You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- CNC Programing Guide For TurningDocument58 pagesCNC Programing Guide For TurningbutindersinghNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Sebm024412 Wa-470-5Document1,204 pagesSebm024412 Wa-470-5ramonec123100% (15)
- VARGUS General CatalogDocument420 pagesVARGUS General Catalogsaepudin 40No ratings yet
- FORD WX200 Rev2014Document4 pagesFORD WX200 Rev2014Amandeep SinghNo ratings yet
- API Specification 7-2 2nd Edition Addendum 1 20200320Document8 pagesAPI Specification 7-2 2nd Edition Addendum 1 20200320Bayu HidayatNo ratings yet
- Power ScrewDocument21 pagesPower Screwstruc-engNo ratings yet
- Titen HD Heavy-Duty Screw Anchor: FeaturesDocument17 pagesTiten HD Heavy-Duty Screw Anchor: FeaturesmrnaeemNo ratings yet
- Bolt Torq. (Moss+Farr)Document9 pagesBolt Torq. (Moss+Farr)Bahtiar Anak LaNang100% (1)
- Plugin Chapter16Document45 pagesPlugin Chapter16Akshay GatkalNo ratings yet
- Axial Piston Variable Pump A10VG Series 10: FeaturesDocument27 pagesAxial Piston Variable Pump A10VG Series 10: Featuresjuanchis650No ratings yet
- PNEUMATEX TervezesiSegedlet PlanningDocument24 pagesPNEUMATEX TervezesiSegedlet Planningatisz333No ratings yet
- D25-30-33S-3 B3.3 MOTORDocument869 pagesD25-30-33S-3 B3.3 MOTORzaferzafer720No ratings yet
- Axial Piston Variable Pump A10VO: RE 92705/01.12 1/44 Replaces: 06.09Document44 pagesAxial Piston Variable Pump A10VO: RE 92705/01.12 1/44 Replaces: 06.09Michael AkhramovichNo ratings yet
- SHCS DimsDocument4 pagesSHCS DimsKris RowlandsNo ratings yet
- Gagemaker ET 7000 External Taper Operation ManualDocument16 pagesGagemaker ET 7000 External Taper Operation ManualluNo ratings yet
- Threaded Mechanical FastenersDocument32 pagesThreaded Mechanical FastenersfahkingmoronNo ratings yet
- Tost Pricelist 2017Document25 pagesTost Pricelist 2017caf28035No ratings yet
- Instruction Manual AND Parts List For: SRM00032 Rev. 01 (13-0218) July 2013Document17 pagesInstruction Manual AND Parts List For: SRM00032 Rev. 01 (13-0218) July 2013royert80No ratings yet
- Carbotec TR-PTDocument41 pagesCarbotec TR-PTGuesh Gebrekidan100% (1)
- Norma para Tuercas Hexagonales y Cuadradas (Inch Series) ASME-ANSI B18.2.2-1987Document42 pagesNorma para Tuercas Hexagonales y Cuadradas (Inch Series) ASME-ANSI B18.2.2-1987Jorge Roman SantosNo ratings yet
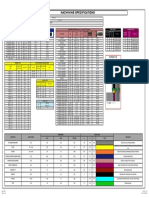
- UID-21.1 Machining SpecsDocument1 pageUID-21.1 Machining SpecsNestor SerranoNo ratings yet
- CorusDocument11 pagesCorusHibozoNo ratings yet
- A183Document4 pagesA183carol santosNo ratings yet
- Norma - UL 565-1998Document22 pagesNorma - UL 565-1998André AmaralNo ratings yet
- (Chaaban & Muzze, 1991) - Finite Element Analysis of Residual Stresses in Threaded End ClosuresDocument4 pages(Chaaban & Muzze, 1991) - Finite Element Analysis of Residual Stresses in Threaded End Closureschristos032No ratings yet
- Es11 176Document3 pagesEs11 176Suman PawarNo ratings yet
- BoltCon PLDocument24 pagesBoltCon PLAmilcar Quispe SaireNo ratings yet
- Ornamental ManualDocument26 pagesOrnamental ManualКонстантин ГусевNo ratings yet
- 16.6 AsmeDocument5 pages16.6 AsmeNorman MoralesNo ratings yet
- Superbolt Dimension-List Torque-Guidelines MT UncDocument1 pageSuperbolt Dimension-List Torque-Guidelines MT UncaputraNo ratings yet