You might also like
- En 14096-1 Final DraftDocument11 pagesEn 14096-1 Final Draftrizwankhanzhi100% (1)
- Equivalents of Carbon Steel QualitiesDocument6 pagesEquivalents of Carbon Steel QualitiesMarcos Fuller AlbanoNo ratings yet
- Radiographic Testing NDTDocument293 pagesRadiographic Testing NDThocimtm91% (11)
- Fluid Mechanics PDFDocument179 pagesFluid Mechanics PDFNishchay Choudhary100% (1)
- 3 Intro To Radiography 03092013 OKDocument39 pages3 Intro To Radiography 03092013 OKsalehNo ratings yet
- Isonic 2010 - TofdDocument8 pagesIsonic 2010 - TofdaemechNo ratings yet
- C-406EA Conversion GuideDocument12 pagesC-406EA Conversion GuideJorge Huachaca RodríguezNo ratings yet
- Introduction To Ultrasonic TestingDocument46 pagesIntroduction To Ultrasonic TestingTobeFrank100% (8)
- TD01135E Metal-Oxide Surge Arresters Application GuideDocument52 pagesTD01135E Metal-Oxide Surge Arresters Application GuideAlbita PintoNo ratings yet
- Ultrasonic Positioning: Wireless Setup Time of Flight MeasurementDocument11 pagesUltrasonic Positioning: Wireless Setup Time of Flight MeasurementmathankumarrkNo ratings yet
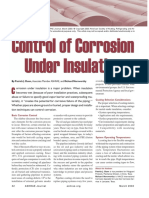
- C CC CC: by Patrick J. Dunn, Associate Member ASHRAE, and Richard NorsworthyDocument8 pagesC CC CC: by Patrick J. Dunn, Associate Member ASHRAE, and Richard NorsworthyjamesNo ratings yet
- Standardized Techniques of Manual Ultrasonic ExaminationDocument16 pagesStandardized Techniques of Manual Ultrasonic ExaminationShyam Sundar GayenNo ratings yet
- Level Measurement 4Document5 pagesLevel Measurement 4gsnptiNo ratings yet
- Pipeline Stability On The SeabedDocument19 pagesPipeline Stability On The SeabedAnonymous OFP2ygPIdNo ratings yet
- Field Practice SpecificationDocument20 pagesField Practice SpecificationRichart SembiringNo ratings yet
- Types of Earthing (As Per IEC Standards) - Electrical Engineering CommunityDocument10 pagesTypes of Earthing (As Per IEC Standards) - Electrical Engineering CommunitySantosh Thapa100% (1)
- UT Report KRC DCUDocument3 pagesUT Report KRC DCUAlzaki AbdullahNo ratings yet
- LGS 0204-En Liquid Penetrant TestingDocument7 pagesLGS 0204-En Liquid Penetrant TestingErik RochaNo ratings yet
- Presentation On Evalaution of Buckle of PipesDocument20 pagesPresentation On Evalaution of Buckle of PipesJose BijoyNo ratings yet
- ATTAR Phased Array Visualisation ToolDocument3 pagesATTAR Phased Array Visualisation ToolGOUTHAM RATHINAMNo ratings yet
- Holiday Detection in Pipeline Coatings: Standard Test Methods ForDocument4 pagesHoliday Detection in Pipeline Coatings: Standard Test Methods ForAlejandro ValdesNo ratings yet
- Installation of Distribution-to-Utilization Voltage TransformersDocument7 pagesInstallation of Distribution-to-Utilization Voltage TransformersadauNo ratings yet
- Zinc Rich Anticorrosive Primer PDFDocument53 pagesZinc Rich Anticorrosive Primer PDFDhruv SevakNo ratings yet
- Pipe ScheduleDocument33 pagesPipe ScheduleDavid MacatangayNo ratings yet
- Tipos de Juntas en Soldadura & Preparación de Los BordesDocument14 pagesTipos de Juntas en Soldadura & Preparación de Los BordesMarvin Raul Intriago ZambranoNo ratings yet
- Accoustic Emmision Technique (I)Document52 pagesAccoustic Emmision Technique (I)MACLIN JOHN VASANTH K100% (1)
- Ut-Part 1Document44 pagesUt-Part 1cengizarda1979No ratings yet
- NDT Methods for Non-Destructive TestingDocument2 pagesNDT Methods for Non-Destructive TestingAekJayNo ratings yet
- A106 Pipe Spec SheetDocument7 pagesA106 Pipe Spec SheetyanurarzaqaNo ratings yet
- New Standard Practices on Digital RTDocument38 pagesNew Standard Practices on Digital RTbladdeeNo ratings yet
- NDT Radiography Training GuideDocument88 pagesNDT Radiography Training GuideMakhfud EdyNo ratings yet
- Introduction To NDT BasicDocument27 pagesIntroduction To NDT BasicAngela WalkerNo ratings yet
