You might also like
- Mechanical Design of Piezoelectric Energy Harvesters: Generating Electricity from Human WalkingFrom EverandMechanical Design of Piezoelectric Energy Harvesters: Generating Electricity from Human WalkingNo ratings yet
- Supercapasitor LRTDocument17 pagesSupercapasitor LRTteddyprivantoroNo ratings yet
- 2014dynamicmodellingandinput EnergycomparisonDocument15 pages2014dynamicmodellingandinput EnergycomparisonKauan SouzaNo ratings yet
- Content ServerDocument7 pagesContent ServerAmbika sharmaNo ratings yet
- Research On Renewable Energy Power GenerationDocument7 pagesResearch On Renewable Energy Power Generationchirag jhaNo ratings yet
- ViewDocument2 pagesViewDian LiuNo ratings yet
- Electrical Power and Energy Systems: Rong-Ceng LeouDocument6 pagesElectrical Power and Energy Systems: Rong-Ceng LeouMuhammad HamzaNo ratings yet
- MP Avt 323 13Document14 pagesMP Avt 323 13Sam100% (1)
- Terri Ault 2006Document14 pagesTerri Ault 2006ChristopherElPadrinoCardenasNo ratings yet
- Energies 3Document38 pagesEnergies 3Felipe FeitosaNo ratings yet
- Polymer in Energy Conversion and StorageDocument10 pagesPolymer in Energy Conversion and StorageinnocentNo ratings yet
- Wind Solar Hybrid Renewable Energy System Narrative ReportDocument2 pagesWind Solar Hybrid Renewable Energy System Narrative ReportMARREN JEIRELLE PENAFLORNo ratings yet
- Multifunctional Composites For Future Energy Storage in Aerospace StructuresDocument21 pagesMultifunctional Composites For Future Energy Storage in Aerospace StructureshijerNo ratings yet
- Switching To Solar EnergyDocument14 pagesSwitching To Solar EnergyJean AvalosNo ratings yet
- BeltconveyorwileyDocument12 pagesBeltconveyorwileySimone MastrogiacomoNo ratings yet
- Iftomm Technical Committee - Sustainable Energy SystemsDocument10 pagesIftomm Technical Committee - Sustainable Energy Systemsadan25tulaNo ratings yet
- A Preliminary Study On The Highway Piez 2018 International Journal of PavemeDocument8 pagesA Preliminary Study On The Highway Piez 2018 International Journal of PavemeRobby EvanderNo ratings yet
- Applied Energy: Luigi Rubino, Clemente Capasso, Ottorino VeneriDocument27 pagesApplied Energy: Luigi Rubino, Clemente Capasso, Ottorino Venerisaravana pandianNo ratings yet
- Conference Paper (Italy)Document7 pagesConference Paper (Italy)AbdUllah EETNo ratings yet
- Energies: Battery Storage Technologies For Electrical Applications: Impact in Stand-Alone Photovoltaic SystemsDocument39 pagesEnergies: Battery Storage Technologies For Electrical Applications: Impact in Stand-Alone Photovoltaic SystemsMr. K.S. Raghul Asst Prof MECHNo ratings yet
- Adaptive Multiresolution Energy Consumption Prediction For Electric VehiclesDocument11 pagesAdaptive Multiresolution Energy Consumption Prediction For Electric VehiclesMuhammed AlhanoutiNo ratings yet
- GUARDABRAZO 2004 Energetic Model Optimize Power Consumption in Walking RobotsDocument8 pagesGUARDABRAZO 2004 Energetic Model Optimize Power Consumption in Walking RobotsalanNo ratings yet
- 2c A Review On Analysis and Design of Transmission Tower and Monopole by Using Manual Calculation and Software PDFDocument3 pages2c A Review On Analysis and Design of Transmission Tower and Monopole by Using Manual Calculation and Software PDFmulualemNo ratings yet
