You might also like
- Single Cell Oils: Microbial and Algal OilsFrom EverandSingle Cell Oils: Microbial and Algal OilsZvi CohenNo ratings yet
- HT18 32.1 Cannabis Program SheetDocument2 pagesHT18 32.1 Cannabis Program SheetThomas DylanNo ratings yet
- Crop Safeners for Herbicides: Development, Uses, and Mechanisms of ActionFrom EverandCrop Safeners for Herbicides: Development, Uses, and Mechanisms of ActionKriton HatziosNo ratings yet
- Propagation of Rose (Rosa Hybrida L.) Under Tissue Culture TechniqueDocument5 pagesPropagation of Rose (Rosa Hybrida L.) Under Tissue Culture TechniqueEmilia NatashaNo ratings yet
- From Black Market to the Man: 10 Steps to Becoming a Multimillionaire in the Legal Cannabis IndustryFrom EverandFrom Black Market to the Man: 10 Steps to Becoming a Multimillionaire in the Legal Cannabis IndustryNo ratings yet
- Hydroponic Education TomatoDocument9 pagesHydroponic Education TomatoasankandessNo ratings yet
- Growing and Cultivating Marijuana: Questions, Problems, Benefits & Indoor TipsFrom EverandGrowing and Cultivating Marijuana: Questions, Problems, Benefits & Indoor TipsNo ratings yet
- Microbiological Safety Testing of CannabisDocument54 pagesMicrobiological Safety Testing of CannabisGdanskJam JamNo ratings yet
- Current Applications, Approaches and Potential Perspectives for Hemp: Crop Management, Industrial Usages, and Functional PurposesFrom EverandCurrent Applications, Approaches and Potential Perspectives for Hemp: Crop Management, Industrial Usages, and Functional PurposesIvan Francisco Garcia TejeroNo ratings yet
- List of Tools - Mushroom CultivationDocument1 pageList of Tools - Mushroom CultivationVillamor NiezNo ratings yet
- Extraction Methods, Chemical Characterizations and Biological Activities ofDocument9 pagesExtraction Methods, Chemical Characterizations and Biological Activities ofJUAN C. OVIEDO LOPERANo ratings yet
- Aeroponics: An Alternative Production System For High-Value Root CropsDocument8 pagesAeroponics: An Alternative Production System For High-Value Root CropsAlfatehan SeptiantaNo ratings yet
- 7 Hydroponics 2020Document55 pages7 Hydroponics 2020GawadNo ratings yet
- Jamaica's Pesticide Management RegulationsDocument63 pagesJamaica's Pesticide Management RegulationsNatalieNo ratings yet
- HortAmericas Lighting Guide v2Document26 pagesHortAmericas Lighting Guide v2fshirani7619No ratings yet
- Black Pepper Cultivation GuideDocument26 pagesBlack Pepper Cultivation GuideReny FranceNo ratings yet
- EthanolDocument98 pagesEthanolMina AryaNo ratings yet
- Prospectus High Growth Holdings IncDocument29 pagesProspectus High Growth Holdings IncERIKA JONESNo ratings yet
- Medicinal Mushroom: Boon For Therapeutic ApplicationsDocument20 pagesMedicinal Mushroom: Boon For Therapeutic ApplicationsManuela Espinoza100% (1)
- About Hydroponic Vegetable ProductionDocument9 pagesAbout Hydroponic Vegetable ProductionJean FourieNo ratings yet
- Bench Top Laboratory Fermenter Bio ReactorDocument6 pagesBench Top Laboratory Fermenter Bio ReactorNitin RautNo ratings yet
- DRUGS-marijuana DAVIDHALLDocument19 pagesDRUGS-marijuana DAVIDHALLDavid HallNo ratings yet
- Hydroponic FarmingDocument5 pagesHydroponic FarmingInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 01430870P - EPHD, RPHD, HPHD, SPHD PUB 05-04 Rev 05-07 PDFDocument46 pages01430870P - EPHD, RPHD, HPHD, SPHD PUB 05-04 Rev 05-07 PDFsunilbholNo ratings yet
- Tobacco UK - TSNichollDocument21 pagesTobacco UK - TSNicholltsnichollNo ratings yet
- The Technique of DistillationDocument9 pagesThe Technique of DistillationVikas ThangeNo ratings yet
- Carrubba Botanical Guide RDocument247 pagesCarrubba Botanical Guide Rafridikhanjan100% (3)
- Agriculturally Important Beneficial BacteriaDocument12 pagesAgriculturally Important Beneficial BacteriaXevin MoreiraNo ratings yet
