate bore diameter, and linear coefficient of expansion for steels (pipe and
crifice plate). Typical variable inputs may include differemial and static pressure, temper-
ature, fd density, isentropic exponent for compressible fuids, and fud viscosity.
‘The fluid’s physical properties shall be determined by direct measurements, appropriate
technical standards, or equations of state. If multiple parties are involved in the measure-
‘ment, the appropriate technical method selected for determining the fuid’s physical prop-
erties shall be mutually agreed upon.
1.4 Symbols
‘This standard reflects orifice meter spplication to fluid flow measurement with symbols
in general technical use
Symbol" Represented Quantity
C, Orifice plate coefficient of discharge.
CAFT) Coefficient of discharge aa specified pipe Reynolds number for flange tapped
orifice meter.
C, Coefficient of discharge at infinite pipe Reynolds number.
CCT) Coefficient of discharge at infinite pipe Reynolds number for comer-tapped
orifice meter.
CED) Coefficient of discharge at infinite pipe Reynolds number for flange-tapped
orifice meter.
¢» Specific heat at constamt pressure.
‘Specific heat at constant volume.
Orifice plate bore diameter calculated at flowing temperature, T;
Orifice plate bore diameter measured at Ty
Orifice plate bore diameter at reference temperature, T,-
‘Meter tube internal diameter calculated at flowing temperature, T-
‘Meter tube internal diameter measured at T,
‘Meter tube internal diameter at reference temperature, T.
Orifice differential pressure.
‘Temperature, in degrees Celsius.
‘Temperature, in degrees Fahrenheit.
‘Temperature, in kelvins.
‘Temperature, in degrees Rankine.
Velocity of approach factor.
Dimensional conversion constant.
deal gas relative density (specific gravity.
sentropic exponent.
deal gas isentropic exponent.
Perfect gas isentropic exponent.
Real gas isentropic exponent.
MF In-situ calibration meter factor.
Mry, Molar mass of air.
Mi — Molar mass of gas.
N, Unit conversion factor (orifice flow).
Nz Unit conversion factor (Reynolds number).
Ns Unit conversion factor (expansion factor).
N, Unit conversion factor (discharge coefficient).
P, Base (reference or standard) pressure.
Man gdROPvakas
pn Oe
P, Static pressure of fluid at he pressure tap.
F, ‘Absolute static pressure atthe orifice upstream differential pressure tap.
F, Absolute static pressure at the orifice downstream differential pressure tap.
G, Mass flow rate.
4m, Mass flow rate indicated by te orifice meter being calibrated
495, Mass flow rate determined by the primary mass flow system (or master meter).
‘2, Volume flow rate at flowing (actual) conditions.
4, Volume flow rate indicated by the orifice meter being calibrated
©, Volume flow rate at base (standard) conditions.
R Universal gas constant.
Roughness average value from continuously averaging meter readings.
Rey Pipe Reynolds mumber.
T Temperature.
T, Base (reference or standard) temperature.
T, —_‘Teraperatare of fluid at flowing conditions.
T, _‘Temperaure of the orifice plate or meter tube at time of diameter measure-
T, Reference temperature of orifice plate bore diameter and/or meter tube inside
amet.
x Ratio of fferential pressure to absotute static pressure.
x Ratio of differential pressure to absolute static pressure at the upstream pres-
sure tp.
SC) Sensitivity coefficient (influence coefficient)
Y Expansion factor.
Y, Expansion factor based on upstream absolut static pressure.
¥, Expansion factor based on downstream absolute static pressure.
Z Fluid compressibility
2, Fhuid compressibility t flowing conditions.
Z,_Compressiblity ofthe fuid flowing at the upstream pressure tap location.
Z, _ Compressiblity of the fluid flowing at the downstream pressure tap location.
‘@ Linear coefficient of thermal expansion
Linear coefficient of thermal expansion ofthe oifce plate material.
Linear coefficient of thermal expansion ofthe meter tube material
B Ratio of erifice diameter to meter tube diameter calculated at flowing condi
tions.
Absolute viscosity of uid flowing.
= Universal constant
Density of the fluid
P — Density ofthe fluid at base conditions (PT)
Py Density ofthe Bid at owing conditions (P, 7).
1.5 Definitions
This standard reflects orifice meter application to fluid flow measurement. The defini-
tions are given to emphasize the particular meaning of the terms as used in this standard.
1.5.1 PRIMARY ELEMENT
The primary clement is defined asthe orifice plate, the orifice plate holder with its asso-
ciated differential pressure sensing taps, and the meter tube.
15.1.1 Orifice Plate
The orifice plates defined as a thin pate in which a circular concentic aperture (bore)
tas been machined, Te orifice plate is described asa thin plate with sharp, square edge be-
‘cause the thickness ofthe plate material is small, compared with the internal diameter of the
‘measuring aperture (bore), and because the upstream edge of the measuring aperture is sharp
and square.
4.5.1.2 Orifice Plate Bore Diameter (d, day 0.)
‘The calculated orifice plate bore diameter (d) is the internal diameter of the orifice plate
‘measuring aperture (bore) computed at flowing temperature (T,), as specified in 1.6.2. The
calculated orifice plate bore diameter (d) is used in the flow equation for the determination of
flow rat.
