You might also like
- Jidoka: The Toyota Principle of Building Quality into the ProcessFrom EverandJidoka: The Toyota Principle of Building Quality into the ProcessRating: 4 out of 5 stars4/5 (2)
- SMED single minute exchange of die A Complete Guide - 2019 EditionFrom EverandSMED single minute exchange of die A Complete Guide - 2019 EditionNo ratings yet
- LMM - JJS - PPT 5A - Lean Tools & TechniquesDocument165 pagesLMM - JJS - PPT 5A - Lean Tools & TechniquesAby Reji ChemmathuNo ratings yet
- Toyota - ProjectDocument101 pagesToyota - ProjectSanjay Shreesha33% (3)
- World Class Manufacturing FinalDocument22 pagesWorld Class Manufacturing Finalshreepal19No ratings yet
- Smed FormsDocument11 pagesSmed Formsokr15100% (1)
- Lect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFDocument80 pagesLect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFVivek KumarNo ratings yet
- Zero Defect PresentationDocument4 pagesZero Defect PresentationRanjith KumarNo ratings yet
- Basic TPM Workshop (Rev1)Document138 pagesBasic TPM Workshop (Rev1)Ahmad FirdausNo ratings yet
- Assembly Line Design and Balancing PDFDocument63 pagesAssembly Line Design and Balancing PDFGraham MooreNo ratings yet
- Kaizen: Concepts and SystemsDocument76 pagesKaizen: Concepts and SystemsLastine AdaNo ratings yet
- TPM How It Can WorkDocument55 pagesTPM How It Can WorkBathuka ChukaNo ratings yet
- KK PillarDocument117 pagesKK PillarMAngesh Gade100% (1)
- Improving OEE for an 800-Ton Stamping PressDocument120 pagesImproving OEE for an 800-Ton Stamping PressBhushan KambleNo ratings yet
- JH TrainingDocument218 pagesJH TrainingMAngesh GadeNo ratings yet
- Variability Reduction Program OlDocument47 pagesVariability Reduction Program OlbabudukkuNo ratings yet
- On Concepts & Methodologies in TQM Activities & TPM Activities: Toward Intelligent ManufacturingDocument186 pagesOn Concepts & Methodologies in TQM Activities & TPM Activities: Toward Intelligent Manufacturingpradeep1987cool100% (1)
- Leader Standard Work V1.0Document3 pagesLeader Standard Work V1.0SudhagarNo ratings yet
- Design Review Based On Failure Mode 1-Day Workshop by TetrahedronDocument2 pagesDesign Review Based On Failure Mode 1-Day Workshop by TetrahedrontetrahedronNo ratings yet
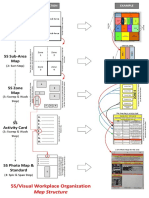
- 5S Map Structure Handout 20160108Document2 pages5S Map Structure Handout 20160108Ramesh Babu100% (1)
- Study of JH Implementation ReadyDocument27 pagesStudy of JH Implementation ReadyNaveen Jangid100% (1)
- Office (Eng)Document31 pagesOffice (Eng)kingathur26681No ratings yet
- Lean Manufacturing 2Document148 pagesLean Manufacturing 2AbhiNo ratings yet
- SMEDDocument26 pagesSMEDSAURAV KUMARNo ratings yet
- Lean-Implementation A25 MakrandDocument12 pagesLean-Implementation A25 MakrandKolekarMakrandMahadeoNo ratings yet
- Kaizen For The ShopfloorDocument2 pagesKaizen For The ShopfloorBerkay Güldür0% (1)
- TWI Bulletin Series ManualDocument128 pagesTWI Bulletin Series ManualZoe WongNo ratings yet
- Measure Process Performance with Cp, Cpk, Pp and PpkDocument11 pagesMeasure Process Performance with Cp, Cpk, Pp and Ppkjaskaran singhNo ratings yet
- Introduction of Japanese Good Management: EthiopianDocument46 pagesIntroduction of Japanese Good Management: Ethiopiansinte100% (1)