- Radiographic TestingDocument51 pagesRadiographic TestingAppu MukundanNo ratings yet
- Guidelines For Automated Ultrasonic Inspection Austenitic WeldsDocument10 pagesGuidelines For Automated Ultrasonic Inspection Austenitic WeldsDurgamadhaba MishraNo ratings yet
- NDT Code Book Made Easy For AsmeDocument398 pagesNDT Code Book Made Easy For AsmeJosé Pablo Espinoza SolísNo ratings yet
- 2168.2-2009 Computerized Radiography Testing of Mettalic Materials Using X-Rays and Gamma RaysDocument25 pages2168.2-2009 Computerized Radiography Testing of Mettalic Materials Using X-Rays and Gamma RaysJoselito MagatNo ratings yet
- Computed RadiographyDocument6 pagesComputed RadiographySridharan Chandran100% (1)
- 15 - Nde Rev 011Document32 pages15 - Nde Rev 011Adnan RanaNo ratings yet
- Ometry of Bolted Connections:: Hole Spacing and Code FormulaDocument17 pagesOmetry of Bolted Connections:: Hole Spacing and Code FormulaSimi NagyNo ratings yet
- ISO Specifications for Non-Destructive TestingDocument4 pagesISO Specifications for Non-Destructive Testingskynyrd75No ratings yet
- RT Outline Training LV IIIDocument3 pagesRT Outline Training LV IIITrung Tinh HoNo ratings yet
- Fitz's Atlas of Coating DefectsDocument16 pagesFitz's Atlas of Coating DefectsravichandraNo ratings yet
- Radio GraphicDocument58 pagesRadio GraphicApex AesNo ratings yet
- Ut-Twi - 6Document14 pagesUt-Twi - 6pratap biswasNo ratings yet
- Digital RadiographyDocument3 pagesDigital RadiographypaimpillyNo ratings yet
- Penetrant Testing (PT)Document11 pagesPenetrant Testing (PT)Maria Cristina DijmarescuNo ratings yet
- DPI (Dye Penetrant Inspection) : Main PurposedDocument9 pagesDPI (Dye Penetrant Inspection) : Main PurposedAgung Prastyo WibowoNo ratings yet
- Planar Flaw Height Sizing by Ultrasonics: Standard Guide ForDocument22 pagesPlanar Flaw Height Sizing by Ultrasonics: Standard Guide ForAnonymous gQTQ8cbUNo ratings yet
- Visual Inspection Guide for WeldsDocument11 pagesVisual Inspection Guide for WeldsAldy Bagus PratamaNo ratings yet
- UT Inspection of WeldsDocument2 pagesUT Inspection of WeldsPablo GonzalezNo ratings yet
- Profile RadiogarphyDocument24 pagesProfile RadiogarphySantosh Kumar100% (1)
- Bristle Blaster BrochureDocument6 pagesBristle Blaster BrochureDom BergeronNo ratings yet
- Unit-01 NDTDocument19 pagesUnit-01 NDT19114 GovindNo ratings yet
- Unit-5 Radiography: AdvantagesDocument23 pagesUnit-5 Radiography: AdvantagescandypranavNo ratings yet
- RT Level I BasicDocument290 pagesRT Level I Basicpraveentien100% (11)
- Non Destructive Testing ENGG PHY 107002 RDBDocument11 pagesNon Destructive Testing ENGG PHY 107002 RDBgotu123No ratings yet
- 2 Radiography - X and GammaDocument11 pages2 Radiography - X and GammaChintan ShroffNo ratings yet
- The Influence of Nickel On Corrosion Behavior of Low Alloy Steel in A Cyclic Wet-Dry ConditionDocument2 pagesThe Influence of Nickel On Corrosion Behavior of Low Alloy Steel in A Cyclic Wet-Dry ConditionTanvir AhmedNo ratings yet
- Materials and DesignDocument31 pagesMaterials and DesignTanvir AhmedNo ratings yet
- Corrosion of Additively Manufactured Alloys: A Review: AbstractDocument55 pagesCorrosion of Additively Manufactured Alloys: A Review: AbstractTanvir AhmedNo ratings yet
- Corrosion Behaviour of Copper Containing Low Alloy Steels in Sulphuric AcidDocument9 pagesCorrosion Behaviour of Copper Containing Low Alloy Steels in Sulphuric AcidTanvir AhmedNo ratings yet
- The Influence of Nickel On Corrosion Behavior of Low AlloyDocument13 pagesThe Influence of Nickel On Corrosion Behavior of Low AlloyTanvir AhmedNo ratings yet
- The Corrosion Behaviour of A LowDocument8 pagesThe Corrosion Behaviour of A LowTanvir AhmedNo ratings yet