- Rebecca Mccubbin Science 10 Unit B Unit PlanDocument15 pagesRebecca Mccubbin Science 10 Unit B Unit Planapi-307356982No ratings yet
- Evaluation of Energy Storage System RequirementsDocument7 pagesEvaluation of Energy Storage System RequirementsMaikPortnoyNo ratings yet
- Estimation of Electrical Power Consumption in Subway Station DesignDocument10 pagesEstimation of Electrical Power Consumption in Subway Station DesignCon CanNo ratings yet
- IEEE - Trans - IM - 2019APR - OHL-Electric-Arc (08692711) - ReducedDocument11 pagesIEEE - Trans - IM - 2019APR - OHL-Electric-Arc (08692711) - ReducedTXEMANo ratings yet
- Research On Renewable Energy Power Generation CompDocument7 pagesResearch On Renewable Energy Power Generation CompnbackupgNo ratings yet
- Multicriteria Evaluation of Portable Energy Storage Technologies For Electric VehiclesDocument14 pagesMulticriteria Evaluation of Portable Energy Storage Technologies For Electric Vehiclessainadh saiNo ratings yet
- Titulo: A Perspective of The IPC Report On Lead-Free Electronics in Military/aerospace ApplicationsDocument12 pagesTitulo: A Perspective of The IPC Report On Lead-Free Electronics in Military/aerospace ApplicationsAnonymous BkISmSDNo ratings yet
- Processes: Machine Learning-Based Energy System Model For Tissue Paper MachinesDocument18 pagesProcesses: Machine Learning-Based Energy System Model For Tissue Paper MachinesTisna YanuNo ratings yet
- HybridBattery SupercapacitorDocument10 pagesHybridBattery SupercapacitorshyamNo ratings yet
- A Batteryless Remote Control For Volvo, Results of A Feasibility StudyDocument9 pagesA Batteryless Remote Control For Volvo, Results of A Feasibility StudyShouvik DasNo ratings yet
- Department of Mechanical Engineering, UMT SialkotDocument9 pagesDepartment of Mechanical Engineering, UMT SialkotZAIN ALIINo ratings yet
- Review On The Research of Regenerative Shock Absorber: September 2018Document13 pagesReview On The Research of Regenerative Shock Absorber: September 2018JaiNo ratings yet
- Powerafrica49420 2020 9219974Document5 pagesPowerafrica49420 2020 9219974Jordan YembangNo ratings yet
- Coupling Building Simu With CFDDocument44 pagesCoupling Building Simu With CFDNAJWA SALAMANo ratings yet
- State of Art On Energy Management Strategy For Hybrid-Powered Unmanned Aerial VehicleDocument16 pagesState of Art On Energy Management Strategy For Hybrid-Powered Unmanned Aerial VehiclecareerNo ratings yet
- Battery Management SystemsDocument2 pagesBattery Management SystemsVikram Athreya VNo ratings yet
- Irjet Design and Analysis of Belt ConveyDocument7 pagesIrjet Design and Analysis of Belt ConveyMUHAMMAD NURFAIZ PERMANANo ratings yet
- Development and Prospect of Flywheel Energy Storage TechnologyDocument12 pagesDevelopment and Prospect of Flywheel Energy Storage TechnologyJacksBotelhoNo ratings yet
- Materials 14 05743 v3Document17 pagesMaterials 14 05743 v3RamNo ratings yet
- A Case Study On Design of A Flywheel For Punching Press OperationDocument4 pagesA Case Study On Design of A Flywheel For Punching Press OperationAnkit BhadesiaNo ratings yet
