You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Certified Inspector Checklist: New Tank ConstructionDocument11 pagesCertified Inspector Checklist: New Tank ConstructionamevaluacionesNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Manhole Techo TK 87 SRDocument1 pageManhole Techo TK 87 SRamevaluacionesNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Crude Unit Mecanismos de Daño PDFDocument1 pageCrude Unit Mecanismos de Daño PDFamevaluacionesNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Escalera TK 87 SRDocument1 pageEscalera TK 87 SRamevaluacionesNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- AT0024 - Chloride Stress Corrosion Tech BriefDocument2 pagesAT0024 - Chloride Stress Corrosion Tech BriefAnonymous QSfDsVxjZNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- NozlessDocument2 pagesNozlessamevaluacionesNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Astm e 797 PDFDocument7 pagesAstm e 797 PDFrazormebackNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Oxidation Chart Oxidacion PDFDocument1 pageOxidation Chart Oxidacion PDFamevaluacionesNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Slide PSM e IMDocument6 pagesSlide PSM e IMamevaluacionesNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- UNIDADESDocument7 pagesUNIDADESamevaluacionesNo ratings yet
- RBI DOCUMENTO 2a Parte PDFDocument57 pagesRBI DOCUMENTO 2a Parte PDFamevaluacionesNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- UNIDADESDocument7 pagesUNIDADESamevaluacionesNo ratings yet
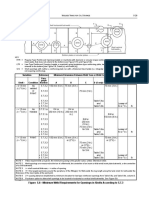
- Minimas Distancias Weld API 650Document1 pageMinimas Distancias Weld API 650amevaluacionesNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- ANSI Pipe ScheduleDocument2 pagesANSI Pipe ScheduleamevaluacionesNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- 120ft Cone DrawingsDocument52 pages120ft Cone DrawingsamevaluacionesNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Table 13 Permitted Variations From A Flat Surface For Carbon Steel PlatesDocument1 pageTable 13 Permitted Variations From A Flat Surface For Carbon Steel PlatesamevaluacionesNo ratings yet
- Inspect Api510 Sample ReportDocument100 pagesInspect Api510 Sample ReportAymeeenNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Piping Class: REV Description Size Rating END Tag/Sche Material Trim Code ComplemenDocument10 pagesPiping Class: REV Description Size Rating END Tag/Sche Material Trim Code ComplemenamevaluacionesNo ratings yet
- Carbon Steel Pipe ScheduleDocument4 pagesCarbon Steel Pipe ScheduleamevaluacionesNo ratings yet
- OxyChem Caustic HandbookDocument64 pagesOxyChem Caustic HandbookAnonymous Kr13NEBNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Piping Class: REV Description Size Rating END Tag/Sche Material Trim Code ComplemenDocument8 pagesPiping Class: REV Description Size Rating END Tag/Sche Material Trim Code ComplemenamevaluacionesNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Bolt Bolt Torque ChartDocument5 pagesBolt Bolt Torque ChartjirrsamaNo ratings yet
- Incident Vs RCFADocument1 pageIncident Vs RCFAamevaluacionesNo ratings yet
- Checklist Tank NewDocument11 pagesChecklist Tank NewamevaluacionesNo ratings yet
- 2001 Matriz y Descripcion de Riesgos de HSEDocument15 pages2001 Matriz y Descripcion de Riesgos de HSEamevaluacionesNo ratings yet
- Chek List PSM Audit PDFDocument0 pagesChek List PSM Audit PDFamevaluacionesNo ratings yet
- TTT AceroDocument64 pagesTTT AcerogruponovaNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- AST Hydro TestDocument1 pageAST Hydro TestamevaluacionesNo ratings yet
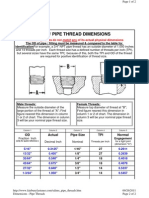
- Xdims Pipe ThreadsDocument2 pagesXdims Pipe ThreadsamevaluacionesNo ratings yet
