You might also like
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Some Studies On Structural Properties and Charactrization Issues of Clay Based Hybrid NanocompositesDocument17 pagesSome Studies On Structural Properties and Charactrization Issues of Clay Based Hybrid Nanocompositeshaseeb tahirNo ratings yet
- Composites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su YenDocument6 pagesComposites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su Yensur22as.aswarNo ratings yet
- T800 PDFDocument10 pagesT800 PDFRenato CampoverdeNo ratings yet
- Adhesive Characteristics of Epoxy/Dendritic Hyperbranched Polymer BlendsDocument11 pagesAdhesive Characteristics of Epoxy/Dendritic Hyperbranched Polymer Blendssamuelben87No ratings yet
- Physical and Mechanical Properties of Micro-Size Ceramic Particulate Filled Epoxy CompositesDocument4 pagesPhysical and Mechanical Properties of Micro-Size Ceramic Particulate Filled Epoxy Compositesjavad rahimiNo ratings yet
- HafniumDocument67 pagesHafniumHamza EbrahimjiNo ratings yet
- Jcs 02 00072Document17 pagesJcs 02 00072Ivan SilveiraNo ratings yet
- 45 Ijmperdfeb201845Document8 pages45 Ijmperdfeb201845TJPRC PublicationsNo ratings yet
- Review of Tribological Characteristics of Modified PEEK CompositesDocument6 pagesReview of Tribological Characteristics of Modified PEEK CompositesVIVA-TECH IJRINo ratings yet
- app.38945Document11 pagesapp.38945Annisya ZahraNo ratings yet
- Toughening Mechanisms of Nanoparticle-Modified Epoxy PolymersDocument12 pagesToughening Mechanisms of Nanoparticle-Modified Epoxy PolymersOussama El BouadiNo ratings yet
- 1 s2.0 S0266353814003571 MainDocument10 pages1 s2.0 S0266353814003571 MainHariomNo ratings yet
- The Effects of Epoxy Resin Nano ParticleDocument29 pagesThe Effects of Epoxy Resin Nano ParticleWellington C. de AraujoNo ratings yet
- Previous StudiesDocument19 pagesPrevious StudiesbalsamNo ratings yet
- Comparative Study of the Crystallization Behavior and Morphologies of Carbon and Glass Fiber Reinforced Poly(Ether Ether Ketone) CompositesDocument11 pagesComparative Study of the Crystallization Behavior and Morphologies of Carbon and Glass Fiber Reinforced Poly(Ether Ether Ketone) Compositesenna hasnaNo ratings yet
- An Experimental Study On Use of Waste Thermocol and Thinner Waste As An Admixture in ConcreteDocument5 pagesAn Experimental Study On Use of Waste Thermocol and Thinner Waste As An Admixture in ConcreteInternational Journal of Innovations in Engineering and ScienceNo ratings yet
- Mechanical and Tribological Properties of Microparticulate and Nanopaticulate Reinforced Polymer CompositesDocument10 pagesMechanical and Tribological Properties of Microparticulate and Nanopaticulate Reinforced Polymer Compositeschandra mouliNo ratings yet
- Concrete Retrofitting Using Metakaolin Geopolymer Mortal and CFRPDocument9 pagesConcrete Retrofitting Using Metakaolin Geopolymer Mortal and CFRPARNABNo ratings yet
- The Preparation and Properties Study of Polydimethylsiloxane-Based Coatings Modified by Epoxy ResinDocument10 pagesThe Preparation and Properties Study of Polydimethylsiloxane-Based Coatings Modified by Epoxy ResinjahhanshirNo ratings yet
- Reinforcing rubbery epoxy with carbon nanofibresDocument5 pagesReinforcing rubbery epoxy with carbon nanofibresSara TeixeiraNo ratings yet
- Preparation of Epoxy-Clay Nanocomposite and Investigation On Its Anti-Corrosive Behavior in Epoxy CoatingDocument4 pagesPreparation of Epoxy-Clay Nanocomposite and Investigation On Its Anti-Corrosive Behavior in Epoxy Coatingpraveen_1288No ratings yet
