You might also like
- Threads and Thread CuttingDocument56 pagesThreads and Thread Cuttingcpojha100% (1)
- Machine Drawing Question BankDocument11 pagesMachine Drawing Question BankSheshikanth DonNo ratings yet
- Authentic American Indian Beadwork and How to Do It: With 50 Charts for Bead Weaving and 21 Full-Size Patterns for AppliqueFrom EverandAuthentic American Indian Beadwork and How to Do It: With 50 Charts for Bead Weaving and 21 Full-Size Patterns for AppliqueRating: 4 out of 5 stars4/5 (6)
- Heideinhain MC420Document52 pagesHeideinhain MC420Roger RochaNo ratings yet
- GF 400 2017Document351 pagesGF 400 2017ArlanNo ratings yet
- CAMD QuestionsDocument3 pagesCAMD QuestionsN Dhanunjaya Rao Borra100% (1)
- Machine Drafting Chapter 10 Threaded FastenersDocument46 pagesMachine Drafting Chapter 10 Threaded Fastenersabdullah omar MohamedNo ratings yet
- Engineering Graphics: Course No. 5Document13 pagesEngineering Graphics: Course No. 5vic70r9No ratings yet
- Liberty Parts ManualDocument19 pagesLiberty Parts Manualapi-3854769No ratings yet
- Engineering GraphicsDocument18 pagesEngineering GraphicsAkhil MuraliNo ratings yet
- Fabricar Una Flauta de PicoDocument16 pagesFabricar Una Flauta de PicoRoberto Espinoza SanhuezaNo ratings yet
- Thread & FastenerDocument35 pagesThread & Fastenermani317No ratings yet
- 5chapter Five Thread CuttingDocument5 pages5chapter Five Thread CuttingKenasa JambareNo ratings yet
- Chapter 2 DrillingDocument18 pagesChapter 2 DrillingNEF RIDERSNo ratings yet
- Threads and FastenersDocument38 pagesThreads and FastenersNaveen KumarNo ratings yet
- Threads and Thread CuttingDocument56 pagesThreads and Thread CuttingkoshkadaNo ratings yet
- Doble NeckDocument11 pagesDoble NeckJavi AmorNo ratings yet
- Threads and Thread CuttingDocument56 pagesThreads and Thread Cuttingjaydip2410chhatrala100% (1)
- Catia BookDocument232 pagesCatia BookFlorin Manea100% (8)
- Thread Cutting, Taping and BroachingDocument111 pagesThread Cutting, Taping and BroachingKundan Patil100% (1)
- Product Catalogue - Tophammer Equipment: Secoroc Rock Drilling ToolsDocument749 pagesProduct Catalogue - Tophammer Equipment: Secoroc Rock Drilling ToolsSales AydinkayaNo ratings yet
- DRAWING II Instructions Vinesh4eee - Blogspot.inDocument8 pagesDRAWING II Instructions Vinesh4eee - Blogspot.inPaatala Raagamlo Jeevitha SaagaramNo ratings yet
- Screw Thread MeasurementDocument56 pagesScrew Thread MeasurementPiu KunduNo ratings yet
- Identifying Threads Identifying Threads: How To Use The CaliperDocument6 pagesIdentifying Threads Identifying Threads: How To Use The CaliperkyletgerberNo ratings yet
- ATT III - 9. Appropriate Use of Hand Tools, Machine Tools and Measuring Instruments For Fabrication and Repair On BoardDocument8 pagesATT III - 9. Appropriate Use of Hand Tools, Machine Tools and Measuring Instruments For Fabrication and Repair On BoardGideon TariganNo ratings yet
- Screw Thread N GearsDocument71 pagesScrew Thread N Gearshyundai310100% (3)
- Threads FastenersDocument81 pagesThreads FastenersДмитрий РыбаковNo ratings yet
- Threads and Threaded FastenersDocument12 pagesThreads and Threaded FastenersPalaNo ratings yet
