You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Aliens RulebookDocument28 pagesAliens RulebookTsudakis Prod Ld100% (6)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Bolt Together LatheDocument7 pagesBolt Together Lathe69x4No ratings yet
- Micro-Lathe Plans (Popular Mechanics)Document4 pagesMicro-Lathe Plans (Popular Mechanics)sjdarkman1930100% (13)
- Microsoft Power BI Web - Creating DashboardsDocument69 pagesMicrosoft Power BI Web - Creating Dashboardsnaua2010No ratings yet
- 5 Vehicle CrashworthinessDocument17 pages5 Vehicle CrashworthinessTaqiuddin MohammedNo ratings yet
- ETech Q2 Edited M2Document17 pagesETech Q2 Edited M2John Robert Ang75% (4)
- Omitted MeasurementsDocument5 pagesOmitted MeasurementsM MNo ratings yet
- Chassis StiffnessDocument9 pagesChassis StiffnessArun KumaarNo ratings yet
- NG and XN Self-Management (5G RAN3.1 - Draft A) PDFDocument83 pagesNG and XN Self-Management (5G RAN3.1 - Draft A) PDFVVL1959No ratings yet
- Building Inexpensive CNC MachinesDocument12 pagesBuilding Inexpensive CNC MachinesbahaaalhusainyNo ratings yet
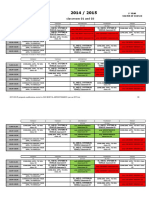
- Proposta Suddivisione Orario Tra Car Body - Aerodynamics Per Aa 2015Document8 pagesProposta Suddivisione Orario Tra Car Body - Aerodynamics Per Aa 2015mikael bezerra cotias dos santosNo ratings yet
- Projeto FresadoraDocument27 pagesProjeto Fresadoramikael bezerra cotias dos santosNo ratings yet
- ATV Braking Data, Sign Recognition Analysis and ValidationDocument83 pagesATV Braking Data, Sign Recognition Analysis and Validationmikael bezerra cotias dos santosNo ratings yet
- Measuring Disc Brake Forces During BrakingDocument12 pagesMeasuring Disc Brake Forces During Brakingamir8100No ratings yet
- Brake Pedal and Balance Bar Instruction GuideDocument6 pagesBrake Pedal and Balance Bar Instruction Guidemikael bezerra cotias dos santosNo ratings yet
- Projeto FresadoraDocument27 pagesProjeto Fresadoramikael bezerra cotias dos santosNo ratings yet
- Brake Reaction Times and Driver Behavior Analysis PDFDocument11 pagesBrake Reaction Times and Driver Behavior Analysis PDFmikael bezerra cotias dos santosNo ratings yet
- Steering Drift and Wheel Movement During Braking Parameter Sensitivity Studies PDFDocument9 pagesSteering Drift and Wheel Movement During Braking Parameter Sensitivity Studies PDFmikael bezerra cotias dos santosNo ratings yet
- Numerical Analysis of A Rotor Disc For Optimization of The Disc MaterialsDocument10 pagesNumerical Analysis of A Rotor Disc For Optimization of The Disc Materialsmikael bezerra cotias dos santosNo ratings yet
- Thermomechanical Properties of Carbon Fibres and Graphite Powder Reinforced Asbestos Free Brake Pad Composite MaterialDocument4 pagesThermomechanical Properties of Carbon Fibres and Graphite Powder Reinforced Asbestos Free Brake Pad Composite Materialmikael bezerra cotias dos santosNo ratings yet
- Rapid Design of A Light Vehicle Hydraulic Brake SystemDocument7 pagesRapid Design of A Light Vehicle Hydraulic Brake Systemmikael bezerra cotias dos santosNo ratings yet
- Influence of The Construction of Car Brakes On Its Stability During BrakingDocument5 pagesInfluence of The Construction of Car Brakes On Its Stability During Brakingmikael bezerra cotias dos santosNo ratings yet
- Brake Fluid What You Should KnowDocument7 pagesBrake Fluid What You Should Knowmikael bezerra cotias dos santosNo ratings yet
- IJRET Structural Analysis of Truck Chassis ReviewDocument4 pagesIJRET Structural Analysis of Truck Chassis Reviewmikael bezerra cotias dos santosNo ratings yet
- Vehicle Accident Databases Correctness Checks For Accident Kinematic Data PDFDocument11 pagesVehicle Accident Databases Correctness Checks For Accident Kinematic Data PDFmikael bezerra cotias dos santosNo ratings yet
- Brake Reaction Times and Driver Behavior Analysis PDFDocument11 pagesBrake Reaction Times and Driver Behavior Analysis PDFmikael bezerra cotias dos santosNo ratings yet
- Aerodynamic Evaluation On Formula SAE VehiclesDocument9 pagesAerodynamic Evaluation On Formula SAE Vehiclesmikael bezerra cotias dos santosNo ratings yet
- Sedan Roll Cage RegulationsDocument12 pagesSedan Roll Cage Regulationsmikael bezerra cotias dos santosNo ratings yet
