You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Microstructural Study and Mechanical Characterization of Heat Treated Direct Metal Laser Sintered Ti6Al4V For Biomedical ApplicationsDocument13 pagesMicrostructural Study and Mechanical Characterization of Heat Treated Direct Metal Laser Sintered Ti6Al4V For Biomedical ApplicationsANIGANI SUDARSHAN REDDYNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Small Scale Mechanical Testing For AM Monolithic and Hybrid Test SamplesDocument18 pagesSmall Scale Mechanical Testing For AM Monolithic and Hybrid Test SamplesANIGANI SUDARSHAN REDDYNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Influence of Post-Heat Treatment On Microstructure, Mechanical, and Wear Properties of Maraging Steel Fabricated Using Direct Metal Laser Sintering TechniqueDocument17 pagesInfluence of Post-Heat Treatment On Microstructure, Mechanical, and Wear Properties of Maraging Steel Fabricated Using Direct Metal Laser Sintering TechniqueANIGANI SUDARSHAN REDDYNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Mechanical Properties Enhancement Ti29Nb13Ta4.62Zr Alloy Via HT With No Detrimental Effect On Its BiocompabilityDocument6 pagesMechanical Properties Enhancement Ti29Nb13Ta4.62Zr Alloy Via HT With No Detrimental Effect On Its BiocompabilityANIGANI SUDARSHAN REDDYNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- JMDA-21-0224.R1 Proof HiDocument37 pagesJMDA-21-0224.R1 Proof HiANIGANI SUDARSHAN REDDYNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
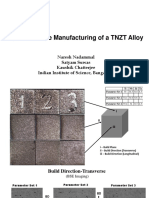
- L-PBF AM of TNZT - Nadammal Et Al.Document3 pagesL-PBF AM of TNZT - Nadammal Et Al.ANIGANI SUDARSHAN REDDYNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Corrosion Resistance of New Beta Type Titanium Alloy, Ti29Nb13Ta4.6Zr in Artificial SolutionDocument8 pagesCorrosion Resistance of New Beta Type Titanium Alloy, Ti29Nb13Ta4.6Zr in Artificial SolutionANIGANI SUDARSHAN REDDYNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Titanium Alloys For Aerospace ApplicationsDocument9 pagesTitanium Alloys For Aerospace ApplicationsANIGANI SUDARSHAN REDDYNo ratings yet
- Titanium and Its Alloys - Metallurgy, Heat Treatment and Alloy CharateristicsDocument12 pagesTitanium and Its Alloys - Metallurgy, Heat Treatment and Alloy CharateristicsANIGANI SUDARSHAN REDDY100% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Microstructure and Mechanical Properties of A Novel Beta Titanium Metallic Composite by SLM ProcessDocument9 pagesMicrostructure and Mechanical Properties of A Novel Beta Titanium Metallic Composite by SLM ProcessANIGANI SUDARSHAN REDDYNo ratings yet
- Tissue EngineeringDocument34 pagesTissue EngineeringANIGANI SUDARSHAN REDDYNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- SLM Vitrification of Amorphous Soft Magnetic Alloys With Help of Double Scanning Induced Compositional Homogeneity PDFDocument10 pagesSLM Vitrification of Amorphous Soft Magnetic Alloys With Help of Double Scanning Induced Compositional Homogeneity PDFANIGANI SUDARSHAN REDDYNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Influence of Melt Pool Stability in 3D Printing of NdFeB Magnets On Density and Magnetic Properties PDFDocument14 pagesInfluence of Melt Pool Stability in 3D Printing of NdFeB Magnets On Density and Magnetic Properties PDFANIGANI SUDARSHAN REDDYNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Na2Xfgby 2 X (10-300) MM 0.6/1 KVDocument4 pagesNa2Xfgby 2 X (10-300) MM 0.6/1 KVHajie OmenNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Types of PavementsDocument17 pagesTypes of PavementsPereira KastroNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Seminar On Fibers To Non Woven FabricsDocument18 pagesSeminar On Fibers To Non Woven FabricsIti DubeyNo ratings yet