- Corrosion Behaviour of Additively Manufactured Type 316L Stainless SteelDocument10 pagesCorrosion Behaviour of Additively Manufactured Type 316L Stainless SteelTanvir AhmedNo ratings yet
- Characterization of Laser Metal Deposited 316L Stainless SteelDocument4 pagesCharacterization of Laser Metal Deposited 316L Stainless SteelTanvir AhmedNo ratings yet
- Testing Inspection and CharascterisationDocument10 pagesTesting Inspection and CharascterisationTanvir AhmedNo ratings yet
- Amema 2023Document4 pagesAmema 2023BRajesh ReddyNo ratings yet
- Physics AssignmentDocument26 pagesPhysics AssignmentBarnil SamiuNo ratings yet
- 3854Document23 pages3854amdevaNo ratings yet
- Lattice Energy: The Born-Haber CycleDocument4 pagesLattice Energy: The Born-Haber CycleAllalannNo ratings yet
- Localized Indigenized Instructional Materials in Science 9Document6 pagesLocalized Indigenized Instructional Materials in Science 9joyce kris AlmacinNo ratings yet
- Name: Class: End-Of-Unit TestDocument2 pagesName: Class: End-Of-Unit TestJose Manuel AlcantaraNo ratings yet
- Thermodynamic, Adsorption and Electrochemical Studies For Corrosion Inhibition of Carbon Steel by Henna Extract in Acid MediumDocument9 pagesThermodynamic, Adsorption and Electrochemical Studies For Corrosion Inhibition of Carbon Steel by Henna Extract in Acid MediumramlahNo ratings yet
- Ramalan Paper 3 SPM 2012 EditDocument10 pagesRamalan Paper 3 SPM 2012 EditA. SuhaimiNo ratings yet
- Entropy Changes in A Chemical ReactionDocument3 pagesEntropy Changes in A Chemical ReactionSudhaNo ratings yet
- One-Dimensional Metals, Second Edition. Siegmar Roth, David CarrollDocument11 pagesOne-Dimensional Metals, Second Edition. Siegmar Roth, David CarrollNikhilUdinurNo ratings yet
- Solubility modelling of hydrocarbons and light ends in amine solutionsDocument6 pagesSolubility modelling of hydrocarbons and light ends in amine solutionsANo ratings yet
- Handbook DaretoDream CompressedDocument32 pagesHandbook DaretoDream CompressedRick MaityNo ratings yet
- 2022 - 2023 Second Sem ExamsDocument43 pages2022 - 2023 Second Sem ExamsBinaebi DoubraNo ratings yet
- Biosafety Cabinet Class II A2 LBS2 A24Document4 pagesBiosafety Cabinet Class II A2 LBS2 A24cheeputNo ratings yet
- 1Document1 page1kkkprotNo ratings yet
- Phased Array Ultrasonic Testing ProcedureDocument21 pagesPhased Array Ultrasonic Testing ProcedureKarrar TalibNo ratings yet
- Our Environment Class 10 NotesDocument8 pagesOur Environment Class 10 NotesChetan BhardwajNo ratings yet
- Types of Friction PowerpointDocument15 pagesTypes of Friction PowerpointNOORAEGN BAUTISTANo ratings yet
- Rubiag 13Document1 pageRubiag 13ChérubinNo ratings yet
- Pilot-Plant Development Ofthe Foam Distribution Process For Production OF Wet-Process PhosphoricDocument5 pagesPilot-Plant Development Ofthe Foam Distribution Process For Production OF Wet-Process PhosphoricIngrid ContrerasNo ratings yet
- Peek vs. MetalDocument3 pagesPeek vs. MetalAzizol WahabNo ratings yet
- Welding ProcessesDocument77 pagesWelding ProcessesRahul75% (4)
- Thermochemistry: Physical ChemistryDocument22 pagesThermochemistry: Physical ChemistryAaryan KeshanNo ratings yet
- CXC Chemistry Mixtures and Separation PowerpointDocument28 pagesCXC Chemistry Mixtures and Separation PowerpointJordanNo ratings yet
- Cancer Treatment Healthcare Center by SlidesgoDocument50 pagesCancer Treatment Healthcare Center by SlidesgotaridaNo ratings yet
- KCC - DATASHEET - Komarine Anti-Rust Oil RV490 - EngDocument2 pagesKCC - DATASHEET - Komarine Anti-Rust Oil RV490 - EngNguyen1987 TrungNo ratings yet
- The Consep AcaciaDocument7 pagesThe Consep AcaciaPrincess Ruwarashe Courteney MunyoroNo ratings yet
- Q. Wave Optics - EM Waves Short Notes - EdunitiDocument15 pagesQ. Wave Optics - EM Waves Short Notes - Edunitifidasaif2022No ratings yet
- SE2NAAFAVA33S0091Document4 pagesSE2NAAFAVA33S0091Ariana GrandeNo ratings yet