You might also like
- Chemistry 12 Data BookletDocument12 pagesChemistry 12 Data BookletEtoileCamelliaNo ratings yet
- Correcting Sentence FragmentsDocument3 pagesCorrecting Sentence FragmentsbetelgueseNo ratings yet
- Activity Analysis, Cost Behavior, and Cost Estimation: Answers To Review QuestionsDocument84 pagesActivity Analysis, Cost Behavior, and Cost Estimation: Answers To Review QuestionsSze Siu Pui100% (2)
- Academic Writing Cheat Sheet EnglishDocument4 pagesAcademic Writing Cheat Sheet Englishqyh57No ratings yet
- Metallography ManualDocument344 pagesMetallography ManualSneh SameerNo ratings yet
- He Shainin SystemDocument20 pagesHe Shainin SystemSilvia Tria ApsariNo ratings yet
- Donald E. Knuth - Surreal NumbersDocument65 pagesDonald E. Knuth - Surreal NumbersMaurizioLeonardi100% (1)
- What Is Design of Experiments (DOE) ?Document8 pagesWhat Is Design of Experiments (DOE) ?karthikspeedNo ratings yet
- Optimization Techniques in Pharmaceutical Formulations and ProcessingDocument27 pagesOptimization Techniques in Pharmaceutical Formulations and ProcessingIndranil Ganguly96% (26)
- Blocking, - Confounding, and - Fractional Factorial DesignsDocument87 pagesBlocking, - Confounding, and - Fractional Factorial DesignsTeflon SlimNo ratings yet
- Coatings For High-Temperature Structural MaterialsDocument102 pagesCoatings For High-Temperature Structural MaterialsbetelgueseNo ratings yet
- Principles of 2D PDFDocument96 pagesPrinciples of 2D PDFJerome GeeNo ratings yet
- PracRes02 11 Q3 M1Document15 pagesPracRes02 11 Q3 M1Carl Benedict RevillaNo ratings yet
- Leco Met Principles and Procedures Catalog 200-860Document44 pagesLeco Met Principles and Procedures Catalog 200-860centaurus553587No ratings yet
- 217 221 (Ajpr)Document5 pages217 221 (Ajpr)Melia Catur AnggrainiNo ratings yet
- Kasus Resp Surface 1Document10 pagesKasus Resp Surface 1rindangsukmanitaNo ratings yet
- Design Experiments For MQL1Document15 pagesDesign Experiments For MQL1VishalDabhadeNo ratings yet
- Chap4.1 Lecture Method DevelopmentDocument43 pagesChap4.1 Lecture Method DevelopmentLily ERc Peter100% (1)
- Appendix D - Guidelines For Collaborative Study Procedures To Validate Characteristics of A Method of AnalysisDocument12 pagesAppendix D - Guidelines For Collaborative Study Procedures To Validate Characteristics of A Method of AnalysisFer RodriguezNo ratings yet
- AM DesignofExperimentsDocument12 pagesAM DesignofExperimentsKereme JulienNo ratings yet
- AM DesignofExperimentsDocument12 pagesAM DesignofExperimentsMohit GuptaNo ratings yet
- Appendix D AoacDocument12 pagesAppendix D AoacCler JansenNo ratings yet
- AOAC Appendeix D 2023Document26 pagesAOAC Appendeix D 2023Nana BiotayudaNo ratings yet
- RSM Optimization of Food Industry ProcessesDocument21 pagesRSM Optimization of Food Industry ProcessesFlorentina BucurNo ratings yet
- OrthogonalDesign IbDocument4 pagesOrthogonalDesign Ibhakita86No ratings yet
- UNIT-5Document11 pagesUNIT-5K R SAI LAKSHMINo ratings yet
- Design of ExperimentsDocument42 pagesDesign of ExperimentsR.BALASUBRAMANINo ratings yet
- 1design (Cha1) 2012-1Document7 pages1design (Cha1) 2012-1gebremaryamzeleke081No ratings yet
- Lectue Note CH 1-4Document41 pagesLectue Note CH 1-4Aba MachaNo ratings yet
- Development of A Variance Prioritized Multiresponse Robust Design Framework For Quality ImprovementDocument17 pagesDevelopment of A Variance Prioritized Multiresponse Robust Design Framework For Quality Improvementaqeel shoukatNo ratings yet
- Design of Experiments For Analytical Method Development and ValidationDocument5 pagesDesign of Experiments For Analytical Method Development and ValidationJoe Luis Villa MedinaNo ratings yet