- Aac Using Hydrogen PeroxideDocument13 pagesAac Using Hydrogen PeroxideSriram Y AP20135050004No ratings yet
- rajaei2017Document10 pagesrajaei2017bozdirikNo ratings yet
- Tribology International 2023 KarolinaDocument13 pagesTribology International 2023 KarolinaboikoNo ratings yet
- Mishra2019 Article TheEffectOfSolventOnTheMechani PDFDocument7 pagesMishra2019 Article TheEffectOfSolventOnTheMechani PDFCelia Miranda OportaNo ratings yet
- Comparative Study Regarding Friction Coefficient For Three Epoxy ResinsDocument5 pagesComparative Study Regarding Friction Coefficient For Three Epoxy ResinsEdgar Arturo Gomez MeiselNo ratings yet
- Bio Based Mortar For Concrete RepairDocument8 pagesBio Based Mortar For Concrete RepairAnonymous rx6OafUpgXNo ratings yet
- Flexural, Compression, Chemical Resistance, andDocument7 pagesFlexural, Compression, Chemical Resistance, andvipin1222No ratings yet
- An Investigation of Chemical Crosslinking Effect On Properties of High-Density PolyethyleneDocument9 pagesAn Investigation of Chemical Crosslinking Effect On Properties of High-Density PolyethyleneAmirhosein FazilatiNo ratings yet
- Accepted ManuscriptDocument24 pagesAccepted ManuscriptAbhishek KumarNo ratings yet
- Characterization of Protective Performance of Epoxy Reinforced With Nanometer-Sized Tio and SioDocument10 pagesCharacterization of Protective Performance of Epoxy Reinforced With Nanometer-Sized Tio and Siosur22as.aswarNo ratings yet
- Proposal CorrectionDocument14 pagesProposal CorrectionjanithaNo ratings yet
- Studying How Carbon Fillers Affect PVC Composite ConductivityDocument10 pagesStudying How Carbon Fillers Affect PVC Composite ConductivityyasameenNo ratings yet
- Carfagna 2004Document14 pagesCarfagna 2004Yor X1053No ratings yet
- Metadata, citation and similar papers at core.ac.ukDocument9 pagesMetadata, citation and similar papers at core.ac.ukKristophe WatsonNo ratings yet
- 1 s2.0 S0167577X14001761 MainDocument3 pages1 s2.0 S0167577X14001761 MainHariomNo ratings yet
- Determination of Thermal Conductivity of Polymer Composites Filled With Solid Glass BeadsDocument12 pagesDetermination of Thermal Conductivity of Polymer Composites Filled With Solid Glass Beadsbishnu ppNo ratings yet
- Evaluating The Effect of Asphalt Binder Modification 2019 Case Studies in CDocument13 pagesEvaluating The Effect of Asphalt Binder Modification 2019 Case Studies in CAmin ZuraiqiNo ratings yet
- Effect of Hexagonal Boron Nitride and Petroleom CokeDocument9 pagesEffect of Hexagonal Boron Nitride and Petroleom CokeM.nor ainNo ratings yet
- Kaushik 2010Document13 pagesKaushik 2010Dr. JyotiNo ratings yet
- Experimental Investigation of Flexural Strength in Textile Reinforced Geopolymer MortarDocument6 pagesExperimental Investigation of Flexural Strength in Textile Reinforced Geopolymer MortarLê Chí HiệpNo ratings yet
- Tribological Behavior of The Carbon Fiber Reinforced Polyphenylene Sulfide (PPS) Composite Coating Under Dry Sliding and Water LubricationDocument8 pagesTribological Behavior of The Carbon Fiber Reinforced Polyphenylene Sulfide (PPS) Composite Coating Under Dry Sliding and Water LubricationVidya me20d015No ratings yet
- 04 Ijmperdaug20194Document10 pages04 Ijmperdaug20194TJPRC PublicationsNo ratings yet
- Studies On The Strength of Carbon/Epoxy-Glass/Epoxy Hybrid Laminated Lap JointsDocument10 pagesStudies On The Strength of Carbon/Epoxy-Glass/Epoxy Hybrid Laminated Lap JointsTJPRC PublicationsNo ratings yet
- Impact and tensile properties of epoxy/clay nanocomposites modified with polyether polyolDocument8 pagesImpact and tensile properties of epoxy/clay nanocomposites modified with polyether polyolVansala GanesanNo ratings yet
