You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Transtig 2200 Magicwave 1700 / 2200 FK 2200: Service Manual Spare Parts List GBDocument93 pagesTranstig 2200 Magicwave 1700 / 2200 FK 2200: Service Manual Spare Parts List GBex-2156100% (1)
- RPT Physics F6 Second Term 2018Document8 pagesRPT Physics F6 Second Term 2018norhazli ibrahimNo ratings yet
- Lec 10 and 11Document63 pagesLec 10 and 11Gangadhar TallaNo ratings yet
- 3 Materials Requirement PlanningDocument22 pages3 Materials Requirement PlanningGangadhar TallaNo ratings yet
- 1 IntroductionDocument26 pages1 IntroductionGangadhar TallaNo ratings yet
- Module 5Document69 pagesModule 5Gangadhar TallaNo ratings yet
- Module 2Document35 pagesModule 2Gangadhar TallaNo ratings yet
- Module 1Document52 pagesModule 1Gangadhar TallaNo ratings yet
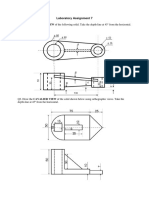
- Laboratory Assignment 7: Q1. Draw The CABINET VIEW of The Following Solid. Take The Depth-Line at 45 From The HorizontalDocument2 pagesLaboratory Assignment 7: Q1. Draw The CABINET VIEW of The Following Solid. Take The Depth-Line at 45 From The HorizontalGangadhar TallaNo ratings yet
- Mechanical Engineering IIT Kanpur: Anupam SaxenaDocument2 pagesMechanical Engineering IIT Kanpur: Anupam SaxenaGangadhar TallaNo ratings yet
- Engineering Drawing-Lab05Document2 pagesEngineering Drawing-Lab05Gangadhar TallaNo ratings yet
- Laboratory Assignment 6: Q1. Draw The SECTIONAL FRONT VIEW of The Object Below. DO NOT DIMENSIONDocument2 pagesLaboratory Assignment 6: Q1. Draw The SECTIONAL FRONT VIEW of The Object Below. DO NOT DIMENSIONGangadhar TallaNo ratings yet
- Engineering Drawing-Lab04Document1 pageEngineering Drawing-Lab04Gangadhar TallaNo ratings yet
- Engineering Drawing-Lab08Document1 pageEngineering Drawing-Lab08Gangadhar TallaNo ratings yet
- Modern Machining ProcessesDocument4 pagesModern Machining ProcessesGangadhar TallaNo ratings yet
- Engineering Drawing03Document3 pagesEngineering Drawing03Gangadhar TallaNo ratings yet
- Laboratory Assignment 2: 30 4 Faces AT R30 30 oDocument1 pageLaboratory Assignment 2: 30 4 Faces AT R30 30 oGangadhar TallaNo ratings yet
- Engineering Drawing-Lab03Document1 pageEngineering Drawing-Lab03Gangadhar TallaNo ratings yet
- MTech MEDocument110 pagesMTech MEGangadhar TallaNo ratings yet
- MTech CimDocument114 pagesMTech CimGangadhar TallaNo ratings yet
- Sheet Metal Forming: MIT 2.008xDocument48 pagesSheet Metal Forming: MIT 2.008xGangadhar TallaNo ratings yet
- Castingslides 161115034827 PDFDocument67 pagesCastingslides 161115034827 PDFGangadhar TallaNo ratings yet
- Metal Cutting 1: N 0.5 N 1 N 1 N 0.5Document6 pagesMetal Cutting 1: N 0.5 N 1 N 1 N 0.5Gangadhar TallaNo ratings yet
- Powder MetallurgyDocument1 pagePowder MetallurgyGangadhar TallaNo ratings yet
- Design and Fabrication of Non-Contact Fringing Field Capacitive Sensor For Liquid Level MeasurementDocument5 pagesDesign and Fabrication of Non-Contact Fringing Field Capacitive Sensor For Liquid Level Measurementb8932023No ratings yet
- Causes of FireDocument10 pagesCauses of Firedray pogiNo ratings yet
- Ac GeneratorsDocument7 pagesAc GeneratorsAnkur SheelNo ratings yet
- Spesifikasi KapasitorDocument2 pagesSpesifikasi KapasitorAgustinus Bayu DewantoNo ratings yet
- Terrasat IBUC G C Band DatasheetDocument2 pagesTerrasat IBUC G C Band DatasheetsreipfNo ratings yet
- Chapter - 17 Static ElectricityDocument54 pagesChapter - 17 Static ElectricityNayeem HakimNo ratings yet
- Tube Phono Preamp - NotesDocument15 pagesTube Phono Preamp - NotesStelios PanarasNo ratings yet
- BJT Structure and Modes of OperationDocument4 pagesBJT Structure and Modes of OperationJogamaya DeyNo ratings yet
- Boss DD-3T Service NotesDocument10 pagesBoss DD-3T Service NotesFernando Gómez100% (1)
- DSE8620 Operators Manual (001 064)Document64 pagesDSE8620 Operators Manual (001 064)jomedinasanjoseNo ratings yet
- SharpLC 37LE320EDocument367 pagesSharpLC 37LE320EcocolisoteNo ratings yet
- Bamne2018 PDFDocument5 pagesBamne2018 PDFRoberto SuNo ratings yet
- Pioneer Deh-3700mp Crt3397 SMDocument70 pagesPioneer Deh-3700mp Crt3397 SMGiovanni Carrillo VillegasNo ratings yet
- PE-ADZ-7E05010104-MDC-948-R01 Powerhouse - Model For Power System Stability - THYNE5&THYNE6Document19 pagesPE-ADZ-7E05010104-MDC-948-R01 Powerhouse - Model For Power System Stability - THYNE5&THYNE6Coquin Ant100% (2)
- Physics FLP Mcqs SqsDocument2 pagesPhysics FLP Mcqs Sqssanaaliakhter93No ratings yet
- DatasheetDocument5 pagesDatasheetselocaNo ratings yet
- G 111733 T 63 UDocument6 pagesG 111733 T 63 UMiguel ArancibiaNo ratings yet
- GuidetoConnectionofSupply Full en PDFDocument323 pagesGuidetoConnectionofSupply Full en PDFESM PNo ratings yet
- G12 Adavance Wiring Electrical CiruitsDocument20 pagesG12 Adavance Wiring Electrical CiruitsHarold Vernon Martinez100% (1)
- Zulo Floodlight PDFDocument6 pagesZulo Floodlight PDFhairulNo ratings yet
- Evo2 Battery User ManualDocument2 pagesEvo2 Battery User ManualHhhhCaliNo ratings yet
- Amp80248 Uk PDFDocument2 pagesAmp80248 Uk PDFDanny Muñoz CastroNo ratings yet
- RVR M2PJ5-700&1KLT10NS RVRDocument78 pagesRVR M2PJ5-700&1KLT10NS RVRJan-Willem Sloetjes100% (1)
- Libro Academia Metodos Examen Lampara de Hendidura Clinical Optics 2020-2021Document3 pagesLibro Academia Metodos Examen Lampara de Hendidura Clinical Optics 2020-2021Camila FlorezNo ratings yet
- 25 Watt Mosfet AmplifierDocument4 pages25 Watt Mosfet AmplifierCarlos Alberto NetoNo ratings yet
- LG DP391, DP392Document69 pagesLG DP391, DP392Jimmy Turcotte100% (1)
- Lecture4 Power Flow AnalysisDocument0 pagesLecture4 Power Flow AnalysisfpttmmNo ratings yet
- Service ManualDocument22 pagesService Manualedijhon5815No ratings yet