- 3 DOE & SQC Basic Workshop Course MaterialDocument18 pages3 DOE & SQC Basic Workshop Course Materialbuvana1980No ratings yet
- Design and Analysis of Efficacy Evaluation Trials: Specific Scope Specific Approval and AmendmentDocument15 pagesDesign and Analysis of Efficacy Evaluation Trials: Specific Scope Specific Approval and AmendmentIgor CañapatañaNo ratings yet
- Research Methods in Psychology 10Th Edition Shaughnessy Solutions Manual Full Chapter PDFDocument52 pagesResearch Methods in Psychology 10Th Edition Shaughnessy Solutions Manual Full Chapter PDFJeffreyWalkerfpqrm100% (9)
- Research Methods in Psychology 10th Edition Shaughnessy Solutions ManualDocument31 pagesResearch Methods in Psychology 10th Edition Shaughnessy Solutions Manualfarleykhucucc59v100% (28)
- Improving Oncology Trials Through Adaptive Trial Design - ACT-Oncology-eBook-2016-MayDocument7 pagesImproving Oncology Trials Through Adaptive Trial Design - ACT-Oncology-eBook-2016-MayRaviprakash MadhyasthaNo ratings yet
- Experimental Design Analysis for Crop Yield and Egg ProductionDocument7 pagesExperimental Design Analysis for Crop Yield and Egg ProductionOmotayo AbayomiNo ratings yet
- Gr01 ANOVADocument13 pagesGr01 ANOVAYe QiuNo ratings yet
- Research Article: A Comparison of Central Composite Design and Taguchi Method For Optimizing Fenton ProcessDocument14 pagesResearch Article: A Comparison of Central Composite Design and Taguchi Method For Optimizing Fenton ProcessegemNo ratings yet
- Experimental Planning Factorial A Brief ReviewDocument13 pagesExperimental Planning Factorial A Brief ReviewAnar HaciyevNo ratings yet
- Encyclopedia of Pharmaceutical Technology, OptimizationDocument16 pagesEncyclopedia of Pharmaceutical Technology, OptimizationFrooti SoujiNo ratings yet
- Optimization Techniques in Pharmaceutical IndustryDocument8 pagesOptimization Techniques in Pharmaceutical IndustrynelhuitronNo ratings yet
- Definations DesignDocument9 pagesDefinations DesignHammad AliNo ratings yet
- HASTS212 Lecture 1Document31 pagesHASTS212 Lecture 1Carl UsheNo ratings yet
- Optimization techniques overview for pharmaceutical formulationsDocument4 pagesOptimization techniques overview for pharmaceutical formulationshira darNo ratings yet
- Food Chemistry: S.T. Narenderan, S.N. Meyyanathan, Veera Venkata Satyanarayana Reddy Karri TDocument12 pagesFood Chemistry: S.T. Narenderan, S.N. Meyyanathan, Veera Venkata Satyanarayana Reddy Karri Talaesa2007No ratings yet
- Critical Appraisal of Implant Impression Accuracies: A Systematic ReviewDocument9 pagesCritical Appraisal of Implant Impression Accuracies: A Systematic ReviewFernanda DuarteNo ratings yet
- Designing A ResearchDocument20 pagesDesigning A ResearchDurga Prasad DashNo ratings yet
- Design of ExperimentsDocument5 pagesDesign of ExperimentsPhelelaniNo ratings yet
- Cap 3Document72 pagesCap 3Jhonatan LeandroNo ratings yet
- Randomized Block Design MethodDocument15 pagesRandomized Block Design MethodSharath Kumar RNo ratings yet
- AHP IRPAnIntegratedApprochforDecisionMakingDocument9 pagesAHP IRPAnIntegratedApprochforDecisionMakingFun Toosh345No ratings yet
- Efficient Orthogonal DesignsDocument14 pagesEfficient Orthogonal DesignsJames LindonNo ratings yet
- Comparison of Four Existing Concept Selection Methods: Sauli Honkala, Matti Hämäläinen and Mikko SalonenDocument11 pagesComparison of Four Existing Concept Selection Methods: Sauli Honkala, Matti Hämäläinen and Mikko Salonenpatiltushar79No ratings yet
- Modeling and Optimization I: Usability of Response Surface MethodologyDocument10 pagesModeling and Optimization I: Usability of Response Surface MethodologysutarsiNo ratings yet