- Energy Harvesting On Railway Tracks: State-Of-The-ArtDocument8 pagesEnergy Harvesting On Railway Tracks: State-Of-The-ArtsepidkaNo ratings yet
- Energies 11 00122Document29 pagesEnergies 11 00122Jonathan Muñoz TaboraNo ratings yet
- 1.electric Spring For Voltage and Power Stability and Power Factor CorrectionDocument10 pages1.electric Spring For Voltage and Power Stability and Power Factor CorrectionKarushan R.MNo ratings yet
- Krishnas A My 2020Document4 pagesKrishnas A My 2020anon_829283562No ratings yet
- Synopsis: "Hybrid Solar-Wind Charging Station For Electric Vehicle and Its Simulation"Document9 pagesSynopsis: "Hybrid Solar-Wind Charging Station For Electric Vehicle and Its Simulation"Mahesh ShendeNo ratings yet
- ACT RPT BIO ARI 056203 Particle TransportDocument40 pagesACT RPT BIO ARI 056203 Particle TransportAbood M. ShaatNo ratings yet
- An Analysis of Regenerative Solar Powered ElevatorDocument7 pagesAn Analysis of Regenerative Solar Powered ElevatorIJRASETPublicationsNo ratings yet
- 2020 Ditrolio ''A Hybrid Power-Unit Based On A Passive Fuel Cellbattery System For Light Weight Vehicles''Document11 pages2020 Ditrolio ''A Hybrid Power-Unit Based On A Passive Fuel Cellbattery System For Light Weight Vehicles''Abdul RehmanNo ratings yet
- Use, Operation and Maintenance of Renewable Energy Systems: Miguel A. Sanz-Bobi EditorDocument387 pagesUse, Operation and Maintenance of Renewable Energy Systems: Miguel A. Sanz-Bobi EditorLaima Klemas100% (1)
- Condition Monitoring of Urban RailDocument16 pagesCondition Monitoring of Urban Railwang123218888No ratings yet
- Energies 06 03822 PDFDocument19 pagesEnergies 06 03822 PDFZaffar MahmoodNo ratings yet
- Applied Sciences: A Review of Flywheel Energy Storage System Technologies and Their ApplicationsDocument21 pagesApplied Sciences: A Review of Flywheel Energy Storage System Technologies and Their ApplicationsRavi GoyalNo ratings yet
- Piezoelectric Energy Harvesting From Vehicles Induced Bending Deformation in Pavements Considering The Arrangement of HarvestersDocument14 pagesPiezoelectric Energy Harvesting From Vehicles Induced Bending Deformation in Pavements Considering The Arrangement of HarvestersERVIN JAMES ABULOCNo ratings yet
- Numerical Simulation and Structural Optimization Based On An Elliptical and Cylindrical Raft Wave Energy Conversion DeviceDocument22 pagesNumerical Simulation and Structural Optimization Based On An Elliptical and Cylindrical Raft Wave Energy Conversion Device정주호No ratings yet
- Generation of Electrical Energy Using Piezoelectric Material From Train Wheels: Bangladesh PerspectiveDocument4 pagesGeneration of Electrical Energy Using Piezoelectric Material From Train Wheels: Bangladesh PerspectiveJai KumarNo ratings yet
- Reliable and Sustainable Electric PowerDocument137 pagesReliable and Sustainable Electric PowermehNo ratings yet
- Project On Optimal Load SchedulingDocument23 pagesProject On Optimal Load Schedulingaritra gNo ratings yet
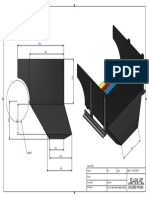
- Chute Hopper (New) - 02-DrawingsDocument1 pageChute Hopper (New) - 02-DrawingsPoyaNo ratings yet
- JackDocument1 pageJackPoyaNo ratings yet