- Threads and Thread CuttingDocument56 pagesThreads and Thread CuttingVenugopal MahalingamNo ratings yet
- Perimeter and AreaDocument20 pagesPerimeter and AreaBrigita Diny LaksitasariNo ratings yet
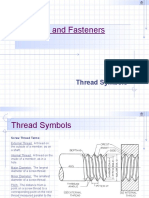
- Threads and Fasteners: Thread SymbolsDocument15 pagesThreads and Fasteners: Thread SymbolsSamuel ShyllonNo ratings yet
- Unit 3Document120 pagesUnit 3ramesh_h2002No ratings yet
- MQC Screw ThreadsDocument22 pagesMQC Screw ThreadsNayemNo ratings yet
- Screw Thread MeasurementDocument56 pagesScrew Thread MeasurementAbhishek Kumar100% (1)
- Ender 3 XL Parts and Build InstructionsDocument13 pagesEnder 3 XL Parts and Build InstructionsCarlos Ivan Ojeda SandovalNo ratings yet
- Threads and Fasteners: Thread SymbolsDocument15 pagesThreads and Fasteners: Thread SymbolsSachin GirohNo ratings yet
- Inspection Equipment InstructionDocument21 pagesInspection Equipment InstructionSaravana kumar NagarajanNo ratings yet
- Screw Threads and FasteningsDocument1 pageScrew Threads and FasteningsViba R UdupaNo ratings yet
- Screw Threads and FasteningsDocument1 pageScrew Threads and FasteningsViba R UdupaNo ratings yet
- ThreadsDocument50 pagesThreadsSagar JathanNo ratings yet
- Screw Thread NomenclatureDocument56 pagesScrew Thread NomenclatureSathish JeyaramanNo ratings yet
- unitiv-FORM MEASUREMENTDocument113 pagesunitiv-FORM MEASUREMENTk.ghanemNo ratings yet
- Unit 3 MetrologyDocument38 pagesUnit 3 MetrologyMuthuvel M92% (36)
- QuestionsDocument45 pagesQuestionsMukesh KumarNo ratings yet
- Billow BeanieDocument5 pagesBillow BeanieDóra TörőcsikNo ratings yet
- Casing ThreadsDocument7 pagesCasing ThreadsNaser KhanNo ratings yet
- Tapers and ScrewDocument7 pagesTapers and Screwstolen mechieducNo ratings yet
- Form MetrologyDocument67 pagesForm Metrologymrbalaji88No ratings yet
- ACO Adhesive Asl/Aco Backers Bonded Panels Chip Sample Corestock Csl/Cco Application - Co Lumn - Name Custom EdgeDocument3 pagesACO Adhesive Asl/Aco Backers Bonded Panels Chip Sample Corestock Csl/Cco Application - Co Lumn - Name Custom EdgeMaqsood JoyoNo ratings yet
- Information Sheet No11ThreadingDocument16 pagesInformation Sheet No11ThreadingKher Bee A. PingolNo ratings yet
- Fastener HandoutDocument32 pagesFastener HandoutamolhwNo ratings yet
- Chapter 11 Thread FastenerDocument54 pagesChapter 11 Thread FastenerAlexShearNo ratings yet
- The Marmo Method Modelbuilding Guide #6: Building The Williams Bros. 1/72 scale Curtiss C-46A CommandoFrom EverandThe Marmo Method Modelbuilding Guide #6: Building The Williams Bros. 1/72 scale Curtiss C-46A CommandoNo ratings yet
- A Guide to Making a Leather Wallet - A Collection of Historical Articles on Designs and Methods for Making Wallets and BillfoldsFrom EverandA Guide to Making a Leather Wallet - A Collection of Historical Articles on Designs and Methods for Making Wallets and BillfoldsNo ratings yet
- Engineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandEngineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 4.5 out of 5 stars4.5/5 (3)
- HIST277 Lesson Plan 7Document6 pagesHIST277 Lesson Plan 7Laritza Marquez CristanchoNo ratings yet
- HIST277 Lab Report 1Document7 pagesHIST277 Lab Report 1Laritza Marquez CristanchoNo ratings yet