- Multivariate Analysis Applied To Forestry Agricultural Sciences: The Model-Directed StudyDocument9 pagesMultivariate Analysis Applied To Forestry Agricultural Sciences: The Model-Directed StudyIJAERS JOURNALNo ratings yet
- Proceedings of the International MultiConference of Engineers and Computer Scientists 2011 Vol II, IMECS 2011, March 16 - 18, 2011, Hong KongDocument6 pagesProceedings of the International MultiConference of Engineers and Computer Scientists 2011 Vol II, IMECS 2011, March 16 - 18, 2011, Hong KongO LegendNo ratings yet
- Multi Variate Statistical AnalysisDocument13 pagesMulti Variate Statistical AnalysisDeepali TanejaNo ratings yet
- Improvement of One Factor at A Time Through Design of ExperimentsDocument6 pagesImprovement of One Factor at A Time Through Design of ExperimentsDarren TanNo ratings yet
- Design of Experiments (DOE): Optimize Process Factors with Statistical TechniquesDocument13 pagesDesign of Experiments (DOE): Optimize Process Factors with Statistical Techniqueszaib hassanNo ratings yet
- AE58 Experimental Design GuideDocument84 pagesAE58 Experimental Design GuideAlisidiq A. DisomaNo ratings yet
- A Review On Recent T-Way Combinatorial Testing Strategy: Nuraminah Ramli, Rozmie Razif OthmanDocument6 pagesA Review On Recent T-Way Combinatorial Testing Strategy: Nuraminah Ramli, Rozmie Razif Othmanmheba11No ratings yet
- Experimental Design: An Introduction to the Gold Standard of ResearchDocument16 pagesExperimental Design: An Introduction to the Gold Standard of ResearchIfrah Mahmood100% (1)
- Within-Subject Designs: When to Use or AvoidDocument7 pagesWithin-Subject Designs: When to Use or AvoidBilqis HumairaNo ratings yet
- Dipesh NITW EMOODocument68 pagesDipesh NITW EMOOdipeshpatleNo ratings yet
- Advanceformulation TechniquesDocument29 pagesAdvanceformulation TechniquesXee JayNo ratings yet
- Factor Analysis - Statistics SolutionsDocument2 pagesFactor Analysis - Statistics SolutionsIncognito 000No ratings yet
- Module AGRI 214Document55 pagesModule AGRI 214Queenie Gwyneth MananganNo ratings yet
- Metaheuristics Algorithms for Medical Applications: Methods and ApplicationsFrom EverandMetaheuristics Algorithms for Medical Applications: Methods and ApplicationsNo ratings yet
- ZEISS MultiSEM Sample Preparation GuideDocument14 pagesZEISS MultiSEM Sample Preparation GuidebetelgueseNo ratings yet
- EBSD1Document14 pagesEBSD1betelgueseNo ratings yet
- International Standard: Guidelines For Implementation of Statistical Process Control (SPC) - Elements of SPCDocument7 pagesInternational Standard: Guidelines For Implementation of Statistical Process Control (SPC) - Elements of SPCbetelgueseNo ratings yet
- Care2013 Sub89 MarturiDocument7 pagesCare2013 Sub89 MarturibetelgueseNo ratings yet
- J 76 StaDocument16 pagesJ 76 StabetelgueseNo ratings yet
- Measurement of MicrostructureDocument9 pagesMeasurement of MicrostructurebetelgueseNo ratings yet
- MOs From CarterDocument12 pagesMOs From CarterbetelgueseNo ratings yet
- Final1 Scail Up d1 13 Final Report Rev8Document63 pagesFinal1 Scail Up d1 13 Final Report Rev8betelgueseNo ratings yet
- 1 PDFDocument111 pages1 PDFCicero Gomes de SouzaNo ratings yet
- 20170220-QNAP Turbo NAS Hardware Manual ENDocument130 pages20170220-QNAP Turbo NAS Hardware Manual ENbetelguese100% (1)
- All You Wanted To Know About Electron Micros PDFDocument24 pagesAll You Wanted To Know About Electron Micros PDFRanjit Kumar ShahNo ratings yet
- EDAX Microanalysis CourseDocument44 pagesEDAX Microanalysis CoursebetelgueseNo ratings yet
- Neck Pain Causes and ExercisesDocument2 pagesNeck Pain Causes and ExercisesfrentomegaNo ratings yet