‘The measured orifice plate bore diameter (d,) is the measured internal diameter of the
orifice plate measuring aperture at the temperature of the orifice plate (T,) at the time of bore
diameter measurements, determined as specified in AGA Report No.3, Part 2.
‘The reference orifice plate bore diameter (d,) is the internal diameter of the orifice plate
‘measuring aperture at reference temperature (7,), calculated as specified in AGA Report No.
3, Part 2. The reference orifice plate bore diameter is the certified or stamped orifice plate
bore diameter.
1.5.1.3. Orifice Plate Holder
‘The orifice plate holder is defined as a pressure-containing piping element, such as set of
orifice flanges or an orifice fitting, used to contain and position the orifice plate in the piping
system,
1.5.1.4 Meter Tube
The meter tube is defined as the straight sections of pipe, inchuding all segments that are
integral to.the orifice plate holder, upstream and downstream of the orifice plate, as speci-
fied in AGA Report No.3, Part 2
1.5.1.5 Meter Tube Internal Diameter (D, Dy, D,)
The calculated meter tube intemal diameter (D) is the inside diameter of the upstream
section of the meter tube computed at flowing temperature (7/), as specified in 1.6.3. The
calculated meter tube internal diameter (D) is used in the diameter ratio and Reynolds num-
ber equations.
‘The measured meter tube internal diameter (Dy) is the outside diameter of the upstream
section of the meter tube at the temperature of the meter tube (Ty) at the time of internal di-
ameter measurements, determined as specified in AGA Report No.3, Part 2.
‘The reference meter tube intemal diameter (D,) is the inside diameter of the upstream
section of the meter tube at the reference temperature (7,), calculated as specified in AGA.
report No.3, Part 2. The reference meter tube internal diameter is the certified or stamped
‘meter tube internal diameter.
4.5.1.6 Diameter Ration (8)
‘The diameter ration (8) is defined as the calculated orifice plate bore diameter (d) divided
by the calculated meter tube internal diameter (D).
1.52 PRESSURE MEASUREMENT
152.1 Tap Hole
‘A tap hole is a hole drilled radially in the wall ofthe meter tube or orifice plate holder, the
inside edge of which is flush and without any burrs.
1.522 Flange Taps
Flange taps are a pair of tap holes positioned as follows (see Figure 1-2):
‘a The upstream tap center is located 1 inch (25.4 millimeters) upstream ofthe nearest plate
face.
». The downstream tap center is located 1 inch (25.4 millimeters) downstream of the near-
cestplate face.
1523 Differential Pressure (4 P)
‘The differential pressure (AP) is the static pressure difference measured between the up-
stream and downstream flange taps.
1.5.24 Static Pressure (P)
‘The static pressure (P,) is the absolute flowing fluid pressure measured at one of the
flange tap holes. The absolute pressure may be measured directly or can be obtained by
adding local barometric pressure to measured gange pressure:
Absolute static pressure = Gauge static pressure + Local barometric pressure
R a a
Difterenial Pressure loss
Recirculation zone
—y—"
Upstream tap} __ Downstream tap.
FLANGE-TAPPED ORIFICE METER
Figure 1-2—Oritice Tapping Location
18.3 TEMPERATURE MEASUREMENT (7;)
‘The temperature is the flowing fluid temperature (7;) measured at the designated up-
stream or downstream location, as specified in AGA Report No.3, Part2.
In flow measurement applications where the fluid velocity is well below sonic, tis com-
‘mon practice to insert a temperature-sensing device in the middle of the flowing stream to
obtain the flowing temperature. For practical applications, the sensed temperature is as-
summed to be the static temperature of the flowing fuid,
‘The use of flowing temperature in this part ofthe standard requires the temperature to be
measured in degrees Fahrenheit or degrees Celsius. However, ifthe lowing temperature is
used in an equation of state to determine the density ofthe flowing fuid, it may require that
the Fahrenheit or Celsius values be converted to absolute temperature values of degrees
Rankine or Kelvin through the following relationships:
°R = F+459.67
K = °C+273.15
1.5.4 FLOWRATE DETERMINATION
1.5.4.1 Orifice Flow Rate (dm Gn Q)
The orifice flow rate is the mass or volume flow through an orifice meter per unit of time.
15.4.2 Orifice Plate Coefficient of Discharge (C2)
The orifice plate coefficient of discharge (C,) is the ratio of the trve flow to the theoretical
flow and is applied tothe theoretical flow equation to obtain the actual (iue) flow.
1.54.3 Velocity of Approach (E,)
‘The velocity of approach factor (E,) is a mathematical expression that relates the velocity
of the flowing fluid in the orifice meter approach section (upstream meter tube) to the fluid
velocity in the orifice plate bore.
1.5.4.4 Expansion Factor (Y)
‘The expansion factor (Y) is an empirical expression used to correct the flow rate for the
reduction in fluid density that a compressible uid experiences when it passes through the
orifice plate bore.
18.4.5 Pipe Reynolds Number (Rep)
The pipe Reynolds number is a dimensionless ratio of forces used to correlate the vari-
ations in the orifice plate coefficient of discharge (C,) with changes in the fluid’s properties,
flow rate, and orifice meter geometry.
1.5.5 FLUID PHYSICAL PROPERTIES
1.5.5.1 Density (Pop Ps)
‘The flowing fluid density (p,,) is the mass per uit volume of the fd being measured at
flowing conditions (Ty P).
