You might also like
- Supplier Quality Management System A Complete Guide - 2020 EditionFrom EverandSupplier Quality Management System A Complete Guide - 2020 EditionNo ratings yet
- Index For Welding InspectorDocument3 pagesIndex For Welding InspectorShrikant MojeNo ratings yet
- Sample of Welding Quality ManualDocument5 pagesSample of Welding Quality ManualwentropremNo ratings yet
- CQI-15 - Welding System Assessment 2nd EditionDL - Final - 2 - 2ndprinting Laser WeldingDocument3 pagesCQI-15 - Welding System Assessment 2nd EditionDL - Final - 2 - 2ndprinting Laser Weldingalfredo garciaNo ratings yet
- Welding Machine Validation Check ListDocument4 pagesWelding Machine Validation Check ListAnilkumar G NairNo ratings yet
- CRAWDocument26 pagesCRAWKiukStaksNo ratings yet
- International StandardDocument38 pagesInternational StandardWillem Pentz100% (2)
- Micrometer CalibrationDocument4 pagesMicrometer CalibrationSHANENo ratings yet
- Calibration vs. VerificationDocument3 pagesCalibration vs. VerificationFrander Cordero - LINKNo ratings yet
- 009-Measuring Tape - Steel RuleDocument4 pages009-Measuring Tape - Steel RuleAjlan KhanNo ratings yet
- Vernier CalipersDocument4 pagesVernier CalipersVinod KGNo ratings yet
- Visual InspectionDocument11 pagesVisual InspectionMani Rathinam Rajamani100% (2)
- Control Procedures For The Calibration and Measurement of The Welding Power Supplies For PDFDocument11 pagesControl Procedures For The Calibration and Measurement of The Welding Power Supplies For PDFNenad NedeljkovicNo ratings yet
- Calibration BookletDocument12 pagesCalibration BookletGeorge Manuel50% (2)
- Welding Parameter Record SheetDocument2 pagesWelding Parameter Record SheetPravin Patil100% (1)
- Solano County PD Expungement PacketDocument7 pagesSolano County PD Expungement PacketSean RamseyNo ratings yet
- Weld Log PDFDocument1 pageWeld Log PDFDeniz AydinNo ratings yet
- Calibration ValidationDocument12 pagesCalibration Validationdanny newmanNo ratings yet
- Outside Micrometer Calibration Procedure: 1.0 Standards and EquipmentDocument2 pagesOutside Micrometer Calibration Procedure: 1.0 Standards and Equipmenterharsingh100% (1)
- 16 Calibration and Validation of MeasuringDocument4 pages16 Calibration and Validation of Measuringelmira100% (1)
- Welding Inspector May 2021Document8 pagesWelding Inspector May 2021SUNIL BABURAO GAVADENo ratings yet
- NDT Weld Visual Inspection ProcedureDocument4 pagesNDT Weld Visual Inspection ProcedureAvneet MaanNo ratings yet
- Aws Qc13 2006 Specification For The Certification of Welding SupervisorsDocument18 pagesAws Qc13 2006 Specification For The Certification of Welding SupervisorsWaldo AtNo ratings yet
- Procedure For Calibration of Machines WeldingDocument3 pagesProcedure For Calibration of Machines Weldinglewgne08100% (6)
- Welding Manual: Cheema Boilers LimitedDocument19 pagesWelding Manual: Cheema Boilers LimitedRajesh ThakurNo ratings yet
- Calibration Interval 1Document7 pagesCalibration Interval 1fajar_92No ratings yet
- Material Safety Data Sheet: MSDS No. GW001 Carbon Steel Gas Welding RodsDocument7 pagesMaterial Safety Data Sheet: MSDS No. GW001 Carbon Steel Gas Welding Rodssajeev27No ratings yet
- Company Quality ManualDocument54 pagesCompany Quality ManualReama QumsanNo ratings yet
- As9100 Receiving TrainingDocument7 pagesAs9100 Receiving Trainingapi-315724233100% (1)
