You might also like
- Low Cost Short Life Gas Turbine DesignDocument7 pagesLow Cost Short Life Gas Turbine DesignFernando TaleroNo ratings yet
- Recycled Fuel Performance in The SR-30 Gas TurbineDocument6 pagesRecycled Fuel Performance in The SR-30 Gas TurbineFernando TaleroNo ratings yet
- Emission-Factors Mar 2018 0Document5 pagesEmission-Factors Mar 2018 0endeiNo ratings yet
- Subject Classifications For EnergyDocument8 pagesSubject Classifications For EnergyFernando TaleroNo ratings yet
- The Annular Combustion Chamber With Centrifugal Fuel Injection PDFDocument6 pagesThe Annular Combustion Chamber With Centrifugal Fuel Injection PDFFernando TaleroNo ratings yet
- Fundamental Analysis of Liquid Breakup Mechanism in A Rotary Atomizer With Square Discharge OrificeDocument8 pagesFundamental Analysis of Liquid Breakup Mechanism in A Rotary Atomizer With Square Discharge OrificeFernando TaleroNo ratings yet
- Turek2005 PDFDocument10 pagesTurek2005 PDFFernando TaleroNo ratings yet
- Us9366187 PDFDocument12 pagesUs9366187 PDFFernando TaleroNo ratings yet
- Design of High Heat Release Slinger Combustor With Rapid Acceleration RequirementDocument18 pagesDesign of High Heat Release Slinger Combustor With Rapid Acceleration RequirementFernando TaleroNo ratings yet
- Fundamental Analysis of Liquid Breakup Mechanism in A Rotary Atomizer With Square Discharge OrificeDocument8 pagesFundamental Analysis of Liquid Breakup Mechanism in A Rotary Atomizer With Square Discharge OrificeFernando TaleroNo ratings yet
- APU with Rotary Fuel Slinger Improves EmissionsDocument9 pagesAPU with Rotary Fuel Slinger Improves EmissionsFernando TaleroNo ratings yet
- Low Cost Short Life Gas Turbine DesignDocument7 pagesLow Cost Short Life Gas Turbine DesignFernando TaleroNo ratings yet
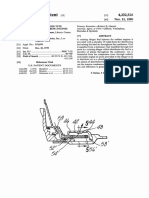
- Us4232526 PDFDocument5 pagesUs4232526 PDFFernando TaleroNo ratings yet
- Liquid Breakup Regimes in Fuel Slinger AtomizationDocument28 pagesLiquid Breakup Regimes in Fuel Slinger AtomizationFernando TaleroNo ratings yet
- Ignition and combustion characteristics of a gas turbine slinger combustorDocument7 pagesIgnition and combustion characteristics of a gas turbine slinger combustorFernando TaleroNo ratings yet
- Turek2005 PDFDocument10 pagesTurek2005 PDFFernando TaleroNo ratings yet
- Taller Fisica EcciDocument5 pagesTaller Fisica EcciFernando TaleroNo ratings yet
- Liu2015 PDFDocument11 pagesLiu2015 PDFFernando TaleroNo ratings yet
- Analysis of Liquid Breakup Regimes in Fuel Slinger AtomizationDocument28 pagesAnalysis of Liquid Breakup Regimes in Fuel Slinger AtomizationFernando TaleroNo ratings yet
- ENGINEERING DESIGN GUIDELINES Steam Turbine Systems Rev Web PDFDocument34 pagesENGINEERING DESIGN GUIDELINES Steam Turbine Systems Rev Web PDFJuan Sebastian Cartagena HernandezNo ratings yet
- Liu2015 PDFDocument11 pagesLiu2015 PDFFernando TaleroNo ratings yet
- REVE - A New Industrial Technology For Biomass Torrefaction - Pilot StudiesDocument8 pagesREVE - A New Industrial Technology For Biomass Torrefaction - Pilot StudiesFernando TaleroNo ratings yet
- Properties of Acacia MangiumDocument111 pagesProperties of Acacia MangiumJayZx WayNo ratings yet
- ENGINEERING MECHANICS DYNAMICS, 5th Edition, Meriam & Kraige PDFDocument1,478 pagesENGINEERING MECHANICS DYNAMICS, 5th Edition, Meriam & Kraige PDFXbrocks63% (8)
- Catalogo Watlow EZ Zone PM Pid 1Document172 pagesCatalogo Watlow EZ Zone PM Pid 1Fernando TaleroNo ratings yet
- Catalogo Watlow EZ Zone PM Pid 1 PDFDocument172 pagesCatalogo Watlow EZ Zone PM Pid 1 PDFFernando TaleroNo ratings yet
- Catalog Steam Turbines 2013 Engl PDFDocument36 pagesCatalog Steam Turbines 2013 Engl PDFADKMARNo ratings yet
- Tiffany - University of MinnesotaDocument31 pagesTiffany - University of MinnesotaFernando TaleroNo ratings yet