‘The base fluid density (p.) is the mass per unit volume of the fluid being measured at base
conditions (7s, F
1.5.5.2 Absolute Viscosity (u)
The absolute viscosity (j) is the measure of a fuid’s intermolecular cohesive force’s re~
sistance to shear per unit of time.
1.5.5.3 Compressibility (Z)
‘The compressibility (Z) is an adjustment factor used to account forthe deviation from the
ideal gas law.
1.5.5.4 Isentropic Exponent ()
‘The isentropic exponent (k)is a thermodynamic state property that establishes the rela
tionship between an expanding fluid’s pressure and density as the fluid flows through the
orifice plate bore.
1.5.6 BASE CONDITIONS (P,, T;)
Historically, the flow measurement of some fluids, such as custody transfer and process
contro, have been stated in volume units at base (reference or standard) conditions of pres-
‘sure and temperature.
“The base conditions forthe low measurement of fluids, such as crude petroleum and its
liquid products, whose vapor pressure is equal too less than atmospheric at base temper-
ature are defined in the United States as a pressure of 14.696 pounds per square inch abso-
lute (101.325 kilopascals) at a temperature of 60.0°F (15.56°C).. According to the
International Standards Organization, base conditions are defined as a pressure of 14.696
pounds per square inch absolute (101.325 kilopascals) at a temperature of 59.00°F
(15.00%)
For fluids, such as liquid hydrocarbons, whose vapor pressure is greater than atmospheric
pressure at base temperature, the base pressure is customarily designated as the equilibrium
‘vapor pressure at base temperature.
‘The base conditions forthe flow measurement of natural gases are defined in the United
States as a pressure of 14.73 pounds per square inch absolute (101.560 kilopascals) at a
temperature of 60.0°F (15.56°C). According to the International Standards Organization,
base conditions are defined as a pressure of 14.696 pounds per square inch absolute
(101.325 kilopascals) ata temperature of 59.00°F (15.00°C).
For both liquid and gas applications, these base conditions can change from one country
to the next, one state to the nest, or one industry to the next. Therefore, it is necessary that
the base conditions be identified for standard velumetric flow measurement.
4.5.7 SENSITIVITY COEFFICIENT (S)
In estimating the uncertainty associated withthe metering facility, a numberof variables,
‘must be combined. The mathematical relationships among the variables establish the sen-
sitivity ofthe metered quantities to each of these variables. As such, each variable that may
influence the flow equation has a specific sensitivity coefficient. The derivation ofthis coef
ficient is based on a mathematical relationship or estimated from calculations, tables, oF
1.5.8 METER FACTOR (MF)
‘The meter factor (MF) is a number obtained by dividing the quantity of fluid measured
by the primary mass flow system by the quanlty indicated by the orifice meter during cal-
‘bration.
1.6 Orifice Flow Equation
‘The accepted one-dimensional equation for mass flow through a concentric, square-
‘edged orifice meter is stated in Equation 1-1 or 1-2. The derivation is based on conservation
‘of mass and energy, one dimensional fluid dynamics, and empirical functions such as equa-
tions of state and thermodynamic process statements. Any derivation is accurate when all
the assumptions used to develop it are valid. Asa result, an empirical orifice plate coeffi-
«
} "(1 = 0144) as
Also
1s
oF as)
2,
m=mn(24- 2.00) 0-19)
ot)
13
1“
(18)
io f”
c [ zy (19)
B= diameter ratio.
aD.
CAPT) = coefficient of discharge at specified pipe Reynolds number for fange-tapped
orifice meter.
(PT) = coeffciea of discharge at infinite pipe Reynolds number for fange-tapped or-
fice mete.
‘C(CT) = coefficient of discharge at infinite pipe Reynolds number for comer-tapped ori-
fice mete.
4 = orifice plate bore diameter calculated at 7,
D = mete tube internal diameter calculated at T,
‘meter tube internal diameter at reference temperature;
‘© = Napieria constant = 2.71828,
dimensionless correction forthe tap location
NAD, foe fange taps.
1.0 when Dis in inches
25.4 when D, isin millimeters.
Reo = pipe Reynolds number
1.7.3 REYNOLDS NUMBER (Re,)
‘The RG equation uses pipe Reynolds number as the correlating parameter to represent
the change in the orifice plate coefficient of discharge, C, with reference tothe fluid’s mass
flow rate (ts velocity through the orifice), the fluid density, and the fluid viscosity.
“The pipe Reynolds number can be calculated using the following equation:
Rey = 4 (1-20)
uD
‘The pipe Reynolds number equation used in this standard is in a simplified form that
combines the numerical constants and unit conversion constants:
%,
aap
For the Reynolds number equations presented above, the symbols are described as fol-
lows:
D = meter tube internal diameter calculated at lowing temperature (7).
= absolute viscosity of fluid.
N, = unit conversion factor.
2 = universal constant
3.14159,
‘mass flow rate.
pipe Reyoolds number.
‘The unit conversion factor, N;, for the Reynolds number equations is defined and pre-
sented in LIL
1.7.4 FLOW CONDITIONS
1.7.41 Generat
‘The condition of the meter tube, the mating of the piping sections, the AP sensing tap
holes, the straight lengths of pipe preceding and following the primary element, and so
forth, are factors that influence the flowing conditions. Although some factors may be con-
sidered insignificant for commercial purposes, flowing conditions can influence field accu-
racy.
