You might also like
- Ams 2632 ADocument24 pagesAms 2632 AelmerNo ratings yet
- Ams-2631-B-Ultrasonic Inspection PDFDocument13 pagesAms-2631-B-Ultrasonic Inspection PDFSinan Yıldız100% (1)
- Ams-2631-B-Ultrasonic Inspection PDFDocument13 pagesAms-2631-B-Ultrasonic Inspection PDFSinan Yıldız100% (1)
- Sae Ams 2631 B PDFDocument13 pagesSae Ams 2631 B PDFChandramohanReddyNo ratings yet
- Ams 2632 ADocument24 pagesAms 2632 AelmerNo ratings yet
- AMS 2630 B Inspection Ultrasonic Product Over 0 5 Inch (12 7 MM) ThickDocument24 pagesAMS 2630 B Inspection Ultrasonic Product Over 0 5 Inch (12 7 MM) ThickNikesh Koli100% (1)
- Weld Thickness FormulaDocument3 pagesWeld Thickness FormulaChandramohanReddyNo ratings yet
- Weld Thickness FormulaDocument4 pagesWeld Thickness FormulaChandramohanReddyNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Table-220 55Document2 pagesTable-220 55Rahim BuxNo ratings yet
- Transformer Failures, Causes and ImpactDocument4 pagesTransformer Failures, Causes and ImpactveraNo ratings yet
- APACHE REDIS Training: Trainer:David JosephDocument3 pagesAPACHE REDIS Training: Trainer:David JosephDavid JosephNo ratings yet
- Star Delta Starter Connection Diagram and Wiring - ETechnoGDocument5 pagesStar Delta Starter Connection Diagram and Wiring - ETechnoGChigbundu EmeruwaNo ratings yet
- Data Sheet Arduino Mega 2560Document35 pagesData Sheet Arduino Mega 2560Rrahamatul IhsanNo ratings yet
- Use Vanishing Point To Edit Images in PerspectiveDocument3 pagesUse Vanishing Point To Edit Images in PerspectiveHeavenlyPlanetEarthNo ratings yet
- Robotics Interview Questions: 1) What Do You Understand by The Term, The Robotics?Document9 pagesRobotics Interview Questions: 1) What Do You Understand by The Term, The Robotics?Kartik AgarwalNo ratings yet
- Doering Mydaq Multisim-Problems 3rd-Printing OptimizedDocument188 pagesDoering Mydaq Multisim-Problems 3rd-Printing OptimizedArtOftOSsNo ratings yet
- Single Phase To Three Phase ConverterDocument5 pagesSingle Phase To Three Phase ConverterGabriel MejiaNo ratings yet
- Philips HTS5530 5.1 Theater 3D Speakers HDMI 1080pDocument3 pagesPhilips HTS5530 5.1 Theater 3D Speakers HDMI 1080ppacificNo ratings yet
- Digital India PresentationDocument20 pagesDigital India PresentationAreebaKhalidNo ratings yet
- Dokumen - Tips - Aladin Diagnostic Software For The Diwa 5 Transmission Turbo Aladin Diagnostic PDFDocument4 pagesDokumen - Tips - Aladin Diagnostic Software For The Diwa 5 Transmission Turbo Aladin Diagnostic PDFDiego CaceresNo ratings yet
- ASHRAE Journal - BAS Control of VAV LabsDocument12 pagesASHRAE Journal - BAS Control of VAV Labsenlightened1718No ratings yet
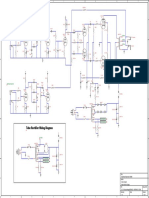
- Tube amplifier circuit diagramDocument1 pageTube amplifier circuit diagramrobertlangdon99100% (1)
- Bs 7671 2018 Corrigendum Dec 2018 PDFDocument11 pagesBs 7671 2018 Corrigendum Dec 2018 PDFSimon Rae100% (2)
- IOT Based Intelligent Bin For Smart CitiesDocument5 pagesIOT Based Intelligent Bin For Smart CitiesEditor IJRITCC100% (3)
- R 1000iA130F Flyer EN PDFDocument2 pagesR 1000iA130F Flyer EN PDFshray sabooNo ratings yet
- Sony HCD Ne5 Manual PDFDocument32 pagesSony HCD Ne5 Manual PDFDiego C. FigueroaNo ratings yet
- N-Channel Enhancement Mode MOSFET: Product SummaryDocument5 pagesN-Channel Enhancement Mode MOSFET: Product SummaryTony RodriguesNo ratings yet
- 5 Speed LCD Manual Model 450UDocument10 pages5 Speed LCD Manual Model 450URui Pedro PereiraNo ratings yet
- Klippel-Visualization and Analysis of Loudspeaker Vibration PDFDocument2 pagesKlippel-Visualization and Analysis of Loudspeaker Vibration PDFmerrickNo ratings yet
- Excitation Systems Generators: Excitation Systems 1. 0 ObjectivesDocument10 pagesExcitation Systems Generators: Excitation Systems 1. 0 ObjectivesAnonymous dqbb02DUhNo ratings yet
- Job Objective: EducationDocument4 pagesJob Objective: EducationAice KenNo ratings yet
- Buddyarc400i Usuario En-UsDocument16 pagesBuddyarc400i Usuario En-UsShivam SinghNo ratings yet
- What Is MetastabilityDocument5 pagesWhat Is Metastabilityaarthi100No ratings yet
- Raphite: by Rustu S. KalyoncuDocument11 pagesRaphite: by Rustu S. KalyoncudimasNo ratings yet
- 131-Government School of Mines: 'Diploma Store"Document7 pages131-Government School of Mines: 'Diploma Store"diploma storeNo ratings yet
- Exam SolutionDocument12 pagesExam SolutionEng GutaleNo ratings yet
- Electrical Engineering Portal Power Transformer Turns Ratio TestDocument3 pagesElectrical Engineering Portal Power Transformer Turns Ratio Testpayolin77No ratings yet
- Control 8x8 LED MatrixDocument1 pageControl 8x8 LED Matrixwhynot05No ratings yet