You might also like
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Welding of Austenitic Stainless Steel - Part 2 - TWIDocument6 pagesWelding of Austenitic Stainless Steel - Part 2 - TWISumantaNo ratings yet
- Welding of Titanium and Its AlloysDocument3 pagesWelding of Titanium and Its AlloysMuhammed SulfeekNo ratings yet
- Austenitic stainless steels properties and welding guideDocument4 pagesAustenitic stainless steels properties and welding guideandy1036No ratings yet
- Corrosion Guide - Stainless Internation NickelDocument20 pagesCorrosion Guide - Stainless Internation NickelJohn BurkeNo ratings yet
- CSWIP NotesDocument6 pagesCSWIP Notestulasirao.nammiNo ratings yet
- Annealing Stainless Steel 304-316Document4 pagesAnnealing Stainless Steel 304-316nepcom9541No ratings yet
- Etc.) - The Number of Grades Is Therefore Seemingly Infinite, With A Large NumberDocument16 pagesEtc.) - The Number of Grades Is Therefore Seemingly Infinite, With A Large Numberandres16012008No ratings yet
- Diat HTT Lect-28Document12 pagesDiat HTT Lect-28prakush01975225403No ratings yet
- Welding Complete PPT With QuestionDocument50 pagesWelding Complete PPT With QuestionKBSMANITNo ratings yet
- Welding Definition: by S K MondalDocument26 pagesWelding Definition: by S K MondalSaajal SharmaNo ratings yet
- Welding of HSLA Steels - Job Knowledge 98Document2 pagesWelding of HSLA Steels - Job Knowledge 98tuanNo ratings yet
- Weldability of SteelsDocument20 pagesWeldability of SteelsMuhammed SulfeekNo ratings yet
- Copper AlloysDocument4 pagesCopper AlloysMuhammed SulfeekNo ratings yet
- CH-24-Stainless Steel Notes PDFDocument7 pagesCH-24-Stainless Steel Notes PDFArvind RaguNo ratings yet
- Duplex Stainless SteelsDocument19 pagesDuplex Stainless SteelsdinaksNo ratings yet
- Welding Metallurgy of Titanium AlloysDocument46 pagesWelding Metallurgy of Titanium AlloysBaraneedharanNo ratings yet
- Hydrogen Attack: Piping FundamentalsDocument1 pageHydrogen Attack: Piping FundamentalsWArya RaWigunanNo ratings yet
- Weldability of MaterialsDocument5 pagesWeldability of MaterialsclnNo ratings yet
- Carbon Steel Metallurgy DiagramDocument17 pagesCarbon Steel Metallurgy Diagramwessamalex100% (1)
- Stainless SteelsDocument16 pagesStainless SteelsGnobelNo ratings yet
- Ch-19 Gas Welding, Gas Cutting - Arc WeldingDocument85 pagesCh-19 Gas Welding, Gas Cutting - Arc WeldingdiptyaNo ratings yet
- The Metallurgy of Carbon SteelDocument103 pagesThe Metallurgy of Carbon SteelUmer AhsanNo ratings yet
- CSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeDocument7 pagesCSWIP 3.1 - Question With Answer and Explanation - Part 16 - General Technical KnowledgeDENSIN0% (1)
- Welding of HSLA Steels: Weldability and Joining of MaterialsDocument2 pagesWelding of HSLA Steels: Weldability and Joining of MaterialsMehmet SoysalNo ratings yet
- Joining Stainless Steel by Soldering, Brazing and Resistance WeldingDocument4 pagesJoining Stainless Steel by Soldering, Brazing and Resistance WeldingA K SinghNo ratings yet
- About Titanium WeldingDocument6 pagesAbout Titanium Weldingckkashyap0007No ratings yet