‘To assure accuracy within the uncertainty stated, certain flow condition limitations must
bbe followed:
‘& The flow shall approach steady-state mass flow conditions on fluids that are considered
clean, single phase, homogeneous, and Newtonian.
°. The fluid shall not undergo any change of phase as it passes through the orifice.
c. The flow shall be subsonic through the orifice and the meter tube.
. The Reynolds number shall be within the specified limitations of the empirical coeffi
cients.
¢. No bypass of flow around the orifice shall occur at any time.
17.4.2 Lawot Similarity
‘The empirical coefficients calculated from the equations inthis standard are valid if dy-
namic similarity exists between the metering installaion and the experimental data base.
Technically, this approach is termed the Law of Similarity.
Dynamic similarity isthe underlying principle for present-day theoretical and experimen-
tal luid mechanics. The principle states that two geometrically similar meters with identical
initial flow directions shall display geometrically similar streamlines.
‘The mechanical specifications forthe meter tube, the orifice plate, the orifice anges or
fining, the differential pressure sensing taps, the upstream and downsueam piping requise-
ments, the flow straightener (if applicable), and the thermowell must be adhered to, as
stated in the standard, to assure geometric similarity
‘Geometric similarity requires thatthe experimental flow system be a scale model ofthe
field installations. The experimental pattern’s design identifies sensitive dimensional
gions to explore, measure, and empirically fit. A proper experimental patter for orifice me-
ters allows the user to extrapolate to larger meter tube diameters without increasing the
uncertainty.
‘Dynamic similarity implies a correspondence of fluid forces between the two metering
systems. The Reynolds number is a measure of the ratio ofthe inertial to viscous forces. For
the orifice meter, the inertial to viscous forces are the forces considered significant within
the application limitations of this standard. As a result, the Reynolds number isthe tern that
correlates dynamic similarity in all empirical coefficient of discharge equations. Infact, the
‘Reynolds number correlation provides a rational bass for extrapolation of the empirical
‘equation, provided the physics of the fluid does not change. For instance, the physics asso-
ciated with subsonic low is not similar to that associated with sonic flow.
For the empirical data base, undisturbed flow conditions (flow pattern and fully devel-
‘oped velocity profile) were achieved through the use of straight lengths of meter tube both
‘upstream and downstream from the erifice and the use of flow straighteners. For both the
API/GPA and EC experiments, an undisturbed flow condition was defined as the equivalent
of a symmetrical, approximately swir-free velocity profile located approximately 45 pipe
diameters downstream of a Sprenkle flow conditioner, in circular pipes with an average in-
temal surface wall roughness, R, of approximately 150 microinches,
1.7.5 PULSATING FLOW
Reliable measurements of flow cannot be obtained with an orifice meter when apprecia-
‘le pulsations are present at the point of measurement. Currently, no satisfactory theoretical
8
‘or empirical adjustment for orifice measurement in pulsating flow applications exists that,
when applied to custody transfer measurement, will maintain the measurement accuracy
predicted by this standard.
1751 Sources
Pulsations in a pipeline, originating from a reciprocating device, a rotary device, valve
actions, piping configuration, or another similar source, consist of sudden changes in the ve
locity, pressure, and dasity of the fuid flowing. The most common sources of pulsation are
the following:
1a Reciprocating compressors, engines, or impeller-type boosters.
Pumping or improperly sized pressure regulators and loose or wor valves.
« Imegular movemeat of quantities of water or oil condensates in the line.
4. Interminters on well, automatic drips, or separator dumps.
¢, Dead-ended piping tee junctions and similar cavities.
1752 Pulsation Reduction
‘To obtain reliable measurements, it is necessary to suppress pulsation. In general, the fol
lowing practices have been effective in diminishing pulsation andor its effect on orifice
flow measurement:
a. Locating the metertabe in a more favorable location with regard to the source of the pal-
sation, such as the inlet side of regulators, or increasing the distance from the source of
the pulsation,
b Inserting capacity tanks (volume), flow restrictions, or specially designed filters in the
line berween the source of pulsation and the meter tube to reduce the amplitude of the
pulsation.
«. Using short-coupled impulse mbing and/or manifolds of approximately the same size as,
the pressure taps tothe differential pressure measurement instrument,
4. Operating at differentials as high as is practicable by replacing the orfce plate in use
with a smaller orifice bore plate or by concentrating flow in a multiple meter tube instal-
lation through a limited number of tubes.
. Using smaller sized meter tubes and keeping essentially the same orifice diameter while
maintaining the highest practical limit of the differential pressure.
Considerable study and experimentation have been conducted to evaluate the re-
auirements and methods necessary to achieve pulsation reduction. This material is outside
the scope of this standard and may be found in many publications that are readily available.
1753 Pulsation instruments
Instruments, both mechanical and electronic, have been developed that indicate the pres-
ence of pulsation. These devices are used to determine the effectiveness of pulsation sup-
pression practices.
1.8 Empirical Expansion Factor (Y) for
Flange—Tapped Orifice Meters
Expansibility research on water, air, steam, and natural gas using orifice meters equipped
\with various sensing taps is the basi forthe present expansion factor equation. The emp
ical research compared te flow for an incompressible fluid with that of several compress-
ile ids.