- Tensile Properties and Morphology PP/EPDM/Glass Bead Ternary CompositesDocument10 pagesTensile Properties and Morphology PP/EPDM/Glass Bead Ternary CompositesmahinevareNo ratings yet
- Hydration, Shrinkage, and Durability of Ternary Binders Containing Portland Cement, Limestone Filler and MetakaolinDocument13 pagesHydration, Shrinkage, and Durability of Ternary Binders Containing Portland Cement, Limestone Filler and MetakaolinRaja RajanNo ratings yet
- Mechanical and Thermal Properties of Lightweight Geopolymer CompositesDocument7 pagesMechanical and Thermal Properties of Lightweight Geopolymer CompositesLuanaOliveiraNo ratings yet
- Elixir2016115450Document5 pagesElixir2016115450Nick YogaNo ratings yet
- Mechanical Properties of Polymer Portland Cement Concretes Reinforced With Steel, Polypropylene, and Fique FibersDocument12 pagesMechanical Properties of Polymer Portland Cement Concretes Reinforced With Steel, Polypropylene, and Fique FibersDaniel GomesNo ratings yet
- Bag Her Zadeh 2007Document4 pagesBag Her Zadeh 2007Rick MortyNo ratings yet
- Poxy Resins Modified With Elastomers and Surface-Modified Silica NanoparticleDocument8 pagesPoxy Resins Modified With Elastomers and Surface-Modified Silica NanoparticleFAIQNo ratings yet
- Parametric Study On Polystyrene Sheet in Concrete: Gandhi Dhrumil & Unnati SoniDocument14 pagesParametric Study On Polystyrene Sheet in Concrete: Gandhi Dhrumil & Unnati SoniTJPRC PublicationsNo ratings yet
- ABSTRACT: Thermoplastic Recycled Polystyrene (RPS) and Polypropylene (RPP)Document13 pagesABSTRACT: Thermoplastic Recycled Polystyrene (RPS) and Polypropylene (RPP)gaydy lanzaNo ratings yet
- Properties of Concrete Modified by Amorphous Alumina SilicateDocument6 pagesProperties of Concrete Modified by Amorphous Alumina SilicateYen Ling NgNo ratings yet
- 01b82715-3f0f-4384-873d-7031759ed984Document16 pages01b82715-3f0f-4384-873d-7031759ed984SanTosH SangamNo ratings yet
- Linear Low-Density Polyethylene/silicone Rubber Nanocomposites: Optimization of Parameters and Effect On Electrical PropertiesDocument22 pagesLinear Low-Density Polyethylene/silicone Rubber Nanocomposites: Optimization of Parameters and Effect On Electrical PropertiesAynamawNo ratings yet
- Kim 2012Document7 pagesKim 2012KMNo ratings yet
- Epoxy Nanocomposites with Hyperbranched Polymer and Layered SilicateDocument9 pagesEpoxy Nanocomposites with Hyperbranched Polymer and Layered SilicateVansala GanesanNo ratings yet
- US20190027305A1Document52 pagesUS20190027305A1Vansala GanesanNo ratings yet
- United States Patent: Ledgerwood Et Al. Jun. 14, 2016Document16 pagesUnited States Patent: Ledgerwood Et Al. Jun. 14, 2016Vansala GanesanNo ratings yet
- US7897234Document6 pagesUS7897234Vansala GanesanNo ratings yet
- US6801420Document27 pagesUS6801420Vansala GanesanNo ratings yet
- United States Patent (10) Patent No.: US 8,360,390 B2Document9 pagesUnited States Patent (10) Patent No.: US 8,360,390 B2Vansala GanesanNo ratings yet
- Electrical Device Enclosure Position SensorDocument15 pagesElectrical Device Enclosure Position SensorVansala GanesanNo ratings yet
- United States Patent (10) Patent No.: US 6,685,832 B2: Mahendran Et Al. (45) Date of Patent: Feb. 3, 2004Document31 pagesUnited States Patent (10) Patent No.: US 6,685,832 B2: Mahendran Et Al. (45) Date of Patent: Feb. 3, 2004Vansala GanesanNo ratings yet
- US6801420Document27 pagesUS6801420Vansala GanesanNo ratings yet