- Production Planning RecordDocument1 pageProduction Planning RecordSatish Keskar100% (1)
- QSCP-92 - Welding MachinesDocument3 pagesQSCP-92 - Welding Machineszaheeruddin_mohdNo ratings yet
- Procedure Progress ISO 3834 2 PDFDocument3 pagesProcedure Progress ISO 3834 2 PDFKumar DNo ratings yet
- Weld GaugesDocument15 pagesWeld Gaugesraobabar21100% (1)
- Calibration ValidationDocument12 pagesCalibration ValidationAlberto LobonesNo ratings yet
- Welder CertificateDocument6 pagesWelder CertificateA. ΒρατσισταNo ratings yet
- Calibration Training: ReferencesDocument5 pagesCalibration Training: ReferenceshoussNo ratings yet
- 02 - Calibration Procedure - Asf-Qc-Cal-001Document7 pages02 - Calibration Procedure - Asf-Qc-Cal-001Sherif YehiaNo ratings yet
- QC Sample Manual GenericDocument34 pagesQC Sample Manual GenericIan Stewart PorterNo ratings yet
- SAIC-W-2082 Validation of Welding Equipment (EE)Document4 pagesSAIC-W-2082 Validation of Welding Equipment (EE)karioke mohaNo ratings yet
- Commercial Grade Dedication GuidanceDocument64 pagesCommercial Grade Dedication GuidanceGifford MachonNo ratings yet
- QSP-010 Product Iden.&TraceabilityDocument5 pagesQSP-010 Product Iden.&TraceabilityJamal Mohamed Rahamathullah100% (1)
- Micrometer - Caliper CalibrationDocument3 pagesMicrometer - Caliper CalibrationBALAJINo ratings yet
- TS 0070Document1 pageTS 0070shifaNo ratings yet
- AWS White Paper - ISO 6789-2017 v4Document4 pagesAWS White Paper - ISO 6789-2017 v4Antmavr100% (1)
- Calibration Procedure PMIDocument8 pagesCalibration Procedure PMIbmkale100% (1)
- AWS A2.4 98 Standards Symbols For Welding Bracing and Nondestructive Examination Page 107Document1 pageAWS A2.4 98 Standards Symbols For Welding Bracing and Nondestructive Examination Page 107JuniorNo ratings yet
- IAB 337r3 17 January 2017 Interpretation Implementation ISO 3834Document17 pagesIAB 337r3 17 January 2017 Interpretation Implementation ISO 3834Luice Carol0% (1)
- Calibration Procedure FOR Calipers General: Technical ManualDocument8 pagesCalibration Procedure FOR Calipers General: Technical ManualrcmetrologyNo ratings yet
- WPS AWS TemplateDocument3 pagesWPS AWS TemplateMohd SaffririzalNo ratings yet
- Magnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiDocument1 pageMagnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiMurugan Raja100% (1)
- 12l14 Bright Mild SteelDocument2 pages12l14 Bright Mild SteelStefany Carolina Chavez DavidNo ratings yet
- Part 01 - Review of EN ISO 9606-1Document26 pagesPart 01 - Review of EN ISO 9606-1Turbo Snail RNo ratings yet
- Bend Test ProcedureDocument9 pagesBend Test ProcedureRavi pandeyNo ratings yet
- ISO 9001 Auditing Practices Group Guidance On: Auditing Statutory and Regulatory RequirementsDocument8 pagesISO 9001 Auditing Practices Group Guidance On: Auditing Statutory and Regulatory RequirementsGuadalupe MarínNo ratings yet
- Calibration of Adhesion TesterDocument7 pagesCalibration of Adhesion TesterManivasagan VasuNo ratings yet
- Calibration of Phase Sequence IndicatorDocument6 pagesCalibration of Phase Sequence IndicatorManivasagan VasuNo ratings yet
- Calibration of Angle - Bevel ProtectorDocument6 pagesCalibration of Angle - Bevel ProtectorManivasagan VasuNo ratings yet
- Calibration Laboratory: Revision Record SheetDocument6 pagesCalibration Laboratory: Revision Record SheetManivasagan VasuNo ratings yet