‘The expansion factor, ¥, was defined as follows:
y=S a2)
Where:
Ge,
Cy
coefficient of discharge from compressible uid tests.
‘coefficient of discharge from incompressible fluids test,
Buckingham derived the empirical expansion factor equations for orifice meters
equipped with various sensing taps based on the following correlation:
Y= fAk» (1-23)
Where:
B = diameter ratio (dD).
‘k= isentropic exponent.
2X = ratio of differential pressure to absolute static pressure.
‘Compressible ids expand as they flow through a square-edged orifice. For practical ap-
plications, itis assumed thatthe expansion follows a polytropic, ideal, one-dimensional
path,
‘This assumption defines the expansion as reversible and adiabatic (no heat gain or loss).
Within practical operating ranges of differential pressure, flowing pressure, and tempera
‘ure, the expansion factor equation is insensitive tothe value of the isentropic exponent. AS
result, the assumption ofa perfect or ideal isentropic exponent is reasonable for field ap-
plications. This approach was adopted by Buckingham and Bean in ther correlation. They
‘empirically developed the upstream expansion factor (Y,) using the downstream tempera
ture and upstream pressute.
‘Within the limits of this standard’s application itis assumed that the temperatures ofthe
fluid atthe upstream and downstream differential sensing taps are identical for the expan-
sion factor calculation.
‘The application ofthe expansion factor is valid as long as the following dimensionless
pressure rato criteria are followed:
AP
o< < 020
08 <
she
orifice differential pressure
unit conversion factor.
P, = absolute static pressure a the pressure tap.
absolue static pressure atthe upstream pressure tap.
absolute static pressure at the downstream pressure tap.
Although use of the upstream or downstream expansion factor equation is a matter of
choice, the upstream expansion factor is recommended because of its simplicity. If the up-
stream expansion factor is chosen, then the determination of the flowing fluid compressibil-
ity should be based on the upstream absolute static pressure, P;. Likewise, if the
downstream expansion factor is selected, then the determination of the flowing fluid com=
pressibility should be based on the downstream absolute static pressure, P,.
‘The expansion factor equation for flange taps is applicable over a f range of 0.10- 0.75
1.8.1 UPSTREAM EXPANSION FACTOR (¥;)
The upstream expansion factor requires determination ofthe upstcam static pressure, the
diameter ratio, andthe isentropic exponent.
7
18
If the absolute static pressure is taken at the upstream differential pressure tap, then the
value of the expansion factor, ¥,, shall be calculated as follows:
¥ = 1 41+ 0.356% (1.24)
‘When the upsuream static pressure is measured,
ap
=A 1
soap (125)
‘When the downstream sitic pressure is measured,
n= (1.26)
ip, aP
cic differential pressore.
isenwopie exponent
unit conversion factor.
absolute static pressure at the upstream pressure tap.
absolute static pressure at the downstream pressure tap.
ratio of differential pressure to absolute static pressure atthe upstream tap.
upstream acoustic ratio,
Y; = expansion factor based on the absolute static pressure measured at the upstream
tap.
1.8.2 DOWNSTREAM EXPANSION FACTOR (¥;)
‘The downstream expansion factor requires determination of the downstream static pres-
sure, the upstream static pressure, the downstream compressibility factor, the upstream
compressibility factor, the diameter ratio, and the isentropic exponent. The value of the
downstream expansion factor, ¥, shall be calculated using the following equation:
ae aan
ye [ ~ (0.41 + 0358", 28)
‘When the upstream static pressure is measured,
_ oP
NPs,
‘When the downstream static pressure is measured,
eeaineey
NP, + 4P
0-29)
(1-30)
Where:
AP = orifice differential pressure.
‘k = isentropic exponent.
Ng = unit conversion factor.
P, = absolute static pressure at the upstream pressure tap.
P, = absolute static pressure at the downseam pressure tap.
1X, = ratio of differential pressure to absolute static pressure atthe upstream tap.
-n/k = upstream acoustic ratio.
Y, = expansion factor based on the absolute static pressure measured at the upstream
up.
Y= expansion factor based on the absolute static pressure measured atthe downstream
ap.
Z,, = fluid compressibility atthe upstream pressure tap.
%, = fluid compressibility a the downstream pressure tap.
1.9 In-Situ Calibration
1.9.41 GENERAL
‘The statement of the uncertainty of the empirical coefficient of discharge for concent,
square-edged orifice meters, Cis predicated on compliance with the requirements ofthis
standard.
For accurate measurement applications, the flowmeter and adjacent piping should meet
the requirements ofthe relevant, peferably the most stringent, specification ofthe standard.
Deviations from the standard’ specifications (for example, eccentricity, steps between ad-
Jacent sections of pipe, preran lengths wit or without a flow conditioner, postrun lengths,
and pipe wall roughness) wil ivalidate the uncerainty statement.
To assure the accuracy of such low measurements, the user may wish to caltrate the
meter in st. Tis is particulary suggested for orifice meters under 2 inches (50 milime-
ters) nominal pipe size. Jn siwis defined as being under normal operating condition, with
the actual approach piping configuration, using the actual fuid with the actual ofc plate
and recording system in place.
Calibration of an orifice meter in situ requires the use of a primary mass low sytem.
‘This primary mass flow system may be portable or permanently installed. A master meter
that has been calibrated with a primary mass flow standard can also be used for in-situ cal
ibration.