- HIST277 Chapter 4Document4 pagesHIST277 Chapter 4Laritza Marquez CristanchoNo ratings yet
- HIST277 Lab Report 1Document7 pagesHIST277 Lab Report 1Laritza Marquez CristanchoNo ratings yet
- HIST277 Assessment 1Document4 pagesHIST277 Assessment 1Laritza Marquez CristanchoNo ratings yet
- HIST277 Lesson Plan 7Document6 pagesHIST277 Lesson Plan 7Laritza Marquez CristanchoNo ratings yet
- ART276 Essay 5Document5 pagesART276 Essay 5Laritza Marquez CristanchoNo ratings yet
- HW1-first PartialDocument3 pagesHW1-first PartialLaritza Marquez CristanchoNo ratings yet
- ART276 Summary 1Document5 pagesART276 Summary 1Laritza Marquez CristanchoNo ratings yet
- ART276 Analysis 1Document4 pagesART276 Analysis 1Laritza Marquez CristanchoNo ratings yet
- Project E. Ladder Programing Master SkillsDocument32 pagesProject E. Ladder Programing Master SkillsLaritza Marquez CristanchoNo ratings yet
- Complex Exponential Fourier Series: Prepared byDocument9 pagesComplex Exponential Fourier Series: Prepared byLaritza Marquez CristanchoNo ratings yet
- Act3 - Timers and DelaysDocument25 pagesAct3 - Timers and DelaysLaritza Marquez CristanchoNo ratings yet
- Fourier Transform Properties: Prepared byDocument6 pagesFourier Transform Properties: Prepared byLaritza Marquez CristanchoNo ratings yet
- Trigonometric Fourier Series: Prepared byDocument8 pagesTrigonometric Fourier Series: Prepared byLaritza Marquez CristanchoNo ratings yet
- Final Project: Master Mantis AttackDocument13 pagesFinal Project: Master Mantis AttackLaritza Marquez CristanchoNo ratings yet
- Act 3 - M2Document4 pagesAct 3 - M2Laritza Marquez CristanchoNo ratings yet
- HMW 5 M3Document9 pagesHMW 5 M3Laritza Marquez CristanchoNo ratings yet
- Complex Exponential Fourier Series: Prepared byDocument9 pagesComplex Exponential Fourier Series: Prepared byLaritza Marquez CristanchoNo ratings yet
- Signal Transformations: Prepared byDocument9 pagesSignal Transformations: Prepared byLaritza Marquez CristanchoNo ratings yet
- Fourier Transform Properties: Prepared byDocument6 pagesFourier Transform Properties: Prepared byLaritza Marquez CristanchoNo ratings yet
- Frequency Modulation: Prepared byDocument4 pagesFrequency Modulation: Prepared byLaritza Marquez CristanchoNo ratings yet
- Fins Cylinder Model and Detailed DrawingDocument2 pagesFins Cylinder Model and Detailed DrawingLaritza Marquez CristanchoNo ratings yet
- Ø0.145 Equally Spaced On A 1.375 BC 3 RequiredDocument1 pageØ0.145 Equally Spaced On A 1.375 BC 3 RequiredLaritza Marquez CristanchoNo ratings yet
- GD&T Application Vertical Bracket: ProjectDocument1 pageGD&T Application Vertical Bracket: ProjectLaritza Marquez CristanchoNo ratings yet
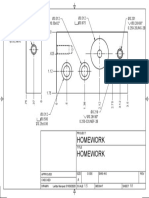
- HWK Holes and Threads in A Plate-2Document1 pageHWK Holes and Threads in A Plate-2Laritza Marquez CristanchoNo ratings yet
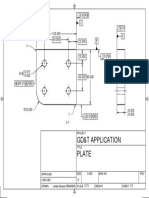
- GD&T Application Plate: ProjectDocument1 pageGD&T Application Plate: ProjectLaritza Marquez CristanchoNo ratings yet
- GD&T Application Flange For GD&T: 4XØ 0.260 0.250 D Ø4.00000 Ø2.250 0.005 Ø0.005 DE FDocument1 pageGD&T Application Flange For GD&T: 4XØ 0.260 0.250 D Ø4.00000 Ø2.250 0.005 Ø0.005 DE FLaritza Marquez CristanchoNo ratings yet