- Calibration of Anemometer and BalometerDocument7 pagesCalibration of Anemometer and BalometerManivasagan Vasu0% (1)
- Advanced Technical Service Company: Calibration Laboratory Single Gas Detector (Msa Altair Pro)Document10 pagesAdvanced Technical Service Company: Calibration Laboratory Single Gas Detector (Msa Altair Pro)MANIVASAGANNo ratings yet
- Angle - Bevel ProtectorDocument5 pagesAngle - Bevel ProtectorManivasagan Vasu100% (1)
- Calibration Laboratory: Revision Record SheetDocument6 pagesCalibration Laboratory: Revision Record SheetManivasagan VasuNo ratings yet
- Calibration of Adhesion TesterDocument7 pagesCalibration of Adhesion TesterManivasagan VasuNo ratings yet
- Calibration Laboratory Coating Thickness Gauge: Revision Record SheetDocument6 pagesCalibration Laboratory Coating Thickness Gauge: Revision Record SheetManivasagan VasuNo ratings yet
- Calibration of Anemometer and BalometerDocument7 pagesCalibration of Anemometer and BalometerManivasagan Vasu0% (1)
- Calibration Laboratory Depth Gauge: Revision Record SheetDocument6 pagesCalibration Laboratory Depth Gauge: Revision Record SheetManivasagan VasuNo ratings yet
- Calibration Laboratory Depth Micro Meter: Revision Record SheetDocument8 pagesCalibration Laboratory Depth Micro Meter: Revision Record SheetManivasagan VasuNo ratings yet
- Calibration of Angle - Bevel ProtectorDocument6 pagesCalibration of Angle - Bevel ProtectorManivasagan VasuNo ratings yet
- Calibration of Phase Sequence IndicatorDocument6 pagesCalibration of Phase Sequence IndicatorManivasagan VasuNo ratings yet
- B467 88Document6 pagesB467 88Manivasagan VasuNo ratings yet
- B725 93Document5 pagesB725 93Manivasagan VasuNo ratings yet
- Astm B122Document6 pagesAstm B122Manivasagan VasuNo ratings yet
- Astm B729Document2 pagesAstm B729Manivasagan VasuNo ratings yet
- Astm B 121Document4 pagesAstm B 121Manivasagan VasuNo ratings yet
- Astm B241-99Document16 pagesAstm B241-99Manivasagan Vasu100% (1)
- Astm B161Document3 pagesAstm B161Manivasagan VasuNo ratings yet
- Astm B187Document7 pagesAstm B187Manivasagan VasuNo ratings yet
- September 19, 2000 01:29:36 Information Handling Services, 2000Document2 pagesSeptember 19, 2000 01:29:36 Information Handling Services, 2000Manivasagan VasuNo ratings yet
- September 18, 2000 05:00:26 Information Handling Services, 2000Document6 pagesSeptember 18, 2000 05:00:26 Information Handling Services, 2000Manivasagan VasuNo ratings yet
- Astm B361Document5 pagesAstm B361Manivasagan VasuNo ratings yet
- September 18, 2000 23:47:08 Information Handling Services, 2000Document10 pagesSeptember 18, 2000 23:47:08 Information Handling Services, 2000Manivasagan VasuNo ratings yet
- Astm C 356-87Document3 pagesAstm C 356-87Manivasagan VasuNo ratings yet
- Machine ElementsDocument6 pagesMachine Elementsmahipunny2No ratings yet
- Ansys Statics2 v61Document7 pagesAnsys Statics2 v61api-3833671No ratings yet
- ICL8038Document14 pagesICL8038RAYLINo ratings yet
- SIM4ME FNP1111 AdministratorGuideDocument39 pagesSIM4ME FNP1111 AdministratorGuideAlexanderNo ratings yet
- 05 Digital CMOS IC DesignDocument86 pages05 Digital CMOS IC DesignAhmed FeradjiNo ratings yet
- Lenovo YOGA 310 User GuideDocument36 pagesLenovo YOGA 310 User GuidesilvofNo ratings yet
- First PagesDocument11 pagesFirst PagesEswar KarriNo ratings yet