- GMP CannabisDocument49 pagesGMP CannabisAna Julia Sotomayor Adrada100% (1)
- Usa 25 Litre Essential Oil Extractor InstructionsDocument4 pagesUsa 25 Litre Essential Oil Extractor InstructionsAndréRochaNo ratings yet
- Self Watering Planter PresentationDocument13 pagesSelf Watering Planter Presentationapi-500694538No ratings yet
- Your Guide To Growing and Processing Tobacco at HomeDocument9 pagesYour Guide To Growing and Processing Tobacco at HomehhhuNo ratings yet
- 01578-Peru Coca Survey 2005Document62 pages01578-Peru Coca Survey 2005losangelesNo ratings yet
- Review of Opium and It'S ToxicityDocument5 pagesReview of Opium and It'S ToxicityStephan GregorNo ratings yet
- Poppy & Alkaloid Affairs: Turkish Grain BoardDocument24 pagesPoppy & Alkaloid Affairs: Turkish Grain BoardAura UrregoNo ratings yet
- Aeroponic Farming: The Future of Agriculture with Less WaterDocument3 pagesAeroponic Farming: The Future of Agriculture with Less WateriiNirvanaii DIYNo ratings yet
- Culturing Chlorella 156KBDocument8 pagesCulturing Chlorella 156KBRhesa PramuditaNo ratings yet
- Counterfeit PharmaceuticalsDocument62 pagesCounterfeit PharmaceuticalsSpencer VenableNo ratings yet
- Penicillin Production Paper - FinalDocument31 pagesPenicillin Production Paper - Finalapi-508032756No ratings yet
- Root Zone Chilling Handling The HeatDocument5 pagesRoot Zone Chilling Handling The HeatAnonymous kTSbUINo ratings yet
- Winter GrowingDocument5 pagesWinter GrowingeioNo ratings yet
- High PPFD Cultivation GuideDocument17 pagesHigh PPFD Cultivation GuideDavidNo ratings yet
- Effect of Humic Acid On GrapeDocument6 pagesEffect of Humic Acid On GrapekongclNo ratings yet
- Illicitdrugcode AuDocument21 pagesIllicitdrugcode AuKeenan JohnsonNo ratings yet
- Beyond Organic TM Recirculating Nutrient ScheduleDocument2 pagesBeyond Organic TM Recirculating Nutrient ScheduleBrokerANo ratings yet
- Effect of Hogland Solution For Hydroponic TomatoDocument6 pagesEffect of Hogland Solution For Hydroponic TomatoAmmarsalNo ratings yet
- Food IcpmsDocument82 pagesFood IcpmsJose GarciaNo ratings yet
- Protected Vegetable Cultivation (Management Options and Economic PotentialDocument13 pagesProtected Vegetable Cultivation (Management Options and Economic PotentialSonia BadaNo ratings yet
- ILGM PlantCare Part1Document15 pagesILGM PlantCare Part1Notlad ReylocNo ratings yet
- Hempcoin: White PaperDocument18 pagesHempcoin: White Paper13No ratings yet
- PGR 1Document2 pagesPGR 1api-481672849100% (1)
- DMT Making Pressurized Water ScrubbingDocument9 pagesDMT Making Pressurized Water Scrubbingcheme2No ratings yet
- Pre-Feasibility Study on Spices Processing, Packing & MarketingDocument28 pagesPre-Feasibility Study on Spices Processing, Packing & MarketingAmjad MemonNo ratings yet
- MADP Project - J K Singh - Training On Amla - FinalDocument67 pagesMADP Project - J K Singh - Training On Amla - FinalalchemistjkNo ratings yet
- Epoxidation of LimoneneDocument92 pagesEpoxidation of Limoneneflorinmax5100% (1)
- Pre Fesiblity of Medicinal PlantsDocument17 pagesPre Fesiblity of Medicinal Plantsbaloch75No ratings yet
- SprocesDocument4 pagesSprocesFernando SanchezNo ratings yet
- Cocaine in Blood of Coca ChewersDocument10 pagesCocaine in Blood of Coca ChewersKarl-GeorgNo ratings yet
- 10-mL Retort Instruction ManualDocument16 pages10-mL Retort Instruction ManualGarcia ManuelNo ratings yet
- Supercritical CO2 Extraction: A Clean Extraction MethodDocument6 pagesSupercritical CO2 Extraction: A Clean Extraction MethodPrincess Janine CatralNo ratings yet
- Extraction of Essential Oils of Cannabis Sativa Varieties Punto Rojo and Mango BicheDocument20 pagesExtraction of Essential Oils of Cannabis Sativa Varieties Punto Rojo and Mango BicheSergio LDNo ratings yet
- Cannabis Extraction MethodsDocument2 pagesCannabis Extraction MethodsSergio LD100% (1)