- Heavy Duty Electro-Mechanical Linear ActuatorsDocument7 pagesHeavy Duty Electro-Mechanical Linear ActuatorsPoyaNo ratings yet
- User 2/12/2020: Designed by Checked by Approved by Date DateDocument1 pageUser 2/12/2020: Designed by Checked by Approved by Date DatePoyaNo ratings yet
- 17Chute-New Version02Document3 pages17Chute-New Version02PoyaNo ratings yet
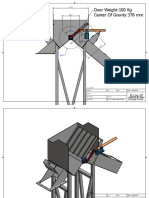
- Door Weight:100 KG Center of Gravity:376 MM: Crusher PayamDocument2 pagesDoor Weight:100 KG Center of Gravity:376 MM: Crusher PayamPoyaNo ratings yet
- Screen Upper Chute JackDocument1 pageScreen Upper Chute JackPoyaNo ratings yet
- GWPD8Document12 pagesGWPD8PoyaNo ratings yet
- BearingDocument34 pagesBearingIrwan SattuNo ratings yet
- DIMER E - Catalogue O Rings - EN PDFDocument43 pagesDIMER E - Catalogue O Rings - EN PDFPoyaNo ratings yet
- Daido Chain CatalogDocument147 pagesDaido Chain CatalogAmanda Rezende100% (1)
- Maximum Water Flow CapacitiesDocument5 pagesMaximum Water Flow CapacitiesPoyaNo ratings yet
- DIMER E - Catalogue O Rings - EN PDFDocument43 pagesDIMER E - Catalogue O Rings - EN PDFPoyaNo ratings yet
- Warman AH Pump BrochureDocument4 pagesWarman AH Pump BrochureLodyNo ratings yet
- Progressive Cavity Pump F Series - Model N: Technical CharacteristicsDocument4 pagesProgressive Cavity Pump F Series - Model N: Technical CharacteristicsPoyaNo ratings yet
- اولیهDocument1 pageاولیهPoyaNo ratings yet
- Pump IranDocument108 pagesPump IranPoyaNo ratings yet
- گزارش ریخته گریDocument1 pageگزارش ریخته گریPoyaNo ratings yet
- Pump Iran Kafkesh 2Document20 pagesPump Iran Kafkesh 2PoyaNo ratings yet
- فرمول تولید خامDocument1 pageفرمول تولید خامPoyaNo ratings yet
- لیست آماده تراشDocument1 pageلیست آماده تراشPoyaNo ratings yet
- Evo TestDocument1 pageEvo TestPoyaNo ratings yet
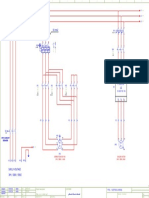
- Project Description 2 Customer: Combustion Air Fan 3PH / 380V / 11KW Wagon Motor 3PH / 380V /3KWDocument1 pageProject Description 2 Customer: Combustion Air Fan 3PH / 380V / 11KW Wagon Motor 3PH / 380V /3KWPoyaNo ratings yet
- PCodesDocument1 pagePCodesPoyaNo ratings yet
- Burner 1 Burner 2 Burner 3 Burner 4: 27 28 N PE 29 27 30 N PE 31 27 32 N PE 33 27 34 N PE 35Document1 pageBurner 1 Burner 2 Burner 3 Burner 4: 27 28 N PE 29 27 30 N PE 31 27 32 N PE 33 27 34 N PE 35PoyaNo ratings yet
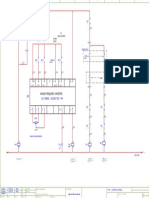
- 1 Project Description 3 Customer: Ed. DWG NO.: 97.07.ELEC Standard Date 10/28/2018Document1 page1 Project Description 3 Customer: Ed. DWG NO.: 97.07.ELEC Standard Date 10/28/2018PoyaNo ratings yet
- Wagon Out Wagon in Wagon in Reduce SpeedDocument1 pageWagon Out Wagon in Wagon in Reduce SpeedPoyaNo ratings yet
- 2 Project Description 4 CustomerDocument1 page2 Project Description 4 CustomerPoyaNo ratings yet
- Main Control SwitchDocument1 pageMain Control SwitchPoyaNo ratings yet
- Wagon Frequency Inverter 1FI: IN Reduce SpeedDocument1 pageWagon Frequency Inverter 1FI: IN Reduce SpeedPoyaNo ratings yet
- Motorized Pulley GB OKDocument104 pagesMotorized Pulley GB OKhareudangNo ratings yet
- Construction and Maintenance of Belt Conveyors For Coal and Bulk Material Handling PlantsDocument269 pagesConstruction and Maintenance of Belt Conveyors For Coal and Bulk Material Handling PlantsKetul Shah100% (3)