- Corrosion Analysis of Stainless Steel: Seifedine KadryDocument9 pagesCorrosion Analysis of Stainless Steel: Seifedine KadryMarcos GonzalezNo ratings yet
- Welding Steels GuideDocument5 pagesWelding Steels GuideJlkKumarNo ratings yet
- Boiler Tube GradesDocument12 pagesBoiler Tube Gradesfelram100% (1)
- 304L WeldingDocument6 pages304L Weldingeedbdmdud100% (1)
- Weldability of Materials - Carbon Manganese and Low Alloy SteelsDocument6 pagesWeldability of Materials - Carbon Manganese and Low Alloy SteelsmanimaranNo ratings yet
- Welding of Ferritic/martensitic Stainless Steels: Job KnowledgeDocument2 pagesWelding of Ferritic/martensitic Stainless Steels: Job KnowledgeMuhammed SulfeekNo ratings yet
- Prepare by Nasrizal Mohd Rashdi Senior Lecturer Welding & Quality Inspection Universiti Kuala LumpurDocument39 pagesPrepare by Nasrizal Mohd Rashdi Senior Lecturer Welding & Quality Inspection Universiti Kuala LumpurFaiz IshakNo ratings yet
- Prevention From Inter-Granual CorrosionDocument7 pagesPrevention From Inter-Granual CorrosionDevashish JoshiNo ratings yet
- YP-WT 11 - Welding of MetalsDocument71 pagesYP-WT 11 - Welding of MetalsAnnisa UrbaningrumNo ratings yet
- Hydrogen Induced Stress Cracking (DNV RP F112)Document25 pagesHydrogen Induced Stress Cracking (DNV RP F112)Guillaume BoyerNo ratings yet
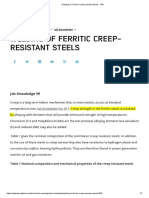
- Welding of Ferritic CreepDocument3 pagesWelding of Ferritic CreepMuhammed SulfeekNo ratings yet
- Welding & Material CS & SS From Go WeldingDocument30 pagesWelding & Material CS & SS From Go WeldingExsan OthmanNo ratings yet
- Thermal Spray Coatings of Zinc and Aluminum Zinc MetallizingDocument37 pagesThermal Spray Coatings of Zinc and Aluminum Zinc MetallizingromwamaNo ratings yet
- Venkat's Preparation of CracksDocument4 pagesVenkat's Preparation of Cracksvineet chandra khanduriNo ratings yet
- Austenitic Stainless SteelsDocument10 pagesAustenitic Stainless SteelsbramNo ratings yet
- Steel Esr CernDocument11 pagesSteel Esr Cernfarchipmm58No ratings yet
- Weldability and Joining of Materials: Titanium and Titanium AlloysDocument4 pagesWeldability and Joining of Materials: Titanium and Titanium AlloysMehmet SoysalNo ratings yet
- API Self NotesDocument13 pagesAPI Self NotesOwais AlamNo ratings yet
- The purpose of preheat and hydrogen cracking preventionDocument6 pagesThe purpose of preheat and hydrogen cracking preventionSankar GaneshNo ratings yet
- Polythionic Acid Stress Corrosion CrackingDocument4 pagesPolythionic Acid Stress Corrosion CrackingpmkarNo ratings yet
- Calculation of pitting resistance equivalent numbers (PRENDocument7 pagesCalculation of pitting resistance equivalent numbers (PRENVivi OktaviantiNo ratings yet
- Weldability of Material TWIDocument4 pagesWeldability of Material TWIRaviTeja BhamidiNo ratings yet
- Carbonitriding of FastenersDocument3 pagesCarbonitriding of FastenersGuru SamyNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Horoscope For October 2020Document3 pagesHoroscope For October 2020JlkKumarNo ratings yet