- 2016 Zapata Hincapie John Alexander ThesisDocument84 pages2016 Zapata Hincapie John Alexander ThesisbetelgueseNo ratings yet
- Kondrashov 1995 Contamination of The Genome by Very Slightly Deleterious Mutations Why Have We Not Died 100 Times OverDocument1 pageKondrashov 1995 Contamination of The Genome by Very Slightly Deleterious Mutations Why Have We Not Died 100 Times OverConner DavidsonNo ratings yet
- Thermal Physics IB Physics Topic 3 & Option CDocument55 pagesThermal Physics IB Physics Topic 3 & Option CMoiz Dhanerawala100% (1)
- Visual Vocabulary of Financial TimesDocument1 pageVisual Vocabulary of Financial TimesGiovanni RabuffettiNo ratings yet
- Class 18 March 2020 PDFDocument13 pagesClass 18 March 2020 PDFMuskan NehraNo ratings yet
- Argument From Antecedent ProbabilityDocument7 pagesArgument From Antecedent ProbabilityDaphne DalogNo ratings yet
- EM72 - 2007 Vibrations Article-Rene ArchambaultDocument4 pagesEM72 - 2007 Vibrations Article-Rene ArchambaultChad HuntNo ratings yet
- Chapter 5 - Partial DerivativesDocument23 pagesChapter 5 - Partial Derivativesdbreddy287No ratings yet
- Fiitjee Straight LineDocument3 pagesFiitjee Straight LineMayank VatsaNo ratings yet
- The Molecular Weight Distribution (MWD) Is Conveniently Characterized by Either The NumberDocument20 pagesThe Molecular Weight Distribution (MWD) Is Conveniently Characterized by Either The NumberOnkar DeorukhkarNo ratings yet
- Comp Neuro Syl Lab Us 2018Document3 pagesComp Neuro Syl Lab Us 2018Andrej IlićNo ratings yet
- Karnataka 2nd Puc Mathematics Board Exam Question Paper Eng Version-March 2018 PDFDocument7 pagesKarnataka 2nd Puc Mathematics Board Exam Question Paper Eng Version-March 2018 PDFVinod MNNo ratings yet
- Warner North. (1968) - Decision Theory TutorialDocument11 pagesWarner North. (1968) - Decision Theory Tutorialnaomi 23No ratings yet
- Impact of HR On Employees PerformanceDocument11 pagesImpact of HR On Employees PerformanceMuhammad Bilal100% (1)
- Numerical Analysis SyllabusDocument9 pagesNumerical Analysis SyllabusSalma SultanaNo ratings yet
- Applied Thermodynamics and Heat TransferDocument2 pagesApplied Thermodynamics and Heat TransferJOLYNo ratings yet
- Basic Java Chapter 4Document9 pagesBasic Java Chapter 4zyrus-mojica-6477No ratings yet
- Geomechanical Modelling of Railroad Ballast: A Review: Yahia Alabbasi Mohammed HusseinDocument25 pagesGeomechanical Modelling of Railroad Ballast: A Review: Yahia Alabbasi Mohammed Husseiniuli21No ratings yet
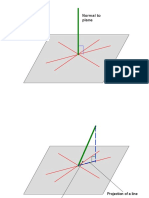
- Projecting Lines & Calculating Angles Between Planes & DiagonalsDocument8 pagesProjecting Lines & Calculating Angles Between Planes & DiagonalsDewan Olin ChotepadaeNo ratings yet
- Formula 2 PFDocument32 pagesFormula 2 PFAnwar HossainNo ratings yet
- 1.2 (Pp. 7-14) - Nijmegen: Max Planck Institute For PsycholinguisticsDocument9 pages1.2 (Pp. 7-14) - Nijmegen: Max Planck Institute For PsycholinguisticsleoNo ratings yet
- FEM Stress Analysis of Light Vehicle ChassisDocument5 pagesFEM Stress Analysis of Light Vehicle ChassisSankalp SharmaNo ratings yet
- Cambridge IGCSE™: Mathematics 0580/23 May/June 2022Document8 pagesCambridge IGCSE™: Mathematics 0580/23 May/June 2022hildebrandokNo ratings yet
- Natural Convection Heat Transfer From Vertical Helical Coils in OilDocument8 pagesNatural Convection Heat Transfer From Vertical Helical Coils in Oilnaval1908No ratings yet
- Chapter 3 Kinetics of Particle - Work and EnergyDocument31 pagesChapter 3 Kinetics of Particle - Work and Energyqwert 12345No ratings yet
- Types of GraphsDocument13 pagesTypes of GraphsvanshNo ratings yet
- Complex identities and inequalitiesDocument2 pagesComplex identities and inequalitiesnastasescuNo ratings yet