- Opex VSM Training Module 100711001122 Phpapp02Document53 pagesOpex VSM Training Module 100711001122 Phpapp02Jesus Jose Hernandez GuerreroNo ratings yet
- TPM in Assembly LineDocument15 pagesTPM in Assembly LineSagar Yadav100% (1)
- Visual Factory (Actually Used in Factories)Document19 pagesVisual Factory (Actually Used in Factories)monu9999100% (2)
- ORIENTAL SUMMIT INDUSTRIES.SDN.BHD SKILL CHART TRAINING PROGRAMME STAFF NO SECTIONDocument80 pagesORIENTAL SUMMIT INDUSTRIES.SDN.BHD SKILL CHART TRAINING PROGRAMME STAFF NO SECTIONAzaly BuangNo ratings yet
- World Class Manufacturing - 1Document46 pagesWorld Class Manufacturing - 1Prakash VermaNo ratings yet
- Lean Suggested Readings and ReferencesDocument30 pagesLean Suggested Readings and ReferencessigmasundarNo ratings yet
- Training On 4M: Magneti Marelli Talbros Chassis Systems PVT - LTDDocument12 pagesTraining On 4M: Magneti Marelli Talbros Chassis Systems PVT - LTDGirish60No ratings yet
- Training Within IndustryDocument5 pagesTraining Within Industryapi-313899066No ratings yet
- MonozukuriDocument17 pagesMonozukurisasikumartvsNo ratings yet
- 5S Visual Management Jun-20Document73 pages5S Visual Management Jun-20Vipul JhaNo ratings yet
- Why Standard Work Is Not StandardDocument7 pagesWhy Standard Work Is Not StandardangrainadillaNo ratings yet
- Autoliv LeanDocument50 pagesAutoliv LeanRajasekaran Murugan100% (1)
- Daily Work Mgt-Best PresentationDocument36 pagesDaily Work Mgt-Best PresentationUmamaheshwar K.A100% (3)
- World Class Manufacturing, 16Document14 pagesWorld Class Manufacturing, 16Santhilal S Pillai100% (1)
- Yamada Concepts14aDocument30 pagesYamada Concepts14aPedro Apodaca SamNo ratings yet
- DFX and DFSS How QFD Integrates ThemDocument7 pagesDFX and DFSS How QFD Integrates ThemHarshad KhireNo ratings yet
- FMEA Methodology for Quality Improvement in Sheet Metal IndustryDocument5 pagesFMEA Methodology for Quality Improvement in Sheet Metal IndustryDanistergladwinNo ratings yet
- TPM Implementation GuideDocument24 pagesTPM Implementation GuideSwayambhar MajumderNo ratings yet
- 16 LossesDocument9 pages16 LossesMuthu Vellayappan100% (1)
- Step 0 and 1 Management Part 1Document14 pagesStep 0 and 1 Management Part 1murilocabriniNo ratings yet
- Lean Daily Management & Visual Management - PT. Sukses Bersama Sinar GemilangDocument16 pagesLean Daily Management & Visual Management - PT. Sukses Bersama Sinar GemilangRifki Rizal DerrianNo ratings yet
- SMED TrainingDocument4 pagesSMED TrainingJayakumar RajendranNo ratings yet
- OGSM TemplateDocument1 pageOGSM TemplateKonstantinos MichailidisNo ratings yet
- Lecture 08 Design For X (DFX)Document22 pagesLecture 08 Design For X (DFX)chitra2010No ratings yet
- TPM Administration PillarsDocument53 pagesTPM Administration Pillarskingathur26681No ratings yet
- Day 1 - 01. Lean 2.0 Strategic (English Ver.) PDFDocument50 pagesDay 1 - 01. Lean 2.0 Strategic (English Ver.) PDFKim HeidelynNo ratings yet
- Full IK Handbook v32.0Document552 pagesFull IK Handbook v32.0Rafael SánchezNo ratings yet
- A Strategy For Performance ExcellenceDocument32 pagesA Strategy For Performance ExcellencebhogbhogaNo ratings yet