- Grof - Realms of Consiouscness LSD SummaryDocument8 pagesGrof - Realms of Consiouscness LSD SummaryFernando TaleroNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SPEL Puraceptor Class 1 ServiceStation AUS v1Document4 pagesSPEL Puraceptor Class 1 ServiceStation AUS v1andrewb2005No ratings yet
- A Review of Linear AlgebraDocument19 pagesA Review of Linear AlgebraOsman Abdul-MuminNo ratings yet
- Diversion 900 xj900s PDFDocument102 pagesDiversion 900 xj900s PDFMichael ThorgersenNo ratings yet
- Gasoline Engine Instruction ManualDocument20 pagesGasoline Engine Instruction ManualTom EckertNo ratings yet
- 2000 SvcMan BookmarkedDocument4,570 pages2000 SvcMan BookmarkedGreg MartinNo ratings yet
- Air Fuel ManualDocument12 pagesAir Fuel Manualade rachmatNo ratings yet
- 100 Introduction To Fire PreventionDocument22 pages100 Introduction To Fire PreventionSHAILENDRANo ratings yet
- 2021 Hyundai Santa Fe 116695Document636 pages2021 Hyundai Santa Fe 116695Quốc Phú ĐinhNo ratings yet
- Explosimeter Working Principle GuideDocument3 pagesExplosimeter Working Principle GuideKusum DasNo ratings yet
- D5482 07 (Reapproved 2013)Document5 pagesD5482 07 (Reapproved 2013)emmanuelNo ratings yet
- Lawn Mower ManualDocument40 pagesLawn Mower ManualforedoorhoreNo ratings yet
- Refining: Outline Refinery Processes Refining Markets: Capacity, Cost, Investment Optimization of Refinery OperationsDocument48 pagesRefining: Outline Refinery Processes Refining Markets: Capacity, Cost, Investment Optimization of Refinery OperationsJuan SalcidoNo ratings yet
- Fire SafetyDocument17 pagesFire SafetyGünay MuradovaNo ratings yet
- Diesel Injection Pump COVEC-FDocument36 pagesDiesel Injection Pump COVEC-FPorras Edwin71% (7)
- Tank Vessel HandbookDocument57 pagesTank Vessel HandbookRahulNo ratings yet
- "India's Emergence As A Petroleum Products Exporter" by Muhammad AzharDocument27 pages"India's Emergence As A Petroleum Products Exporter" by Muhammad AzharThe International Research Center for Energy and Economic Development (ICEED)No ratings yet
- Owner's Manual: GX22 - GX31Document60 pagesOwner's Manual: GX22 - GX31Rafael Antonio Triana PulidoNo ratings yet
- Guía para Viajar A Peru: Preferible Ir de Enero A MarzoDocument14 pagesGuía para Viajar A Peru: Preferible Ir de Enero A MarzofsdfjjasjsNo ratings yet
- PARA PLANTA DE ASFALTO CF1400-2300-Burner-ManualDocument24 pagesPARA PLANTA DE ASFALTO CF1400-2300-Burner-ManualAlexander Dominguez RamonNo ratings yet
- Lista de FiltrosDocument155 pagesLista de FiltrosGonçalo Filipe SousaNo ratings yet
- 2015 Kia Sorento 36481 PDFDocument543 pages2015 Kia Sorento 36481 PDFDominiq Rotaru100% (1)
- New Resid Fluid Catalytic Cracking (FCC) Catalyst Technology For Maximum Distillates Yield Demonstrated in Big West Oil's Salt Lake City RefineryDocument12 pagesNew Resid Fluid Catalytic Cracking (FCC) Catalyst Technology For Maximum Distillates Yield Demonstrated in Big West Oil's Salt Lake City RefineryasdasdasdasdasdasdasdNo ratings yet
- Honda Wave 110i Owners Manual Eng PDFDocument112 pagesHonda Wave 110i Owners Manual Eng PDFMuhammad ArifNo ratings yet
- Unloading of Petrol Into Storage at Petrol StationsDocument41 pagesUnloading of Petrol Into Storage at Petrol StationsPeter100% (1)
- VR2500 Pressure WasherDocument32 pagesVR2500 Pressure WashertchobergNo ratings yet
- English ReportDocument20 pagesEnglish ReportAakashNo ratings yet
- 2014 AFPM Q&A - Answer BookDocument93 pages2014 AFPM Q&A - Answer Booksaleh4060No ratings yet
- Fuel Line/Vapor Emission Hose: Series 395Document1 pageFuel Line/Vapor Emission Hose: Series 395Zoran JankovNo ratings yet
- Al Besharah Jasem M. 1989-1Document447 pagesAl Besharah Jasem M. 1989-1franciscoNo ratings yet
- Determination of Benzene and Toluene in Finished Motor and Aviation Gasoline by Gas ChromatographyDocument7 pagesDetermination of Benzene and Toluene in Finished Motor and Aviation Gasoline by Gas ChromatographyJako MishyNo ratings yet