- Creep-Resistant Steels - TWIDocument6 pagesCreep-Resistant Steels - TWIJlkKumarNo ratings yet
- Active FluxDocument2 pagesActive FluxJlkKumarNo ratings yet
- Defects - Solidification Cracking - TWIDocument8 pagesDefects - Solidification Cracking - TWIJlkKumarNo ratings yet
- Austenite Martensite Bainite Pearlite and Ferrite Structures - TWI PDFDocument9 pagesAustenite Martensite Bainite Pearlite and Ferrite Structures - TWI PDFJlkKumarNo ratings yet
- Webinar Registration Success - ZoomDocument2 pagesWebinar Registration Success - ZoomJlkKumarNo ratings yet
- BOLT TORQUEING: An Overview of Bolt Torque Principles and ProceduresDocument2 pagesBOLT TORQUEING: An Overview of Bolt Torque Principles and ProceduresJlkKumarNo ratings yet
- Glossary - Online - Leak TestingDocument14 pagesGlossary - Online - Leak TestingJlkKumarNo ratings yet
- Creep and Creep Testing - TWIDocument6 pagesCreep and Creep Testing - TWIJlkKumarNo ratings yet
- Glossary Online OVDocument62 pagesGlossary Online OVadnanbutt1984No ratings yet
- Witness InspectionDocument2 pagesWitness InspectionJlkKumarNo ratings yet
- Exclusively For You: How To RedeemDocument2 pagesExclusively For You: How To RedeemJlkKumarNo ratings yet
- Torque Value GuideDocument2 pagesTorque Value GuideSaurabh KaushikNo ratings yet
- Product DevelopmentDocument43 pagesProduct Developmentmohamed abd eldayemNo ratings yet
- CamScanner Scans PDFs from PhotosDocument3 pagesCamScanner Scans PDFs from PhotosJlkKumarNo ratings yet
- TECHNOLOGY2 Solve Answer-1Document7 pagesTECHNOLOGY2 Solve Answer-1JlkKumarNo ratings yet
- Astm e 186 2015Document4 pagesAstm e 186 2015Husen TaufiqNo ratings yet
- Piping QuestionsDocument23 pagesPiping QuestionsJlkKumar100% (3)
- TECHNOLOGY1 Answer-1Document6 pagesTECHNOLOGY1 Answer-1JlkKumarNo ratings yet
- GENERAL5 Answer-1Document4 pagesGENERAL5 Answer-1JlkKumarNo ratings yet
- Design Question & AnswerDocument42 pagesDesign Question & AnswerTian Fung Wang100% (1)
- Cswip 3 2 Presentations PDFDocument42 pagesCswip 3 2 Presentations PDFJlkKumarNo ratings yet
- General 3Document5 pagesGeneral 3AnandNo ratings yet
- CSWIPdemo PDFDocument8 pagesCSWIPdemo PDFmahmoud aliNo ratings yet
- SSPC News Bulletin - July 2020Document26 pagesSSPC News Bulletin - July 2020JlkKumarNo ratings yet
- GENERAL2 Solve AnswerDocument3 pagesGENERAL2 Solve AnswerJlkKumar80% (5)
- GENERAL4 Solve Answer-1Document4 pagesGENERAL4 Solve Answer-1JlkKumar100% (1)
- Electrode Selection As Per Base Metal With Preheat, Postheat and Hardness DetailsDocument1 pageElectrode Selection As Per Base Metal With Preheat, Postheat and Hardness DetailsJlkKumar100% (1)
- Top 6 Hydrogen Cracking - Cswip 3.1 Course Questions and AnswersDocument3 pagesTop 6 Hydrogen Cracking - Cswip 3.1 Course Questions and AnswersJlkKumarNo ratings yet
- Domain 3: Data Evaluation and Documentation (4 Task Statements)Document3 pagesDomain 3: Data Evaluation and Documentation (4 Task Statements)JlkKumarNo ratings yet
- HydroxideDocument10 pagesHydroxideAntonio C. KeithNo ratings yet