- United States Patent (10) Patent No.: US 7.460,350 B2: Talbot Et Al. (45) Date of Patent: Dec. 2, 2008Document27 pagesUnited States Patent (10) Patent No.: US 7.460,350 B2: Talbot Et Al. (45) Date of Patent: Dec. 2, 2008Vansala GanesanNo ratings yet
- United States Patent: Zy 2X ZZZZZZZZDocument8 pagesUnited States Patent: Zy 2X ZZZZZZZZVansala GanesanNo ratings yet
- United States Patent: (10) Patent No.: US 6,974,554 B2Document8 pagesUnited States Patent: (10) Patent No.: US 6,974,554 B2Vansala GanesanNo ratings yet
- United States Patent: (12) (10) Patent No.: US 7,183,661 B2 Bogner Et Al. (45) Date of Patent: Feb. 27, 2007Document7 pagesUnited States Patent: (12) (10) Patent No.: US 7,183,661 B2 Bogner Et Al. (45) Date of Patent: Feb. 27, 2007Vansala GanesanNo ratings yet
- United States Patent (19) : Heyke Et Al. Feb. 23, 1993Document4 pagesUnited States Patent (19) : Heyke Et Al. Feb. 23, 1993Vansala GanesanNo ratings yet
- United States Patent (10) Patent No.: US 6,702,561 B2Document11 pagesUnited States Patent (10) Patent No.: US 6,702,561 B2Vansala GanesanNo ratings yet
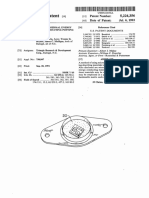
- Solenoid Retaining Device and Manufacturing MethodDocument12 pagesSolenoid Retaining Device and Manufacturing MethodVansala GanesanNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument15 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentVansala GanesanNo ratings yet
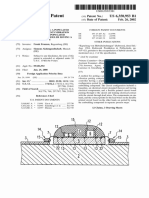
- Silicone Epoxy Encapsulant for Solid State DevicesDocument14 pagesSilicone Epoxy Encapsulant for Solid State DevicesVansala GanesanNo ratings yet
- United States Patent (19) : 11 Patent Number: 4,479,990 45 Date of Patent: Oct. 30, 1984Document7 pagesUnited States Patent (19) : 11 Patent Number: 4,479,990 45 Date of Patent: Oct. 30, 1984Vansala GanesanNo ratings yet
- United States Patent (19) 11) Patent Number: 5,224,356: Bryant James C. Mulligan, Both of 3. - SE 5ta. IIDocument7 pagesUnited States Patent (19) 11) Patent Number: 5,224,356: Bryant James C. Mulligan, Both of 3. - SE 5ta. IIVansala GanesanNo ratings yet
- United States Patent (19) 11 Patent Number: 4,738,892: Canova (45) Date of Patent: Apr. 19, 1988Document5 pagesUnited States Patent (19) 11 Patent Number: 4,738,892: Canova (45) Date of Patent: Apr. 19, 1988Vansala GanesanNo ratings yet
- United States Patent (19) 11 Patent Number: 6,113,782Document22 pagesUnited States Patent (19) 11 Patent Number: 6,113,782Vansala GanesanNo ratings yet
- United States Patent (191: Fujimoto (11) 4,190,411Document7 pagesUnited States Patent (191: Fujimoto (11) 4,190,411Vansala GanesanNo ratings yet
- IIII: United States PatentDocument9 pagesIIII: United States PatentVansala GanesanNo ratings yet
- US patent for alcohol-removable epoxy embedding materialDocument4 pagesUS patent for alcohol-removable epoxy embedding materialVansala GanesanNo ratings yet
- United States Patent (19) : Molthop 11) 4,389,363Document6 pagesUnited States Patent (19) : Molthop 11) 4,389,363Vansala GanesanNo ratings yet
- United States Patent 19: May 7, 1981 (Del Fed. Rep. of Germany. 3118130Document4 pagesUnited States Patent 19: May 7, 1981 (Del Fed. Rep. of Germany. 3118130Vansala GanesanNo ratings yet
- United States Patent (19) : Brady (45) Aug. 28, 1973Document4 pagesUnited States Patent (19) : Brady (45) Aug. 28, 1973Vansala GanesanNo ratings yet
- United States Patent (19) : Owens Et AlDocument5 pagesUnited States Patent (19) : Owens Et AlVansala GanesanNo ratings yet
- United States Patent (19) : EaringDocument7 pagesUnited States Patent (19) : EaringVansala GanesanNo ratings yet
