You might also like
- GOMEZ - 2004 - A Literature Review ofDocument20 pagesGOMEZ - 2004 - A Literature Review ofALEXA FRYNo ratings yet
- Mohamed Et Al. 2015 - Manufacturing and Characterization of Polyurethane Based SandwichDocument11 pagesMohamed Et Al. 2015 - Manufacturing and Characterization of Polyurethane Based SandwichALEXA FRYNo ratings yet
- Theory Based Production & Project Management: January 2006Document12 pagesTheory Based Production & Project Management: January 2006sweetyNo ratings yet
- Sustainability: A Construction Management Framework For Mass Customisation in Traditional ConstructionDocument29 pagesSustainability: A Construction Management Framework For Mass Customisation in Traditional ConstructionALEXA FRYNo ratings yet
- Materials 13 00211 PDFDocument17 pagesMaterials 13 00211 PDFALEXA FRYNo ratings yet
- Materials 13 00211 PDFDocument17 pagesMaterials 13 00211 PDFALEXA FRYNo ratings yet
- Materials 13 00211 PDFDocument17 pagesMaterials 13 00211 PDFALEXA FRYNo ratings yet
- Sustainable Development of Construction Sme PDFDocument8 pagesSustainable Development of Construction Sme PDFALEXA FRYNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Dharani CatalogueDocument22 pagesDharani CatalogueIon Vairamuthu100% (1)
- Force, Work, Power and Energy - Daily Home Assignment 01 - (Victory 2024 - ICSE)Document5 pagesForce, Work, Power and Energy - Daily Home Assignment 01 - (Victory 2024 - ICSE)44 A Ritam BeraNo ratings yet
- EG85HLR 115-127 V 60 HZ 1Document4 pagesEG85HLR 115-127 V 60 HZ 11000tech refrigeracaoNo ratings yet
- Classification of CNC Machine ToolsDocument7 pagesClassification of CNC Machine ToolsRajendra Kumar YadavNo ratings yet
- Radiation Heat Transfer: Amit KakkarDocument11 pagesRadiation Heat Transfer: Amit KakkarRupesh TiwariNo ratings yet
- Ecs226 - Test 2 - Answer Scheme - 29 July 2021Document8 pagesEcs226 - Test 2 - Answer Scheme - 29 July 2021Mohd HasbulNo ratings yet
- Load Tests For Jet Grouting at MacauDocument8 pagesLoad Tests For Jet Grouting at MacauMatteoTrigliaReatoNo ratings yet
- Welding Procedure Specification PresentasiDocument3 pagesWelding Procedure Specification PresentasiHASIM HASIMNo ratings yet
- Step by Step Methods For WRC 107 and WRC 297 Checking in Caesar IIDocument7 pagesStep by Step Methods For WRC 107 and WRC 297 Checking in Caesar IIaap1No ratings yet
- Problem Sheet - 2 PDFDocument2 pagesProblem Sheet - 2 PDFJyotirmoy DekaNo ratings yet
- Motor Size: Ordering InformationDocument8 pagesMotor Size: Ordering Informationadefaizalmaizar12No ratings yet
- Alloy Steel Pipe Price List IndonesiaDocument14 pagesAlloy Steel Pipe Price List Indonesiaiandegs2010No ratings yet
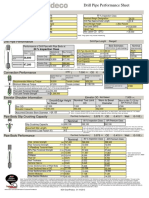
- Drill Pipe Performance Sheet 5.875 XT57 G105Document3 pagesDrill Pipe Performance Sheet 5.875 XT57 G105Garcia C L AlbertoNo ratings yet
- Deltalab - Introduction EX1100 - enDocument7 pagesDeltalab - Introduction EX1100 - enPetre TachitaNo ratings yet
- Racing Ski-Doo ADocument493 pagesRacing Ski-Doo ARobin H. WhiteNo ratings yet
- Pinned Base Plates 5Document1 pagePinned Base Plates 5pawkomNo ratings yet
- RR-Model 250 FADEC System Familiarization (Transcript)Document12 pagesRR-Model 250 FADEC System Familiarization (Transcript)killerghosts666No ratings yet
- Catalago Peças CA250D SN 6582BR0000Document164 pagesCatalago Peças CA250D SN 6582BR0000Jose Wellington Silva dos SantosNo ratings yet
- AC MachinesDocument8 pagesAC Machinesprince ian cruzNo ratings yet
- NMBS Composite Slab Engineering CourseDocument72 pagesNMBS Composite Slab Engineering CourseDario P. YanezNo ratings yet
- P QUIP Swab and Pony RodDocument5 pagesP QUIP Swab and Pony Rodkrishnsgk0% (1)
- Integration of A Single Cylinder Engine Model and A Boost System Model For Efficient Numerical Mapping of Engine Performance and Fuel ConsumptionDocument8 pagesIntegration of A Single Cylinder Engine Model and A Boost System Model For Efficient Numerical Mapping of Engine Performance and Fuel ConsumptionNambi RajanNo ratings yet
- Sp208-04ex 5Document17 pagesSp208-04ex 5Žarko LazićNo ratings yet
- MVS462-1 (Includes TAD1640GE Volvo + HCI544C1 Stamford)Document5 pagesMVS462-1 (Includes TAD1640GE Volvo + HCI544C1 Stamford)sakrgeorge2000No ratings yet
- ML T ML T ML T ML T ML T R L T MT: Separation Columns (Distillation, Absorption and Extraction)Document4 pagesML T ML T ML T ML T ML T R L T MT: Separation Columns (Distillation, Absorption and Extraction)Sami WhiteNo ratings yet
- Conexão Manômetro EN 837 PDFDocument4 pagesConexão Manômetro EN 837 PDFJoana MellerNo ratings yet
- Generator and Regulator - Gtdi 2.0L Petrol - Generator - Component LocationDocument11 pagesGenerator and Regulator - Gtdi 2.0L Petrol - Generator - Component LocationKent WaiNo ratings yet
- Piping Design HandbookDocument122 pagesPiping Design HandbookAbelardo ContrerasNo ratings yet
- L PDFDocument5 pagesL PDFElgi Alam PangestuNo ratings yet
- Complying With Nace Hardness RequirementsDocument5 pagesComplying With Nace Hardness Requirementsmanimaran100% (2)