- Resonance PDFDocument2 pagesResonance PDFcostelchelariuNo ratings yet
- Gases and Other Properties: Lesson 5Document7 pagesGases and Other Properties: Lesson 5lucifer angelNo ratings yet
- Department of Computer Applications Syllabus For B.C.A. Under Choice Based Credit System (CBCS) For Candidates Admitted From 2019 - 2020Document39 pagesDepartment of Computer Applications Syllabus For B.C.A. Under Choice Based Credit System (CBCS) For Candidates Admitted From 2019 - 2020Saran VNo ratings yet
- Solving Corresponding Parts of Congruent Triangles: Quarter 3, Week 5Document22 pagesSolving Corresponding Parts of Congruent Triangles: Quarter 3, Week 5Gerson AntonioNo ratings yet
- Starships of The Galaxy (Bookmarked)Document162 pagesStarships of The Galaxy (Bookmarked)Anna GarbiniNo ratings yet
- Combustion Solved ProblemsDocument5 pagesCombustion Solved ProblemsAnonymous 1VhXp1100% (2)
- MongoDB 4 Quick Start Guide - Learn The Skills You Need To Work With The World's Most Popular NoSQL Database PDFDocument187 pagesMongoDB 4 Quick Start Guide - Learn The Skills You Need To Work With The World's Most Popular NoSQL Database PDFthinker100% (1)
- TQE Assgn 3-Problems SolvedDocument6 pagesTQE Assgn 3-Problems SolvedSENTHIL KUMARNo ratings yet
- ORCA Quick Installation Guide 2018Document24 pagesORCA Quick Installation Guide 2018yogaNo ratings yet
- Microsoft Azure Networking Virtual WAN Delivered As A Service For Superior Branch Connectivity in A Cloud-First WorldDocument3 pagesMicrosoft Azure Networking Virtual WAN Delivered As A Service For Superior Branch Connectivity in A Cloud-First WorldMichael KusmierowiczNo ratings yet
- Slides 6 Dimensional Analysis and Hydraulic SimilarityDocument43 pagesSlides 6 Dimensional Analysis and Hydraulic SimilarityTing Wee KietNo ratings yet
- MAT2612 Study GuideDocument105 pagesMAT2612 Study GuideMarkusNo ratings yet
- Instructions: Choose The Correct Word To Fill in Each Blank in The Paragraphs Below To ReinforceDocument3 pagesInstructions: Choose The Correct Word To Fill in Each Blank in The Paragraphs Below To ReinforceSupicha BuabanNo ratings yet
- Astm D4Document3 pagesAstm D4Vijayan Munuswamy100% (1)
- Unit TestDocument28 pagesUnit TestyogashankarNo ratings yet
- Projections of Plane: Prepared By: Mr. Hiren Prajapati Asst. Professor, Institute of Technology, Nirma UniversityDocument24 pagesProjections of Plane: Prepared By: Mr. Hiren Prajapati Asst. Professor, Institute of Technology, Nirma UniversityKirtan PatelNo ratings yet
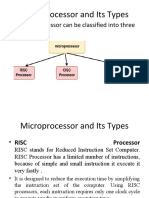
- Microprocessor and Its TypesDocument16 pagesMicroprocessor and Its TypesAisha SarinNo ratings yet
- JD19 GBDocument2 pagesJD19 GBsergio maiaNo ratings yet
- IEO Syllabus Third Year-Computer Science EngineeringDocument2 pagesIEO Syllabus Third Year-Computer Science EngineeringsusmitaNo ratings yet
- Statistics and Probability: Learner'S Activity Sheet Quarter 3 - Week 3: Normal Probability DistributionDocument12 pagesStatistics and Probability: Learner'S Activity Sheet Quarter 3 - Week 3: Normal Probability DistributionRuben100% (2)
- Adding Sub Screen in CS01: RequirementDocument10 pagesAdding Sub Screen in CS01: Requirementshansparrowmusic officialNo ratings yet
- Gen Bio 2 WorksheetsDocument10 pagesGen Bio 2 WorksheetsAulene PeñaflorNo ratings yet
- Bchem 455 - Module 3Document42 pagesBchem 455 - Module 3WilliamNo ratings yet