You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- CompTIA A+ Cheat SheetDocument17 pagesCompTIA A+ Cheat Sheetsharaf jaber92% (12)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Cosmedico COLLAGEN Pro Beauty Factsheet E Low ResolutionDocument3 pagesCosmedico COLLAGEN Pro Beauty Factsheet E Low ResolutionPetar MilovanovicNo ratings yet
- Basic CalculusDocument324 pagesBasic CalculusOrley G Fadriquel73% (11)
- Buku Gitar 1Document29 pagesBuku Gitar 1R Heru Suseno PusponegoroNo ratings yet
- Performance Review & CounselingDocument17 pagesPerformance Review & CounselingAbimanyu NNNo ratings yet
- Assignment On GST CouncilDocument4 pagesAssignment On GST CouncilSimran Kaur KhuranaNo ratings yet
- Proposal Pekerjaan Painting PT Linde Indonesia - GresikDocument16 pagesProposal Pekerjaan Painting PT Linde Indonesia - GresikDicky ArdiansyahNo ratings yet
- Factors Determining Term Deposit Purchases: How A Bank Can Get Other People's MoneyDocument59 pagesFactors Determining Term Deposit Purchases: How A Bank Can Get Other People's MoneyebeNo ratings yet
- Business Statistics Communicating With Numbers 2nd Edition by Jaggia and Kelly ISBN Solution ManualDocument49 pagesBusiness Statistics Communicating With Numbers 2nd Edition by Jaggia and Kelly ISBN Solution Manualfrancisco100% (23)
- 6898 - Equity InvestmentsDocument2 pages6898 - Equity InvestmentsAljur SalamedaNo ratings yet
- Tally - ERP 9: Major Features of - Power of SimplicityDocument8 pagesTally - ERP 9: Major Features of - Power of SimplicityfawwazNo ratings yet
- TCL CommandsDocument52 pagesTCL Commandssurya_gaddeNo ratings yet
- UntitledDocument30 pagesUntitledSafa Noorudin HassanNo ratings yet
- Chapter 22 CPWD ACCOUNTS CODEDocument26 pagesChapter 22 CPWD ACCOUNTS CODEarulraj1971No ratings yet
- Lecture On Metallurgical BalancesDocument14 pagesLecture On Metallurgical BalancesVladimir LopezNo ratings yet
- Belle MarianoDocument2 pagesBelle MarianoCorona VirusNo ratings yet
- Galvashield XPDocument2 pagesGalvashield XPMansoor AliNo ratings yet
- Bài tập Vocabulary 11-12Document7 pagesBài tập Vocabulary 11-12Vy Tran Thi TuongNo ratings yet
- Reviewer AccountingDocument58 pagesReviewer AccountingNevan NovaNo ratings yet
- Report of Major Project Ue1690 61,75,80Document38 pagesReport of Major Project Ue1690 61,75,80HRISHABH CHOPRANo ratings yet
- Sika Carbodur Calculation Software User GuideDocument47 pagesSika Carbodur Calculation Software User GuideGan Chin PhangNo ratings yet
- Kushal Kala: Treasuring, Managing and Rewarding People Towards BettermentDocument9 pagesKushal Kala: Treasuring, Managing and Rewarding People Towards BettermentManigandan SrinivasaNo ratings yet
- Plane Power Alternators From Aircraft Sprice Cat15342Document1 pagePlane Power Alternators From Aircraft Sprice Cat15342Tod A. WulffNo ratings yet
- Edited - Jireck P.LONG QUIZDocument4 pagesEdited - Jireck P.LONG QUIZLuis MasangkayNo ratings yet
- Mengintegrasikan Manajemen Risiko Ke Dalam Tata Kelola Perusahaan: The Turnbull GuidanceDocument10 pagesMengintegrasikan Manajemen Risiko Ke Dalam Tata Kelola Perusahaan: The Turnbull GuidanceEriko Timothy GintingNo ratings yet
- Diseases of The Uveal Tract 09Document24 pagesDiseases of The Uveal Tract 09somebody_ma100% (7)
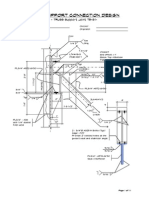
- Truss Support Connection Design T5-S1Document11 pagesTruss Support Connection Design T5-S1rajedmaglinteNo ratings yet
- PATIENT CASE HPI J.O. Is A 5 Yo Girl Who Is Brought To The PediatricDocument5 pagesPATIENT CASE HPI J.O. Is A 5 Yo Girl Who Is Brought To The PediatricKyla ValenciaNo ratings yet
- Management Accountants. Classify Each of The End-Of-Year Games (A-G) As (I) AcceptableDocument3 pagesManagement Accountants. Classify Each of The End-Of-Year Games (A-G) As (I) AcceptableRhea OraaNo ratings yet
- Museum Design Guide 101Document14 pagesMuseum Design Guide 101duaasalameh63No ratings yet