- Designing of The Rack and Pinion Gearbox For All Terrain Vehicle For The Competition Baja Sae India and Enduro Student IndiaDocument6 pagesDesigning of The Rack and Pinion Gearbox For All Terrain Vehicle For The Competition Baja Sae India and Enduro Student Indiamikael bezerra cotias dos santosNo ratings yet
- An Experimental Investigation On The Modal Characteristics of An Off-Road Competition Vehicle ChassisDocument8 pagesAn Experimental Investigation On The Modal Characteristics of An Off-Road Competition Vehicle Chassismikael bezerra cotias dos santosNo ratings yet
- Automobile Collision Reconstruction A Literature Survey PDFDocument30 pagesAutomobile Collision Reconstruction A Literature Survey PDFmikael bezerra cotias dos santosNo ratings yet
- Dynamics of Four-Wheel-Steering VehiclesDocument8 pagesDynamics of Four-Wheel-Steering Vehiclesmikael bezerra cotias dos santosNo ratings yet
- Dynamics of Four-Wheel-Steering Vehicles PDFDocument8 pagesDynamics of Four-Wheel-Steering Vehicles PDFmikael bezerra cotias dos santosNo ratings yet
- Design and Fabrication of Steering and Bracking System For All Terrain VehicleDocument12 pagesDesign and Fabrication of Steering and Bracking System For All Terrain Vehiclemikael bezerra cotias dos santosNo ratings yet
- © Jitesh Khurkhuriya - Azure ML Online CourseDocument27 pages© Jitesh Khurkhuriya - Azure ML Online Coursedhrit_wNo ratings yet
- Part 3 Simulation With RDocument42 pagesPart 3 Simulation With RNguyễn OanhNo ratings yet
- Marine Power System PDFDocument46 pagesMarine Power System PDFTen ApolinarioNo ratings yet
- JNTUA R20 B.tech - ECE III IV Course Structure SyllabusDocument112 pagesJNTUA R20 B.tech - ECE III IV Course Structure SyllabusNaveenNo ratings yet
- FDocument14 pagesFInmaculada GonzalezNo ratings yet
- Information Security Incident ReportDocument4 pagesInformation Security Incident ReportDimas Bagus JarkhasihNo ratings yet
- Profilesiteneng9 161007045623Document31 pagesProfilesiteneng9 161007045623Aditya SinghNo ratings yet
- PHD Entrance MCQDocument11 pagesPHD Entrance MCQvandyNo ratings yet
- MS Exercise 3Document8 pagesMS Exercise 3Samir AlzekriNo ratings yet
- Certificate AuthenticationDocument2 pagesCertificate AuthenticationnatalieNo ratings yet
- Pig Handling System Brochure PDFDocument6 pagesPig Handling System Brochure PDFKRUNAL SHAHNo ratings yet
- Totalcomp's TRC1 Canister Load Cell Is Inter Changeable With Flintec RC1Document2 pagesTotalcomp's TRC1 Canister Load Cell Is Inter Changeable With Flintec RC1johnnyaNo ratings yet
- 2.5G 850nm 550m SFP TransceiverDocument6 pages2.5G 850nm 550m SFP TransceiverGLsun MallNo ratings yet
- D-3466-1 Ignitation TemperatureDocument4 pagesD-3466-1 Ignitation TemperatureAditya PutriNo ratings yet
- LP13 - Business SimulationDocument2 pagesLP13 - Business SimulationBryan EsguerraNo ratings yet
- Assignment 3Document3 pagesAssignment 3teweldeNo ratings yet
- Linq 2019 PDFDocument47 pagesLinq 2019 PDFZain Alabeeden AlarejiNo ratings yet
- Install Angular on Windows in 11 StepsDocument7 pagesInstall Angular on Windows in 11 StepsOblesh GandikotaNo ratings yet
- Intel®Ethernet Controller I225 Production Software Release Notes - 1.0.1.4Document6 pagesIntel®Ethernet Controller I225 Production Software Release Notes - 1.0.1.4Carlos Jhonatan Choque MoscosoNo ratings yet
- Presentation - InSANDocument6 pagesPresentation - InSANInsan ArdiansyahNo ratings yet
- D Ay Open Day Close by CSC Clerk and Collection Entries and Reports at CSCDocument29 pagesD Ay Open Day Close by CSC Clerk and Collection Entries and Reports at CSCAnandNo ratings yet
- PWC Case Study Tutorial 2021Document17 pagesPWC Case Study Tutorial 2021Anna PrasitdamrongNo ratings yet
- Mini Split MlaDocument8 pagesMini Split MlaAmbar JuarezNo ratings yet
- General Mathematics: Functions and RelationsDocument22 pagesGeneral Mathematics: Functions and RelationsImie FloresNo ratings yet
- Ecgr3155 Experiment 8 Mosfet Amplifiers Configurations and Input Output ImpedancesDocument9 pagesEcgr3155 Experiment 8 Mosfet Amplifiers Configurations and Input Output ImpedancesdrhammoudaNo ratings yet