- Enhancing TPP ProductivityDocument4 pagesEnhancing TPP ProductivitysunnunarayanNo ratings yet
- Shingo Model Booklet 13 5.3.18 Small PDFDocument52 pagesShingo Model Booklet 13 5.3.18 Small PDFAlberto Mora PereaNo ratings yet
- Just in Time Indian ContextDocument8 pagesJust in Time Indian ContextVishal100% (1)
- Lean Supply Chain Literature ReviewDocument10 pagesLean Supply Chain Literature Reviewivan platiniNo ratings yet
- Becoming LeanDocument79 pagesBecoming LeanItqan ArchiaNo ratings yet
- Lean ManufacturingDocument90 pagesLean ManufacturingSasa TesijaNo ratings yet
- Implementing Lean Manufacturing: Imitation To InnovationDocument11 pagesImplementing Lean Manufacturing: Imitation To InnovationAhmed El-DahshanNo ratings yet
- BTM 3713 Set 1 - Final Exam Question Paper (v2)Document6 pagesBTM 3713 Set 1 - Final Exam Question Paper (v2)kameeneNo ratings yet
- Lean Constuction QuestionDocument10 pagesLean Constuction Questionshivangi munjalNo ratings yet
- Presentation KanbanDocument31 pagesPresentation Kanbanvicky100% (6)
- Alamo - Espiritu 1010 VF PDFDocument4 pagesAlamo - Espiritu 1010 VF PDFRolando DávilaNo ratings yet
- Quality ServiceDocument3 pagesQuality ServiceKurrt Zyrus LaguertaNo ratings yet
- A Practical Study of The Application of SMED To Electron-Beam Machining in Automotive IndustryDocument8 pagesA Practical Study of The Application of SMED To Electron-Beam Machining in Automotive IndustryKaiba Seto100% (1)
- SmedDocument31 pagesSmedNikhil KhobragadeNo ratings yet
- Kaizen ToolDocument11 pagesKaizen Toolrajaabid100% (1)
- Articulo 3-SMEDDocument12 pagesArticulo 3-SMEDRenzo LozanoNo ratings yet
- Kaizen Event Approach: A Case Study in The Packaging IndustryDocument31 pagesKaizen Event Approach: A Case Study in The Packaging IndustryKayla MendozaNo ratings yet
- Experimental Verification of Single Minute Exchange of Dies (SMED)Document6 pagesExperimental Verification of Single Minute Exchange of Dies (SMED)Karthick NNo ratings yet
- Lean Basics: Training ScriptDocument34 pagesLean Basics: Training ScriptmagudeeshNo ratings yet
- Case Study 3 Aylesbury Pressings, Roddy McGuinn and Martin Toher.Document6 pagesCase Study 3 Aylesbury Pressings, Roddy McGuinn and Martin Toher.Joe Potter100% (1)
- How to reduce "Changeover time lossDocument44 pagesHow to reduce "Changeover time lossBayoumy Elyan100% (1)
- Useful Books on Lean Manufacturing and Continuous ImprovementDocument3 pagesUseful Books on Lean Manufacturing and Continuous ImprovementsigmasundarNo ratings yet
- SmedDocument4 pagesSmedYurdun OrbakNo ratings yet
- Resume - Dhruv MishraDocument3 pagesResume - Dhruv MishraUvi BNo ratings yet
- Waste Reduction by Linear Programing Optimizing PDFDocument15 pagesWaste Reduction by Linear Programing Optimizing PDFNasir QayyumNo ratings yet
- Harshal Project - Word 2003Document56 pagesHarshal Project - Word 2003Dhawal PatilNo ratings yet
- Reduction in Changeover Time and Improvement of Asset UtilizationDocument35 pagesReduction in Changeover Time and Improvement of Asset UtilizationLucasNo ratings yet
- Barbieri - Corto (Coniti) PDFDocument5 pagesBarbieri - Corto (Coniti) PDFRolando DávilaNo ratings yet
- 1Document25 pages1alexminayaNo ratings yet
- BSC VS BPRDocument8 pagesBSC VS BPRNagara Akuma0% (1)