You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Austin Custom Brass MouthpiecesDocument4 pagesAustin Custom Brass MouthpiecesÍtalo R. H. FerroNo ratings yet
- Case Study ToshibaDocument6 pagesCase Study ToshibaRachelle100% (1)
- CSC 584 ProposalDocument14 pagesCSC 584 Proposalaqif babaNo ratings yet
- Effects of Process Parameters On Thickness Thinning and Mechanical Properties of The Formed Parts in Incremental Sheet FormingDocument10 pagesEffects of Process Parameters On Thickness Thinning and Mechanical Properties of The Formed Parts in Incremental Sheet FormingNigus TeklehaymanotNo ratings yet
- Song2017 PDFDocument6 pagesSong2017 PDFNigus TeklehaymanotNo ratings yet
- Finite Element Modelling and Validation of Thermomechanical Behaviour For Layered Aluminium Parts Made by Composite Metal Foil ManufacturingDocument18 pagesFinite Element Modelling and Validation of Thermomechanical Behaviour For Layered Aluminium Parts Made by Composite Metal Foil ManufacturingNigus TeklehaymanotNo ratings yet
- Surface Roughness in The Incremental Forming of AI PDFDocument13 pagesSurface Roughness in The Incremental Forming of AI PDFNigus TeklehaymanotNo ratings yet
- Nirala2018.pdf SpringerDocument20 pagesNirala2018.pdf SpringerNigus TeklehaymanotNo ratings yet
- Arfa 2012Document28 pagesArfa 2012Nigus TeklehaymanotNo ratings yet
- Thickness Distribution and Mechanical Property of Sheet Metal Incremental Forming Based On Numerical SimulationDocument7 pagesThickness Distribution and Mechanical Property of Sheet Metal Incremental Forming Based On Numerical SimulationNigus TeklehaymanotNo ratings yet
- Petek PDFDocument10 pagesPetek PDFNigus TeklehaymanotNo ratings yet
- Applied Sciences: Manufacturing of Non-Stick Molds From Pre-Painted Aluminum Sheets Via Single Point Incremental FormingDocument11 pagesApplied Sciences: Manufacturing of Non-Stick Molds From Pre-Painted Aluminum Sheets Via Single Point Incremental FormingNigus TeklehaymanotNo ratings yet
- Failure Prediction in Incremental Sheet Forming Based On Lemaitre Damage ModelDocument7 pagesFailure Prediction in Incremental Sheet Forming Based On Lemaitre Damage ModelNigus TeklehaymanotNo ratings yet
- Process Simulation and Quality Evaluation of Incremental Sheet FormingDocument13 pagesProcess Simulation and Quality Evaluation of Incremental Sheet FormingNigus TeklehaymanotNo ratings yet
- Formability and Failure Analyses of Al/SUS Bilayer Sheet in Single Point Incremental FormingDocument14 pagesFormability and Failure Analyses of Al/SUS Bilayer Sheet in Single Point Incremental FormingNigus TeklehaymanotNo ratings yet
- Ced R: Simulation of Single Point Incremental Forming of Polymer SheetsDocument15 pagesCed R: Simulation of Single Point Incremental Forming of Polymer SheetsNigus TeklehaymanotNo ratings yet
- Improvement of Engine Combustion With Diesel-Biodiesel Blend Using NanoparticlesDocument4 pagesImprovement of Engine Combustion With Diesel-Biodiesel Blend Using NanoparticlesNigus TeklehaymanotNo ratings yet
- IJRTE - Paper 2 PDFDocument5 pagesIJRTE - Paper 2 PDFNigus TeklehaymanotNo ratings yet
- 15 - 69239-IJAER Ok 101-107 PDFDocument7 pages15 - 69239-IJAER Ok 101-107 PDFNigus TeklehaymanotNo ratings yet
- Petek PDFDocument10 pagesPetek PDFNigus TeklehaymanotNo ratings yet
- Optimization of Incremental Sheet Metal Forming Process Using Grey Relational AnalysisDocument7 pagesOptimization of Incremental Sheet Metal Forming Process Using Grey Relational AnalysisNigus TeklehaymanotNo ratings yet