- The P-Block Elements (Summary)Document49 pagesThe P-Block Elements (Summary)nickan876No ratings yet
- 2014 Part A Canadian Chemistry OlympicDocument4 pages2014 Part A Canadian Chemistry OlympicyeuchemNo ratings yet
- Ductile Cast IronDocument23 pagesDuctile Cast IronManicharanNo ratings yet
- RPT f5 Chemistry + PekaDocument6 pagesRPT f5 Chemistry + Pekafizaali87No ratings yet
- HC28Document1 pageHC28Move NowNo ratings yet
- Haloalkane - Haloarene NotesDocument38 pagesHaloalkane - Haloarene NotesPadmalaya palo100% (1)
- Organic Elemental Analysis ReportDocument4 pagesOrganic Elemental Analysis ReportahmedNo ratings yet
- Periodic Table NotesDocument25 pagesPeriodic Table NotesshamshadNo ratings yet
- Cambridge IGCSE: CHEMISTRY 0620/33Document20 pagesCambridge IGCSE: CHEMISTRY 0620/33Sanjeev MummadiNo ratings yet
- Roadmap Problem - 6Document1 pageRoadmap Problem - 6abhyudaipathwayNo ratings yet
- Database UkDocument181 pagesDatabase UkFerri FerdiansyahNo ratings yet
- StoichiometryDocument16 pagesStoichiometryVel MuruganNo ratings yet
- Module 8 Physical ScienceDocument9 pagesModule 8 Physical ScienceElixa HernandezNo ratings yet
- Water Quality Testing Chart (Updated 1/2005)Document1 pageWater Quality Testing Chart (Updated 1/2005)Miguel Angel ContrerasNo ratings yet
- List of Parameters For Water and Wastewater Analysis: DOE Water Quality Index (WQI)Document2 pagesList of Parameters For Water and Wastewater Analysis: DOE Water Quality Index (WQI)m2_kamalNo ratings yet
- Experiment 9 Results and Discussion Report: Redox Titration: Winkler Method For Dissolved Oxygen DeterminationDocument4 pagesExperiment 9 Results and Discussion Report: Redox Titration: Winkler Method For Dissolved Oxygen DeterminationNathalie Dagmang100% (5)
- QB Ch10 EngDocument81 pagesQB Ch10 Eng羅天佑No ratings yet
- Sillicon 7225.1100Document49 pagesSillicon 7225.1100Mohammed ShoaibNo ratings yet
- Total Organic Halogen Analyzer Model TOX-300Document4 pagesTotal Organic Halogen Analyzer Model TOX-300Diraf FaridNo ratings yet
- ISO - TR - 16060 - EN Etching NitalDocument11 pagesISO - TR - 16060 - EN Etching Nitalpkh29No ratings yet
- Synthesis of Cobalt Linkage IsomersDocument7 pagesSynthesis of Cobalt Linkage IsomersKgasu MosaNo ratings yet
- Aalco Metals LTD - Aluminium Alloy - 6061 T6 - 145 PDFDocument2 pagesAalco Metals LTD - Aluminium Alloy - 6061 T6 - 145 PDFPengelana KehidupanNo ratings yet
- Diazotazione NaNO2 NaHSO3Document3 pagesDiazotazione NaNO2 NaHSO3leda_prandiNo ratings yet
- 2013 YJC H2 Chem Prelim P3Document11 pages2013 YJC H2 Chem Prelim P3Chow Kim WanNo ratings yet
- Stoichiometry Worksheet PDFDocument10 pagesStoichiometry Worksheet PDFZIMBERNo ratings yet
- Evergreen Class 12th Question BankDocument43 pagesEvergreen Class 12th Question BankIndrajeet kumarNo ratings yet
- ELEMENTS LISTDocument31 pagesELEMENTS LISTKenneth DayritNo ratings yet
- Cambridge IGCSE: Chemistry 0620/22Document20 pagesCambridge IGCSE: Chemistry 0620/22jad obaidNo ratings yet
- COA of Magnesium Ascorbyl PhosphateDocument1 pageCOA of Magnesium Ascorbyl PhosphatePan EmmaNo ratings yet