- GD&T Application Plate: ProjectDocument1 pageGD&T Application Plate: ProjectLaritza Marquez CristanchoNo ratings yet
- Angle Grinder StandDocument24 pagesAngle Grinder StandVargNo ratings yet
- Bill of Materials: RDMP Ru V Balikpapan RDMP Balikpapan JoDocument1 pageBill of Materials: RDMP Ru V Balikpapan RDMP Balikpapan JoDavid LekaNo ratings yet
- Janome Memory Craft 10001 Sewing Machine Instruction ManualDocument181 pagesJanome Memory Craft 10001 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Bolts and Power Screws - LongDocument5 pagesBolts and Power Screws - LongAmeeh TorionNo ratings yet
- B 64303en1Document1,042 pagesB 64303en1jesus sanchezNo ratings yet
- F0006 (Business Unit Master)Document207 pagesF0006 (Business Unit Master)Cauã VinhasNo ratings yet
- BN 20367Document2 pagesBN 20367HarmanNo ratings yet
- Thread Cutting and Its MethodsDocument24 pagesThread Cutting and Its MethodsMr.N.S. NateshNo ratings yet
- Somma Tool Company - Catalog 2020Document12 pagesSomma Tool Company - Catalog 2020Kurtis FascianoNo ratings yet
- SE To BE Production Engineering CBCGS 2016Document152 pagesSE To BE Production Engineering CBCGS 2016trupti rokadeNo ratings yet
- Unc 2BDocument1 pageUnc 2BalandefigueiredoNo ratings yet
- Wave Cyber 4 Inch MPV Spare Parts List (300 PSI&450PSI)Document11 pagesWave Cyber 4 Inch MPV Spare Parts List (300 PSI&450PSI)Leni YusnidaNo ratings yet
- CH8 Screws Fasteners and The Design of Nonpermanent Joints 2015Document129 pagesCH8 Screws Fasteners and The Design of Nonpermanent Joints 2015Anas TubailNo ratings yet
- Nas 1351Document6 pagesNas 1351Kadir YavuzNo ratings yet
- BN - 5687 Hexalobular Socket Pan Head Machine Screws Fully Threaded (A2)Document3 pagesBN - 5687 Hexalobular Socket Pan Head Machine Screws Fully Threaded (A2)MSD ENGRNo ratings yet
- Marking On Bolts & Nuts and Washers As Per Standard Energya Po No 5745Document1 pageMarking On Bolts & Nuts and Washers As Per Standard Energya Po No 5745chander sharmaNo ratings yet
- CNC CodeDocument9 pagesCNC CodeMochammad Karim Al AminNo ratings yet
- HRK-1 PartlistDocument18 pagesHRK-1 PartlistAnderson Caires AbdallaNo ratings yet
- UNC, UNF, & UNEF Thread ANSI B1,1 PDFDocument4 pagesUNC, UNF, & UNEF Thread ANSI B1,1 PDFGILBERTO YOSHIDA100% (1)
- Thread Data Charts BSPPDocument1 pageThread Data Charts BSPPNguyen KienNo ratings yet
- 54 - Effective Pages: Beechcraft CorporationDocument28 pages54 - Effective Pages: Beechcraft Corporationaviacion gnaNo ratings yet
- Bolts & Power ScrewsDocument6 pagesBolts & Power ScrewsEjNo ratings yet
- Un Thread ClassDocument1 pageUn Thread ClassRazvan Andrei GiuscaNo ratings yet
- Programming Guide Cycles 840D PDFDocument416 pagesProgramming Guide Cycles 840D PDFjunior_radaicNo ratings yet
- Thread Manufacturing Processes PDFDocument26 pagesThread Manufacturing Processes PDFStefan Istratescu100% (2)
- Medida PGDocument2 pagesMedida PGluanfaleNo ratings yet
- InventorCAM 2014 Turning Mill-Turn Training CourseDocument272 pagesInventorCAM 2014 Turning Mill-Turn Training CourseKhai Huynh100% (1)
- KG Hardware Stock List 15.02.21Document9 pagesKG Hardware Stock List 15.02.21avinash bahadurNo ratings yet