- Extractionisolationandpurificationoftetrahydrocannabinolfromthe Cannabissativa LDocument10 pagesExtractionisolationandpurificationoftetrahydrocannabinolfromthe Cannabissativa LSergio LDNo ratings yet
- Design of Chemical Process For Extraction of CannabidiolDocument3 pagesDesign of Chemical Process For Extraction of CannabidiolSergio LDNo ratings yet
- Mate Matic AsDocument1 pageMate Matic AsSergio LDNo ratings yet
- UhdeDocument9 pagesUhdeibkhiNo ratings yet
- The Pioneer - August - September 07Document20 pagesThe Pioneer - August - September 07nilnilen2009No ratings yet
- Wellhead AssemblyDocument39 pagesWellhead AssemblyAmit VermaNo ratings yet
- Sulfur Recovery PDFDocument32 pagesSulfur Recovery PDFShaho Abdulqader Mohamedali0% (1)
- Combustion Physics C Law Cambridge 2006 WW PDFDocument2 pagesCombustion Physics C Law Cambridge 2006 WW PDFPatrickNo ratings yet
- Answer Sheet General Chemistry 2 Set 2Document5 pagesAnswer Sheet General Chemistry 2 Set 2Dane HillaryNo ratings yet
- Etp For Dasda 2Document9 pagesEtp For Dasda 2DesignNo ratings yet
- Types of Suppression SystemDocument4 pagesTypes of Suppression SystemImogen Harrison0% (1)
- PETRONAS Corporate ProfileDocument32 pagesPETRONAS Corporate ProfileRagerishcire Kanaalaq100% (3)
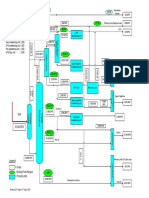
- Visio ORC 1@35000BPD New HRA PDFDocument1 pageVisio ORC 1@35000BPD New HRA PDFAsifNo ratings yet
- SAF-09 Fireproofing in Plants Directive SummaryDocument5 pagesSAF-09 Fireproofing in Plants Directive SummarylukeNo ratings yet
- Tank Safety Basics: Gas Carrier Types and Tank DesignDocument67 pagesTank Safety Basics: Gas Carrier Types and Tank DesignMarino DenaroNo ratings yet
- Rate of Reaction Part 1Document19 pagesRate of Reaction Part 1danielphilip68No ratings yet
- Process Simulation Programs ExplainedDocument5 pagesProcess Simulation Programs ExplainedCover CoverNo ratings yet
- Distillation Column DesignDocument120 pagesDistillation Column DesignJaspreet Singh94% (36)
- Gasco Asst NewDocument221 pagesGasco Asst NewAjal Shajahan100% (1)
- Hydrocarbon Chapter SolutionsDocument34 pagesHydrocarbon Chapter SolutionsJotiraj Parihar50% (2)
- Exp 1 CO2 Absorption-Effect of CO2 %Document8 pagesExp 1 CO2 Absorption-Effect of CO2 %Lil Wayne JrNo ratings yet
- Tn287-TN287 Modeling Coal Gasification With CFD and The Discrete Phase MethodDocument9 pagesTn287-TN287 Modeling Coal Gasification With CFD and The Discrete Phase MethodNenuko CrossNo ratings yet
- Lab Report CPP Exp 5Document11 pagesLab Report CPP Exp 5Salihah AbdullahNo ratings yet
- PolymersDocument113 pagesPolymerskantri_chillaNo ratings yet
- Varnish Removal Systems (VRS)Document4 pagesVarnish Removal Systems (VRS)HANIF AKBARNo ratings yet
- Benefits of Platinum-Rhodium Catalyst in Nitric Acid ProductionDocument5 pagesBenefits of Platinum-Rhodium Catalyst in Nitric Acid ProductionBorith pangNo ratings yet
- Cryogenics and Its Application (The Cryocar) : Alagappa Chettiar College of Engineering & TechnologyDocument16 pagesCryogenics and Its Application (The Cryocar) : Alagappa Chettiar College of Engineering & TechnologyM.Saravana Kumar..M.ENo ratings yet
- Gas Viscosity CalculatorDocument2 pagesGas Viscosity CalculatorRuben Alexis100% (1)
- 2.3 Feedwater, Boiler Water and Steam SystemDocument71 pages2.3 Feedwater, Boiler Water and Steam SystemDangol100% (1)
- Ozone Depletion Potential of Refrigerants and Steps to Counter ItDocument4 pagesOzone Depletion Potential of Refrigerants and Steps to Counter ItFazeel Sajid100% (1)
- CHME 314 Lecture 12 Isothermal Reactor Design 3Document41 pagesCHME 314 Lecture 12 Isothermal Reactor Design 3AmroKashtNo ratings yet
- Hexane RecoveryDocument15 pagesHexane Recoveryanurag_guyNo ratings yet
- CV Fiber Deki JuandaDocument20 pagesCV Fiber Deki JuandahbusakiNo ratings yet