You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Book of Lost Spells (Necromancer Games)Document137 pagesBook of Lost Spells (Necromancer Games)Rodrigo Hky91% (22)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Calculus Success in 20 Minutes A Day2ndEditionDocument207 pagesCalculus Success in 20 Minutes A Day2ndEditiondangeroussheep100% (14)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 3202.31.DIES - INSTRUMENT CABLE SCHEDULE.24015 - Rev02Document6 pages3202.31.DIES - INSTRUMENT CABLE SCHEDULE.24015 - Rev02Chidiebere Samuel OkogwuNo ratings yet
- Pronunciacion Módulo 7Document12 pagesPronunciacion Módulo 7Antonio Javier Osorio Gomez100% (1)
- The Vital Problems of Pistol ShootingDocument15 pagesThe Vital Problems of Pistol Shootingapi-3695814100% (4)
- Technical Information Letter: Energy Services Engineering Product Service TIL 1576Document4 pagesTechnical Information Letter: Energy Services Engineering Product Service TIL 1576Chidiebere Samuel Okogwu100% (2)
- Tereshchenko Talk 1Document22 pagesTereshchenko Talk 1Aomr MysticRose Aomr MysticRose100% (1)
- UrologyQuiz6FollowupMCQ and AnswersDocument2 pagesUrologyQuiz6FollowupMCQ and AnswersUrologyQuiz83% (6)
- Silent DhikrDocument2 pagesSilent DhikrYakoob Mahomed Perfume HouseNo ratings yet
- The Metrical Dindshenchas Vol 4 Edited by Edward Gwynn (1906)Document114 pagesThe Metrical Dindshenchas Vol 4 Edited by Edward Gwynn (1906)TerryandAlanNo ratings yet
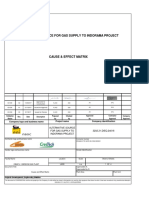
- Alternative Source For Gas Supply To Indorama ProjectDocument4 pagesAlternative Source For Gas Supply To Indorama ProjectChidiebere Samuel OkogwuNo ratings yet
- Thin Material: Nozzle Segment Indication ZonesDocument1 pageThin Material: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuNo ratings yet
- 3202.31.DIES.24097 - Rev01 - Instruments Material Take-off-R0Document19 pages3202.31.DIES.24097 - Rev01 - Instruments Material Take-off-R0Chidiebere Samuel OkogwuNo ratings yet
- PM List I&C (1258)Document6 pagesPM List I&C (1258)Chidiebere Samuel OkogwuNo ratings yet
- Start Time SN Job Step Hazard Hazard Controls Status CommentsDocument3 pagesStart Time SN Job Step Hazard Hazard Controls Status CommentsChidiebere Samuel OkogwuNo ratings yet
- Start Time SN Job Step Hazard Harzard Controls Status CommentsDocument3 pagesStart Time SN Job Step Hazard Harzard Controls Status CommentsChidiebere Samuel OkogwuNo ratings yet
- Field Technical Instruction: John Brown Engineering Customer Service DivisionDocument2 pagesField Technical Instruction: John Brown Engineering Customer Service DivisionChidiebere Samuel OkogwuNo ratings yet
- Bulging: Nozzle Segment Indication ZonesDocument1 pageBulging: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuNo ratings yet
- Nozzle Segment Indication Zones: A B C B D D E FDocument1 pageNozzle Segment Indication Zones: A B C B D D E FChidiebere Samuel OkogwuNo ratings yet
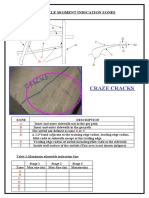
- Craze Cracks: Nozzle Segment Indication ZonesDocument1 pageCraze Cracks: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument1 pageKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Errosion: Nozzle Segment Indication ZonesDocument1 pageErrosion: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: Evaporative Cooler Commissioning ProcedureDocument2 pagesTechnical Information Letter: Evaporative Cooler Commissioning ProcedureChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division C.S.D. Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division C.S.D. Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: Load Coupling Nut EventDocument1 pageTechnical Information Letter: Load Coupling Nut EventChidiebere Samuel OkogwuNo ratings yet
- Kvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionDocument2 pagesKvaerner Energy LTD Thermal Power Division CSD Field Technical InstructionChidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: PurposeDocument1 pageTechnical Information Letter: PurposeChidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: TIL 1357-2 Ge Energy Services Product Service 15 JULY 2002Document2 pagesTechnical Information Letter: TIL 1357-2 Ge Energy Services Product Service 15 JULY 2002Chidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: TIL1365-2 Ge Energy Services Product Service 21 OCTOBER 2002Document3 pagesTechnical Information Letter: TIL1365-2 Ge Energy Services Product Service 21 OCTOBER 2002Chidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: TIL 1378-1 Ge Energy Services Product Service 12 December 2002Document1 pageTechnical Information Letter: TIL 1378-1 Ge Energy Services Product Service 12 December 2002Chidiebere Samuel OkogwuNo ratings yet
- Technical Information Letter: Excessive Gas Fuel Flow at Start-Up (F-Class)Document5 pagesTechnical Information Letter: Excessive Gas Fuel Flow at Start-Up (F-Class)Chidiebere Samuel Okogwu100% (1)
- 1208-3: Changes in Steam Turbine and Generator Parts Corrosion Protection PackagingDocument3 pages1208-3: Changes in Steam Turbine and Generator Parts Corrosion Protection PackagingChidiebere Samuel OkogwuNo ratings yet
- Kirsty Simone Bonner: Core Competencies and AchievementsDocument3 pagesKirsty Simone Bonner: Core Competencies and AchievementsChidiebere Samuel OkogwuNo ratings yet
- Chapter 15 - Air ConditioningDocument121 pagesChapter 15 - Air ConditioningWawNo ratings yet
- Sebastian o H Madgwick ThesisDocument7 pagesSebastian o H Madgwick Thesiselenaelmonte100% (2)
- FulesDocument17 pagesFulesadilNo ratings yet
- A Antimicrobial Susceptibility TestingDocument13 pagesA Antimicrobial Susceptibility TestingkurfaNo ratings yet
- ML4T 2017fall Exam1 Version BDocument8 pagesML4T 2017fall Exam1 Version BDavid LiNo ratings yet
- Atmospheric Pollution and Environmental ChangeDocument209 pagesAtmospheric Pollution and Environmental Changeviqrisyam rizkyNo ratings yet
- Moraga, Cherrie La GueraDocument5 pagesMoraga, Cherrie La GueranizaiaNo ratings yet
- Skelley Book PreviewDocument30 pagesSkelley Book PreviewBlazeVOX [books]No ratings yet
- Operational/Administrati VE & Financial Analysis: By: Marcelina L. Ramal MAED-EM DiscussantDocument13 pagesOperational/Administrati VE & Financial Analysis: By: Marcelina L. Ramal MAED-EM DiscussantKenneth Delos SantosNo ratings yet
- Linuxengines Blogspot inDocument9 pagesLinuxengines Blogspot inShitesh SachanNo ratings yet
- Financial Accounting 17th Edition by Williams ISBN Solution ManualDocument90 pagesFinancial Accounting 17th Edition by Williams ISBN Solution Manualjames100% (26)
- MSDS Stored Pressure Fire ExtinguishersDocument5 pagesMSDS Stored Pressure Fire ExtinguishersWaquar AhmadNo ratings yet
- MSD Unit 3 PPT-R1Document46 pagesMSD Unit 3 PPT-R1Vikas RathodNo ratings yet
- Unit 5-Nervous System Brain Retina QuestionsDocument70 pagesUnit 5-Nervous System Brain Retina Questionsareyouthere92No ratings yet
- PERDEVDocument5 pagesPERDEVlennie cotiocoNo ratings yet
- British Politics and European ElectionsDocument245 pagesBritish Politics and European ElectionsRaouia ZouariNo ratings yet
- Group 3 ProposalDocument5 pagesGroup 3 ProposalDimol AsledinNo ratings yet
- Rules and Regulations of The GGC-searchableDocument49 pagesRules and Regulations of The GGC-searchableLoredana BurgardNo ratings yet
- AJPDocument35 pagesAJPAnonymous g5Xzu4V8No ratings yet
- Vocabulary + Grammar Unit 3 Test ADocument2 pagesVocabulary + Grammar Unit 3 Test AMercurioTimeNo ratings yet
- Ca Celin Carretela Arrived Bringing Inside My Brother and Her WifeDocument2 pagesCa Celin Carretela Arrived Bringing Inside My Brother and Her WifeYjasmin AnneNo ratings yet
- OASYS GEO v17.8Document4 pagesOASYS GEO v17.8Koresh KhalpariNo ratings yet