- Experimental and Numerical Studies On FormabilityDocument15 pagesExperimental and Numerical Studies On FormabilityNigus TeklehaymanotNo ratings yet
- Advances in Force Modelling For Spif.: R. Aerens, J.R. Duflou, P. Eyckens, A. Van BaelDocument4 pagesAdvances in Force Modelling For Spif.: R. Aerens, J.R. Duflou, P. Eyckens, A. Van BaelNigus TeklehaymanotNo ratings yet
- Jte 2013 PDFDocument13 pagesJte 2013 PDFNigus TeklehaymanotNo ratings yet
- Propaganda-Ppt LectureDocument51 pagesPropaganda-Ppt Lecture12001688300100% (2)
- Consumption Function: "Consumption Is The Sole End and Purpose of All Production." Adam SmithDocument28 pagesConsumption Function: "Consumption Is The Sole End and Purpose of All Production." Adam SmithPooja SheoranNo ratings yet
- Sample Pages of CRISP Physiology 3rd EditionDocument20 pagesSample Pages of CRISP Physiology 3rd EditionskNo ratings yet
- No OrderDocument6 pagesNo Orderharishgaikwad96No ratings yet
- 1 Part Kali Linux Questions-3Document6 pages1 Part Kali Linux Questions-3muzammalsafdarNo ratings yet
- Present Perfect ContinuousDocument2 pagesPresent Perfect ContinuousEgly TorrealbaNo ratings yet
- Picric Acid Method For Determining Weak Acid Dissociable WAD CyanideDocument3 pagesPicric Acid Method For Determining Weak Acid Dissociable WAD Cyanidemehdad xaliliNo ratings yet
- Lal SL P1 SpecDocument4 pagesLal SL P1 SpecJoonNo ratings yet
- EF SET CertificateDocument1 pageEF SET Certificatedwadadw dawdadawNo ratings yet
- Capacitive Proximity Sensors Osisense XT: CatalogueDocument22 pagesCapacitive Proximity Sensors Osisense XT: CataloguetorrieistegNo ratings yet
- Long Span StructureDocument43 pagesLong Span Structureamruta potdarNo ratings yet
- Security Dowans High Court LondonDocument3 pagesSecurity Dowans High Court LondonSarah HermitageNo ratings yet
- 8051 Microcontroller Book PDFDocument26 pages8051 Microcontroller Book PDFswati pasiNo ratings yet
- Study Plan: I Prefer To Study Bachelor of Mechanical EngineeringDocument2 pagesStudy Plan: I Prefer To Study Bachelor of Mechanical Engineeringsazzad hossainNo ratings yet
- B2. Percentage-Of-Completion Method PDFDocument4 pagesB2. Percentage-Of-Completion Method PDFRoland PajulehtNo ratings yet
- Carbonyl Compounds NotesDocument10 pagesCarbonyl Compounds NotesCBIT CIVIL A1No ratings yet
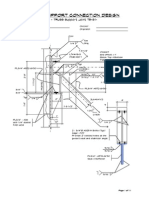
- Truss Support Connection Design T5-S1Document11 pagesTruss Support Connection Design T5-S1rajedmaglinteNo ratings yet
- ReLineMNS Omega PDFDocument3 pagesReLineMNS Omega PDFJuan Manuel Rojas AcuñaNo ratings yet
- WORKSHEETS With RUBRICSDocument5 pagesWORKSHEETS With RUBRICSMichael MalvarNo ratings yet
- DisertacijaDocument157 pagesDisertacijakontiki500No ratings yet
- MM OverlordDocument6 pagesMM OverlordIsiahTanEdquibanNo ratings yet
- Tarea Final de InglesDocument5 pagesTarea Final de InglesPaul Anthony Ruiz CamposNo ratings yet
- FP Plus™: Enhanced' Fire Resistant Cable 300/500 VDocument7 pagesFP Plus™: Enhanced' Fire Resistant Cable 300/500 VBhagoo HatheyNo ratings yet
- Total Cost of Ownership For A 20-PC Computer Lab: Explanation and NotesDocument5 pagesTotal Cost of Ownership For A 20-PC Computer Lab: Explanation and NotesNathaniel W. ParsonsNo ratings yet
- Rotary Joint User Manual - (E)Document20 pagesRotary Joint User Manual - (E)Nguyễn Văn ĐộNo ratings yet
- Flashcards - Topic 18 Biodiversity, Classification and ConservationDocument63 pagesFlashcards - Topic 18 Biodiversity, Classification and ConservationMicheelle JeannethNo ratings yet
- TM Respond To Inst Given in ENG RefinedDocument80 pagesTM Respond To Inst Given in ENG RefinedMaruli PanggabeanNo ratings yet