- Week 3 - Lecture #1 Foundational Concepts of AISDocument25 pagesWeek 3 - Lecture #1 Foundational Concepts of AISChand DivneshNo ratings yet
- Research The Organizational Chart and International Business Strategy VinamilkDocument24 pagesResearch The Organizational Chart and International Business Strategy VinamilkKhánh Huyền PhạmNo ratings yet
- BAH Public Finance GE 4th Semester PDFDocument4 pagesBAH Public Finance GE 4th Semester PDFAkistaa100% (1)
- All SlidesDocument31 pagesAll SlidessinginiwizNo ratings yet
- Competitive Intelligence On The InternetDocument4 pagesCompetitive Intelligence On The Internetprofthadaskew4433No ratings yet
- Unit II Principles of AuditingDocument23 pagesUnit II Principles of AuditingSarath KumarNo ratings yet
- Why You Want To Become An EntrepreneurDocument3 pagesWhy You Want To Become An Entrepreneursiddhant jainNo ratings yet
- Connecting Strategy To ExecutionDocument13 pagesConnecting Strategy To ExecutionrpreidNo ratings yet
- Letter of Offer - SIHE - Lokraj PoudelDocument12 pagesLetter of Offer - SIHE - Lokraj PoudelPrabesh TiwariNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- A Popular HR Chief Burned To Death: People Management Dynamics atDocument8 pagesA Popular HR Chief Burned To Death: People Management Dynamics at20PGPIB064AKSHAR PANDYA100% (2)
- Module 1 The JobDocument10 pagesModule 1 The JobCharlieNo ratings yet
- Lesson 2.2 Compound InterestDocument30 pagesLesson 2.2 Compound InterestShyla Patrice DantesNo ratings yet
- A Research Paper On Investment Awareness Among IndianDocument18 pagesA Research Paper On Investment Awareness Among IndianElaisa AurinNo ratings yet
- Philippine Bank of Communications vs. Commissioner of Internal Revenue (GR 112024. Jan. 28, 1999)Document2 pagesPhilippine Bank of Communications vs. Commissioner of Internal Revenue (GR 112024. Jan. 28, 1999)Col. McCoyNo ratings yet
- Dimensions of Interpersonal RelationshipsDocument16 pagesDimensions of Interpersonal RelationshipsdelfrenajibinsonNo ratings yet
- COA CIRCULAR NO. 2023-003 June 14 2023Document14 pagesCOA CIRCULAR NO. 2023-003 June 14 2023Jennifer Go100% (2)
- Deed of Absolute Sale - FirearmsDocument3 pagesDeed of Absolute Sale - FirearmsSelak Security Agency Inc.No ratings yet
- Accounting Equation WorksheetDocument2 pagesAccounting Equation WorksheetRajni Sinha Verma100% (1)
- Yahoo Symbol ListDocument21 pagesYahoo Symbol ListShubham RohatgiNo ratings yet
- Price Adjustment in Construction ContractDocument7 pagesPrice Adjustment in Construction ContractRam Prasad Awasthi100% (1)
- The Rampant Case of Unemployment in The PhilippinesDocument3 pagesThe Rampant Case of Unemployment in The PhilippinesTomas DocaNo ratings yet
- Sr. Acc Suroor ResumeDocument2 pagesSr. Acc Suroor ResumeVaibhav VermaNo ratings yet
- 148 - Doing Business in MALIDocument6 pages148 - Doing Business in MALIEvan ComenNo ratings yet
- SMU V500R003C10SPC018T Upgrade GuideDocument9 pagesSMU V500R003C10SPC018T Upgrade GuideDmitry PodkovyrkinNo ratings yet
- CBSE Class 12 Revised Economics Syllabus 2020-21: Part A: Introductory MacroeconomicsDocument7 pagesCBSE Class 12 Revised Economics Syllabus 2020-21: Part A: Introductory MacroeconomicsHarry AryanNo ratings yet
- Module 3 - Overhead Allocation and ApportionmentDocument55 pagesModule 3 - Overhead Allocation and Apportionmentkaizen4apexNo ratings yet
- Bus Fin - QTR 2 Week 3 - Personal FinanceDocument33 pagesBus Fin - QTR 2 Week 3 - Personal FinanceSheila Marie Ann Magcalas-GaluraNo ratings yet
- Curriculum Vitae: Dr. Bidhu Kanti DasDocument22 pagesCurriculum Vitae: Dr. Bidhu Kanti DasTanuj DeyNo ratings yet
- Miguel Angel Ariza SalazarDocument3 pagesMiguel Angel Ariza SalazarGreen InkNo ratings yet
- MSD6A638JSMG-8-Y8 MS Product DetailsDocument3 pagesMSD6A638JSMG-8-Y8 MS Product Detailssivanka ranganaNo ratings yet