You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Calibration Certificate SampleDocument1 pageCalibration Certificate SampleAbdul Wahaab Khokhar100% (3)
- Astm f2320Document6 pagesAstm f2320Leandro CostaNo ratings yet
- IRB 52 DatasheetDocument2 pagesIRB 52 DatasheetHồ ThànhNo ratings yet
- 3 Pso 185Document1 page3 Pso 185Abdul Wahaab KhokharNo ratings yet
- RZ 200176 Umer HassanDocument3 pagesRZ 200176 Umer HassanAbdul Wahaab KhokharNo ratings yet
- Tender Notice-01/2018 Purchase of NAO Robots / or EquivalentDocument1 pageTender Notice-01/2018 Purchase of NAO Robots / or EquivalentAbdul Wahaab KhokharNo ratings yet
- Ogdcl 1311Document1 pageOgdcl 1311Abdul Wahaab KhokharNo ratings yet
- List of OEM For PESCO TenderDocument1 pageList of OEM For PESCO TenderAbdul Wahaab KhokharNo ratings yet
- Chaudhry Steel Re-Rolling Mills Limited: Consultant To The IssueDocument8 pagesChaudhry Steel Re-Rolling Mills Limited: Consultant To The IssueAbdul Wahaab KhokharNo ratings yet
- Fall Classic ISA Tabletop, Golf Tournament A Great Success!: Inside This IssueDocument16 pagesFall Classic ISA Tabletop, Golf Tournament A Great Success!: Inside This IssueAbdul Wahaab KhokharNo ratings yet
- LS Starvert IS7 ManualDocument354 pagesLS Starvert IS7 ManualFadFad100% (1)
- 25-62-11 - ARTEX C-406-2 Installation and Maintenance Manual PDFDocument65 pages25-62-11 - ARTEX C-406-2 Installation and Maintenance Manual PDFMeriç Acar0% (1)
- Cub Cadet Parts Manual For Model 1340Document7 pagesCub Cadet Parts Manual For Model 1340debra100% (54)
- Carcteristicas Tecnicas PDFDocument26 pagesCarcteristicas Tecnicas PDFAKZTRANo ratings yet
- TM-8000 HD Manual PDFDocument37 pagesTM-8000 HD Manual PDFRoxana BirtumNo ratings yet
- Understanding Time Delay Relay FunctionsDocument6 pagesUnderstanding Time Delay Relay FunctionsAndrew BullNo ratings yet
- European HVAC Sensors - STP100-400Document2 pagesEuropean HVAC Sensors - STP100-400CckqtNo ratings yet
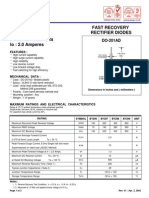
- BY296 - BY299: Fast Recovery Rectifier Diodes PRV: 100 - 800 Volts Io: 2.0 AmperesDocument3 pagesBY296 - BY299: Fast Recovery Rectifier Diodes PRV: 100 - 800 Volts Io: 2.0 AmperesJulius WegetaNo ratings yet
- 81131f Controller EngDocument12 pages81131f Controller EnghenryNo ratings yet
- Nera Mini-C Service ManualDocument152 pagesNera Mini-C Service ManualMert Koseoglu100% (1)
- Inteligen 200: Operator GuideDocument34 pagesInteligen 200: Operator GuideAly AbdelhamedNo ratings yet
- BSIVDiagnostmatrix TataDocument76 pagesBSIVDiagnostmatrix Tatabhupendra thalkar100% (3)
- Radar Arduino ProjectDocument17 pagesRadar Arduino ProjectDARSHAN KUDACHENo ratings yet
- 12-Port Antenna: 5980300PG 5980300PDDocument7 pages12-Port Antenna: 5980300PG 5980300PDMadalina JariiNo ratings yet
- Proteçao InverterDocument19 pagesProteçao InverterNelio AssisNo ratings yet
- Auto Power Switching Mains, Solar, Invertor or Generator: Humera EEEDocument19 pagesAuto Power Switching Mains, Solar, Invertor or Generator: Humera EEEHumeraNo ratings yet
- DataSheet iSYS-4010 V1.5Document5 pagesDataSheet iSYS-4010 V1.5Sally PattersonNo ratings yet
- Car Template Proposal 4gDocument37 pagesCar Template Proposal 4gBamsNo ratings yet
- D DdsDocument364 pagesD DdsPalaniappan SolaiyanNo ratings yet
- MEH-P5000R: Operation ManualDocument68 pagesMEH-P5000R: Operation ManualdgNo ratings yet
- CTS Wireman - NSQF-4Document52 pagesCTS Wireman - NSQF-4Allvin FachoNo ratings yet
- LB Aw ns12 SPT - enDocument62 pagesLB Aw ns12 SPT - enWaldir Donatti JuniorNo ratings yet
- W1 W3-B-C User ManualDocument1 pageW1 W3-B-C User Manualamad4youNo ratings yet
- Mohd Azizul Ghafur Bin RahimiDocument24 pagesMohd Azizul Ghafur Bin RahimiMehadi Alom ChoudhuryNo ratings yet
- Lafert ServoDocument102 pagesLafert Servoelfagua100% (1)
- HW 4Document33 pagesHW 4Khalid WaleedNo ratings yet
- Residential Catalogue EngDocument23 pagesResidential Catalogue EngHilal HazaaNo ratings yet
- DatasheetDocument2 pagesDatasheetsathiiishkumarNo ratings yet