- A1752903-30 Conveyor Parts Manual CON-203-2-J1349Document16 pagesA1752903-30 Conveyor Parts Manual CON-203-2-J1349waltergvNo ratings yet
- Design Guide For Air Slide Conveyor PDFDocument4 pagesDesign Guide For Air Slide Conveyor PDFHasan Barzegar Avval100% (4)
- Iso 3684 1990Document8 pagesIso 3684 1990joaquin fuentealba moralesNo ratings yet
- BS 812-102 PDFDocument16 pagesBS 812-102 PDFWayjantha Sunethra Bandara JayawardhanaNo ratings yet
- Serie 1200 1Document8 pagesSerie 1200 1Grabiel UrdanetaNo ratings yet
- 3100 CV 0001Document11 pages3100 CV 0001tranceinttNo ratings yet
- Catalogo Küpper PDFDocument70 pagesCatalogo Küpper PDFguiller_vasquezNo ratings yet
- Flexowell - 2013 - EnglischDocument5 pagesFlexowell - 2013 - Englischeduardo_chaban100% (1)
- Measurement of Belt Conveyor CapacityDocument1 pageMeasurement of Belt Conveyor Capacityfadli040289No ratings yet
- Methods, Processes and Equipment Involved in Handling of SolidsDocument137 pagesMethods, Processes and Equipment Involved in Handling of SolidsRhadel Gantuangco100% (1)
- Conveyor Safety Checklist SkarnesDocument2 pagesConveyor Safety Checklist SkarnesRivan Paskalis100% (1)
- Drag Conveyors PDFDocument9 pagesDrag Conveyors PDFDouglas BatistellaNo ratings yet
- Belt Conveyor Lecture Notes Up To 08.02.2024Document22 pagesBelt Conveyor Lecture Notes Up To 08.02.2024Abhinav GanveerNo ratings yet
- DT II A Belt ConveyorDocument1 pageDT II A Belt ConveyorBunkun15No ratings yet
- An Introduction To Conveyor FundamentalsDocument18 pagesAn Introduction To Conveyor Fundamentalscakendri100% (2)
- ABB Ability Digital Solution: Slide 1Document14 pagesABB Ability Digital Solution: Slide 1Milan LLanque CondeNo ratings yet
- Appendix ConveyorDocument9 pagesAppendix ConveyorAzhari GunawanNo ratings yet
- Pulley Lagging Rubber Sheet PDFDocument1 pagePulley Lagging Rubber Sheet PDFSanatha AgungNo ratings yet
- R999000396 TS2plus 7.0 2017-08 EN Media PDFDocument754 pagesR999000396 TS2plus 7.0 2017-08 EN Media PDFMaicon PiontcoskiNo ratings yet
- DM 002Document25 pagesDM 002Jonathan Romero AlfaroNo ratings yet
- Econonmic Analysis in The Optimization of Belt Conveyor SystemsDocument22 pagesEcononmic Analysis in The Optimization of Belt Conveyor SystemsTimber RamNo ratings yet
- F, Lmi: 0.0488F, Uzm (FT Ibf/Sec)Document14 pagesF, Lmi: 0.0488F, Uzm (FT Ibf/Sec)Kevin Alberto Tejera PereiraNo ratings yet
- Lancani PrenosnikDocument16 pagesLancani PrenosnikAston MartinNo ratings yet
- Pellet PLNT ManualDocument19 pagesPellet PLNT ManualsubhankarprustyNo ratings yet
- REMA TIP TOP Do It Yourself Conveyor Belt RepairsDocument2 pagesREMA TIP TOP Do It Yourself Conveyor Belt RepairsLLNo ratings yet
- Correa de SacrificioDocument22 pagesCorrea de Sacrificiomatias vargas apablazaNo ratings yet
- Suspended Permanent Magnet: Model CP 20/80L Sc-2Document2 pagesSuspended Permanent Magnet: Model CP 20/80L Sc-2glizamabNo ratings yet
- Technical Criteria of QR:: Details of Meg (Material Enlistment Group) 1.0 MEG No. 2.0 MEG DescriptionDocument9 pagesTechnical Criteria of QR:: Details of Meg (Material Enlistment Group) 1.0 MEG No. 2.0 MEG DescriptionnicolasNo ratings yet