The in-situ calibration shouldbe performed witha primary mass low system (or master
meter) with an overall uncertainty less than the overall uncertainty of 9, of the meter being
calibrated. Refer to the working uncertainty equation given in 1.12.
‘To perform an in-situ calibration, the primary mass flow system (or master mete) should
be installed cither upstream or downstream of the pipe fitting nearest tothe meter tube or
meter tube manifold so that it provides a éalibration of the meter in its normal flowing,
configuration (hat i, velocity profile. In-situ calitration shouldbe performed atthe nor-
zal flow rate, temperature, and pressure ofthe meter station. Additionally, in-situ calibra-
tion may be performed over the range of flow rats, temperatures, and pressure 1 assure
a higher confidence level over the complete range of lowing, conditions.
1.9.2. METER CORRECTION FACTOR
The in-situ calibration can provide a meter factor (MF) that may be used to comect the
calculated mass flow rate as detemmined by Equation 1-1. if agreed upon by the pares. The
MF is defined as follows:
a3
‘mass flow rate indicated by the orifice meter being calibrated.
volumetric flow rate indicated by the orifice meter being calibrated.
Pi, = density (mass) of fluid at the meter at flowing conditions.
19
Altematively, the results may be used to identify installations that exceed the uncertainty
estimated using 1.12. Ifthe MF falls ouside the 0.9 < MF < 1.1 limits, the system should
be investigated until the physical cause forthe deviation has been identified and corrected.
‘When the meter factors are determined over a range of operating conditions, several val
ues of MF may result. A plot of MF versus pipe Reynolds number (Res) should provide a
single curve that may be used for determining MF corrections.
Ifthe MF is applied to the metered quantities for custody transfer purposes, then in-situ
calibration should be periodically repeated to ensure accurate measurement. Additional in-
situ calibrations should be performed when physical changes tothe metering system or
sinificanly different operating conditions are encountered
1.10 Fluid Physical Properties
Certain fluid physical properties are required to solve the orifice flow equation.
For the mass flow equation, the following fluid properties are required:
a. The viscosity at flowing conditions,
. The Buid density at flowing conditions, p,,
c. The isentropic exponent, k, for compressible uids.
For the standard volumetric flow equation, the density at base conditions, p,, is required
for solution.
1.10.1, VISCOSITY (1)
‘The absolute (or dynamic) viscosity of the uid at flowing conditions is required to com-
pute the pipe Reynolds number. Fluid viscosities may be measured experimentally or com-
puted from empirical equations.
Forhigh Reynolds number applications, viscosity variations are usually ignored, since a
sensitivity analysis indicates negligible effect in the flow computation. For low Reynolds
‘number applications, accurate viscosity values and their variation with composition, tem-
perature, and pressure may have a significant affect on the flow computation
1.102 DENSITY (pp p6)
Appropriate values for the density ofthe uid p,, and p, can be obtained using one of
‘wo methods:
a. Empirical density conelation. The empirical density value may be calculated by an equa-
tion of state or another technically qualified expression
’. On-line density meters. An on-line density meter can measure the fluid density at oper-
ating conditions (or base conditions).
For on-line density meter applications where the density at flowing conditions (or base
conditions) is greater than 0.30 gram per cubic centimeter, refer to Chapter 14.6 forthe in-
stallation, operation, and calibration of these devices.
For on-line density meter applications where the density at lowing conditions (or base
conditions) is less than 0.30 gram per cubic centimeter, refer to the manufacturers’ recom
‘mendations for the installation, operation, and calibration of these devices. The manufac
turer should be able to demonstrate that operation of the on-line density measurement
aise) suai Univeral const
2 Toisce—Kmsee ST Unit ecualo Paso
Deer Meters
N127324E00 27324 +00
rar 12728
US.UssUSUne Mele Merrie Unit
a me Time —sRghee iyece
gai 3.14139 3.18159 5.14139 Univeral constant
ke Centpoise Poise Centpoise Poise
D— tnches Inches Milieters Millimeter
My 2273S Ee 227575EVOL ——127324Es0S —_LaTIREEWON
ngs wrsis 1278240 nag
1.12 Practical Uncertainty Guidelines
‘The most important assumption underlying the calculation of the orifice discharge coef
ficient equation is that laboratories’ systematic equipment biases are randomized within the
data base. This means that there is no bias in the equation’s ability to represent reality due
tocquipment variety in the various laboratories. Such an assumption of randomization has
precedent in ISO 5168, established in 1978, and a 1939 paper by Rossini and Deming. This
allows the use of results from the world’s finest laboratories without requiring that experi-
‘mental equipment be identical,
‘Table 1-4—Empirical Expansion Factor Equation
Unit Conversion Factor (N,)
Unis ‘sTUnis
ry Pcl
on? Pras
100000 E+00 1.00000 +00
00 100000
US. Unis Ws. Unie US. Unis
2P Risin inH.On, inH.Oy
Psi Tet Testa?
» 1000008400 2.77070 N01. 77300 +01
1.00000 277070 27.7300
‘Mee Unis Mente Unis Mee Uae
> _ Kilopaale ‘bar iba
> Megapeseals Bar Megspasals
% 1.00000 E403 0000005 1.000008-02
1000.00 1000.00 .oreceno
Every effort has been made to remove residual bias from the representation of the exper
imental data by the equation for mass low. Consequeatly, the subsequent precision state-
‘ments are valid for an individual orifice meter installation for which physical characteristics
and measurements of these characteristics are maintained within the precision that is used
todetermine the contributions to imprecision in mass flow measurement caused by various
factors.