- Mechanical BoltDocument2 pagesMechanical BoltSundar KumarNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Cplast 114: Technical Data SheetDocument2 pagesCplast 114: Technical Data Sheetraviteja036No ratings yet
- Sapporo JapanDocument2 pagesSapporo JapanBaitulNo ratings yet
- Table of Concrete Design Properties (FCD, FCTM, Ecm, FCTD) - Eurocode 2 PDFDocument5 pagesTable of Concrete Design Properties (FCD, FCTM, Ecm, FCTD) - Eurocode 2 PDFChoffo YannickNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Catálogo Newgarden 2019 PDFDocument172 pagesCatálogo Newgarden 2019 PDFAntonio Vergara RuizNo ratings yet
- Concreat HistoryDocument2 pagesConcreat HistoryUdani MendisNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Civil Engineering Materials by Nagaratnam SivakuganDocument446 pagesCivil Engineering Materials by Nagaratnam SivakuganMario Trotea100% (1)
- ASTM Standards For Steel PipesDocument10 pagesASTM Standards For Steel Pipeseduardo ramon giron lopezNo ratings yet
- Fracture MechanicsDocument32 pagesFracture MechanicsDEEPAK0% (1)
- BS en 50397-1-2020Document32 pagesBS en 50397-1-2020Vinay Shrivastav100% (1)
- Air Slide Fabric: Shanghai Everspring Filtration Technology Co., LTDDocument14 pagesAir Slide Fabric: Shanghai Everspring Filtration Technology Co., LTDMR HAMZANo ratings yet
- Industrial wood-PlYWOODDocument32 pagesIndustrial wood-PlYWOODsakshi100% (1)
- Fundamentals of ESDDocument72 pagesFundamentals of ESDFaqrie AziziNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Bisulfite Liquor Production: Daradal Edorot Pajela CadalsoDocument8 pagesBisulfite Liquor Production: Daradal Edorot Pajela CadalsoJudy Marl Bingcolado ElarmoNo ratings yet
- HOBAS Hydropower Pipelines - GPRDocument12 pagesHOBAS Hydropower Pipelines - GPRcesar munozNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Name of System - LGSF With Fiber Cement Board On Both Sides Using Glass Wool InsulationDocument7 pagesName of System - LGSF With Fiber Cement Board On Both Sides Using Glass Wool InsulationNishan GajurelNo ratings yet
- 5 - Duplex Stainless Steels and Nickel AlloysDocument44 pages5 - Duplex Stainless Steels and Nickel AlloysdennykvgNo ratings yet
- GTT Mark IIIDocument4 pagesGTT Mark IIIiuliiulianNo ratings yet
- Piping Design (Revised)Document22 pagesPiping Design (Revised)Yash Patel100% (1)
- Upholstery Catalogue PDFDocument15 pagesUpholstery Catalogue PDFDo Van LuanNo ratings yet
- Engineers Handbook: Download: WWW - Tungaloyuk.co - Uk/handbookDocument32 pagesEngineers Handbook: Download: WWW - Tungaloyuk.co - Uk/handbookGnwantt RajputNo ratings yet
- Manufacturing of Interlocking Brick With Cement-Lime Mortar and HyposludgeDocument8 pagesManufacturing of Interlocking Brick With Cement-Lime Mortar and Hyposludgeadvitya.constructionsNo ratings yet
- Combo Roofing Brochure PDFDocument8 pagesCombo Roofing Brochure PDFMo DeNo ratings yet
- MaterialDocument22 pagesMaterialnagarajNo ratings yet
- High Entropy Alloys Fabricated Via Powder Metallurgy A Critical ReviewDocument32 pagesHigh Entropy Alloys Fabricated Via Powder Metallurgy A Critical ReviewDidem OvalıNo ratings yet
- TDS - Tooling Gelcoat 207-6900 (En)Document2 pagesTDS - Tooling Gelcoat 207-6900 (En)OXY Composite TechNo ratings yet
- Effect of Corrosion in Reinforced Concrete Frame Components On Pushover Behavior and Ductility of FrameDocument23 pagesEffect of Corrosion in Reinforced Concrete Frame Components On Pushover Behavior and Ductility of Framef puglieseNo ratings yet