- US3747037Document13 pagesUS3747037Vansala GanesanNo ratings yet
- Topic 2 - Hand Building and Weighting - 2020 PDFDocument20 pagesTopic 2 - Hand Building and Weighting - 2020 PDFSadaf SweetNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument39 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsKc FajardoNo ratings yet
- Aipi - 03 02 018Document57 pagesAipi - 03 02 018Kenan Sofu100% (3)
- Industrial Insulation Applications: Green Engineering-1 Insulation Spreadsheets - ContentDocument55 pagesIndustrial Insulation Applications: Green Engineering-1 Insulation Spreadsheets - ContentRashel HasanNo ratings yet
- Plastics Eng - Injection Moulding-ThermosetsDocument12 pagesPlastics Eng - Injection Moulding-Thermosetskolas hernandezNo ratings yet
- Chapter 8 PolymersDocument53 pagesChapter 8 PolymersStephen IgatNo ratings yet
- Introduction To Composite Materials For Engineering: June 2012Document15 pagesIntroduction To Composite Materials For Engineering: June 2012milkesa destaNo ratings yet
- Masterthesis Life CycleDocument83 pagesMasterthesis Life Cycleirfan FENERCİOĞLUNo ratings yet
- Natural Fiber Reinforced Polymer Composite Material-A ReviewDocument6 pagesNatural Fiber Reinforced Polymer Composite Material-A ReviewWelly TobingNo ratings yet
- Chapter 14 15 PolymerDocument11 pagesChapter 14 15 PolymerKholisa Intan RokhmanaNo ratings yet
- Substance - Application 2021Document31 pagesSubstance - Application 2021DEVIKA PHULENo ratings yet
- Cable Insulation MaterialsDocument4 pagesCable Insulation MaterialsKaarthicNatarajanNo ratings yet
- Guia de Restauracion 2017Document154 pagesGuia de Restauracion 2017giggyNo ratings yet
- Sinhgad College of Engineering F.E.question Bank Applied Science I SectionDocument4 pagesSinhgad College of Engineering F.E.question Bank Applied Science I SectionmaduresuvarnaNo ratings yet
- TE1PetroleumWorksheets PDFDocument36 pagesTE1PetroleumWorksheets PDFCristian ChioloNo ratings yet
- Injection Molding of Thermosets GuideDocument7 pagesInjection Molding of Thermosets GuideKrupal PrajapatiNo ratings yet
- Section P2003 Microtunneling and Pipe JackingDocument17 pagesSection P2003 Microtunneling and Pipe JackingClark HonradoNo ratings yet
- Technicalupdate ColdWeldingPolymersDocument63 pagesTechnicalupdate ColdWeldingPolymersChris TeohNo ratings yet
- Polymer Materials PDFDocument64 pagesPolymer Materials PDFGajendran PandiNo ratings yet
- 10 - Chapter 1Document29 pages10 - Chapter 1jayamohanNo ratings yet
- Review of Related Literature and StudiesDocument12 pagesReview of Related Literature and StudiesJersey PerlasNo ratings yet
- Impact-Resistant Fabrics (Ballistic, Stabbing, Slashing & Spike)Document31 pagesImpact-Resistant Fabrics (Ballistic, Stabbing, Slashing & Spike)Nicholas WorkmanNo ratings yet
- Ae Rijswijk 20070410Document264 pagesAe Rijswijk 20070410Joao Carlos DrumondNo ratings yet
- TDD 6Document2 pagesTDD 6JonasNo ratings yet
- 106 JmesDocument17 pages106 JmesYuvaraj GNo ratings yet
- IPS-M-TP-306 Bitumen Glass MatDocument9 pagesIPS-M-TP-306 Bitumen Glass Matmo.masoomiNo ratings yet
- Next-Gen Next-Gen: Materials and ProcessesDocument36 pagesNext-Gen Next-Gen: Materials and ProcesseskikorrasNo ratings yet
- Chapter ONE Full PDFDocument125 pagesChapter ONE Full PDFAzimSyahmiNo ratings yet
- Thermoplastic Polymers: Features, Types, Properties, Benefits and PotentialDocument17 pagesThermoplastic Polymers: Features, Types, Properties, Benefits and PotentialSontosidad, Febie Jynn A.No ratings yet
- Polymeric Materials - Part IIDocument49 pagesPolymeric Materials - Part IIRidhwan HaliqNo ratings yet