In accordance with prudent statistical and enginecring practice, the estimated orifice flow
rate uncertainty shall be calculated a the 95-percent confidence level.
1.121 GENERAL
Many factors associated with an orifice installation influence the overall error in flow
‘measurement. These errors are due to uncertainties about the following:
a. Representation of reality by the mass flow equation.
’. Uncertainty about actual physical properties of the fd being measured.
¢. Imprecision in the measurement of important installation parameters (such as orifice di-
ameter and B ratio)
Examples ofthe calculations ofthe overall uncertainy as it depends on these major cat-
‘egories are given below. For ease of understanding, graphical summaries are presented
where feasible.
1.42.2. UNCERTAINTY OVER A FLOW RANGE
From a practical standpoint, the accuracy envelope for an orifice meter is usually esti-
‘mated using the uncertainty assigned to the differential pressure sensing device. This tech-
nique realistically estimates the uncertainty associated with the designer's low range.
‘An accuracy envelope incorporates the influence quantities associated with the AP sens-
ing device. The significant quantities include ambient temperature effets, static pressure ef-
fects, long-term drift, hysteresis, linearity, repeatability, and the calibration standard's
“uncertainty,
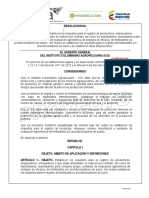
For some applications, parallel orifice meters are required to meet the user's desired un-
certainty and rangeability. In addition, the designer may choose to install stacked AP
‘devices calibrated for different ranges o minimize uncertainty while maximizing rangeabil-
ity for a given orifice plate, as shown in Figure 1-3.
1.12.3 UNCERTAINTY OF FLOW RATE
The overall uncertainty is the quadrature sum (square root of the sum of the squares) of
the uncertainties associated withthe pertinent variables:
Gn = Ca, ¥, AP. dD, Py)
For practical considerations, the pertinent variables ae assumed to be independent to
provide a simpler uncertainty calculation. In fact, no significant change in the uncertainty
estimate will occur if the user applis the simplified uncertainty equations presented below.
The total uncertainty of the flow rate through an orfce meter may be calculated by one
‘of two methods:
1. Empirical coefficient of discharge using flange-tapped orifice meters.
b In-situ calibration using orifice meters.
1.42.3.1 Uncertainty Using Empirical Coefficient of Discharge for
Flange—Tapped Orifice Meter
‘The basic flow equation used is as follows:
Gn = CEMA AE 24.0,,8P
070
oo |?
wal |
wot
ws
5 ie
SY Paes
0.10
0.00
0 2 4 6 © 100 10 140 10 190 20
Difereil pressure reading (nches H.C.)
1M Diflerenti Preseure 1 @ erential Presewre2&_Dilereniial Preseure 3
[Note:The precision of the differential pressure device wed in this example ie 20.25 percent of fll scl
Figure 1-3—Contribution to Flow Error due to
Differential Pressure Instrumentation
p
‘velocity of approach factor
1
iF
B= diameter ratio (iD),
Using differentiation, one can show that
4,14.) = S.(6C,/C,) + S,(5E,IE,) + ,(5Y/Y) + S(Sd/ d)
+ 8,5 Pip! Pin) * SyABAPIAP) (134)
Where:
S = sensitivity coefficient of the particular variable.
Therefore,
And,
By continuing this process to put dEJE, in terms of did and éDID, itcan be shown that
(GEJE) = (did) - DID) (35)
F
‘Assuming that independent estimates are available for SC/C, UY, ld, and ADID and
substituting for E/E, gives us the following working equation forthe uncertainty of the
‘mass flow rate:
2
F
(6 an/4q) = fecrey + Orly + i Jesarar
(SDIDF + 66 P,P.) + xaiany| (136)
1.12.32 Uncertainty Using an In-Situ Calibration
‘When the orifice meter has beea calibrated in situ, the practical working formula forthe
uncertainty of the mass flow rate can be expressed as follows:
(6a,/4,) = [(SMF/MFY + KGAPIAPF + K6p,,/0,.%])° 037)
“The meter factor (MF) term i estimated from the combination of the primary mass ow
uncertainty, the master meter uncertainty, andthe precision ofthe oie meter calibration.
‘Note that the meter factor (MF) determined for the orifice plate and we is a combination
of several possible eros. No addtional uncertain is necessary forimstallation conditions
or expansion factor
1.12.4 TYPICAL UNCERTAINTIES
For precise metering applications, such as custody transfer, the flowmeter and adjacent
piping shoold meet the requirements of the relevant, preferably the most stringent, specifi-
cation of the standard. In the following sections, the typical uncertaimies expressed can be
obtained only through compliance with the specifications of the standard.
1.12.4.1. Empirical Coefficient of Discharge
‘The estimated uncertainty ofthe empirical coefficient of discharge for concentric, square
edged, flange tapped orifice meters that are in compliance with this standard is a function
of the Reynolds number and the diameter ratio (A). At very bigh Reynolds numbers the un-
certainty is only a function of the diameter ratio (f). This uncertainty estimate is shown
graphically in Figure 1-4. As the Reynolds number decreases, the uncertainty of the orifice
plate coefficient of discharge increases. The ratio of the uncertainty at a given Reynolds
‘number to the uncertainty at infinite Reynolds number is shown graphically in Figure 1-5.
‘The overall uncertainty of the empirical coefficient of discharge isthe product of the Value
read from Figure 1-4 and the value read from Figure 1-5. The values for Figure 1-4 may be
approximated by the following:
For > 0.175,
100[6CKFT)/CAFD)] = 0.5600 - 0.25506 + 193168 (1-38)
For < 0.175,
100{5 C(FT)/C,(FT)} = 0.7000 ~ 1.05508 (1-39)
‘The values for Figure 1-5 may be approximated by the following
SCCFNISGET) = 1+ oneos( 22) (0-40)
oss
os
3 :
2 oss
i | —
os I
Z DNae
oa
0 of 602 (OSC
5
Figure 1-4—Empirical Coefficient of Discharge:
Uncertainty at Innite Reynolds Number
i Hit
Tt I
| {
y
i T
get el
= 4
wt ae
if I
i TH
2 NT
NTT i]
oy EL tl
Li | |
vo CLUE TTIE SS
1009 10000100000 1,000,000 19000.000
Reyne nuter
Figure 1-5—Relative Change in Uncertainty: Dependence on Reynolds Number
a
2
‘These estimates for the uncertainty were developed using the regression data base dis-
cussed in 1.7.1. Orifice plates with bore diameters less than 0.45 inch (11.4 millimeters), in-
stalled according to AGA Report No.3, Part 2, may have coefficient of discharge [Cy (FT))
Uncertainties as great as 3.0 percent, This large uncertainty is due to problems with edge
sharpness. These types of problems are discussed further in AGA Report No33, Par.
Deviations from the installation specifications in AGA Report No3, Part 2, will invalidate
this uncertainty statement,
1.42.4.2 Empirical Expansion Factor for Flange-Tapped Orifice Meters
‘The values of ¥ computed by the empirical equations are subject to a tolerance varying
from 0, when x= 0, to #0.5 percent, when x = 0.2. For larger values of x, a somewhat larger
uncertainty may be expected,
‘An alternative approach for determining the uncertainty for the expansion factor, which
bas been proposed in the interiational community, stipulates that when f, AP, Py and k are
assumed to be known without error, the percentage uncertainty of the value of Y's esti-mated
by
v4[ BE] when 5 0750
NP,
‘The expansion factor uncertainty is presented in Table 1-5. For fluids that are not com-
pressible, the expansion factor equals 1.000 by definition, and the estimated uncertainty is
Table 1-5 —Uncerta
y Statement for Empirical Expansion Factor
Common U.S. Units
Expansion Factor Uncertainty (1) When Pr (psa) uals
(incdes|
3400) a 7501000 1500)
10 036 003 00l_-— OM 0.00 mom.
50 190 004 0070.03, eat}, O00
100, 3610290400800}? oto
350 Ss 043022009 ak 003022
200 72 058 029012006. ags mn
230 902 072 036 «040070050803
300 Joss 087 0430.17 agp 06040003
Common US. Unis
___ Expansion Factor Uncertainty (2) When Ps (MPs) Equal
fet 8 poeeeee eo) 86 3
0 249 003001010700 0m momo
50 1244 014 0070030] oth
100 2488 029-044 0.05- 003,02
130 373304302008 Ok} 02. OT
200 4977 OSk 029-042-005 ak 03am
230 feuaie 072) 030) 0.108 (007 00s, 008) 00see 000]
300 74550874} OT 009008008
‘Notes
|. Orifice plates having bore diameters less than 0.45 inch (1.4 milimetes), ised secording to AGA Report
1No3, Pat 2, may have coefficient of discharge (C,)uncertiates as great as 30 percent. This lige uncertainty is
«ve 10 problems with edge sharps.
2 The elatve unersiny level depict in Figure 1-6 azomes a swir-fee inlet velaciy profile
1.12.4.3 Installation Conditions
To assure accurate flow measurement, the fluid should enter the orifice plate with a fully
developed flow profile, free from swirl or vortices. Such a condition is best achieved through
the use of flow conditioners and adequate lengths of straight pipe preceding and following
the orifice plate.
For various technical reasons, the uncertainty associated with installation conditions is
You might also like
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- Diapo FinalesDocument48 pagesDiapo FinalesJose Gonzales100% (1)
- Costos de Soldadura PDFDocument66 pagesCostos de Soldadura PDFJose GonzalesNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Aga Report No 3 Orifice Metering of Natural Gas Part1 (A) (2003) PDFDocument28 pagesAga Report No 3 Orifice Metering of Natural Gas Part1 (A) (2003) PDFJose Gonzales100% (2)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Catalogo Tapas Cierre Rapido Recipientes PDFDocument4 pagesCatalogo Tapas Cierre Rapido Recipientes PDFJose GonzalesNo ratings yet
- Anexo 1,2,3,4oc, Omplanos, Graficos CDL-80 CayaraDocument60 pagesAnexo 1,2,3,4oc, Omplanos, Graficos CDL-80 CayaraJose GonzalesNo ratings yet
- Granulometria de FertilizantesDocument62 pagesGranulometria de FertilizantesJose GonzalesNo ratings yet